
一种高档锥压淬模具.pdf

俊凤****bb

1/7
2/7
3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高档锥压淬模具.pdf
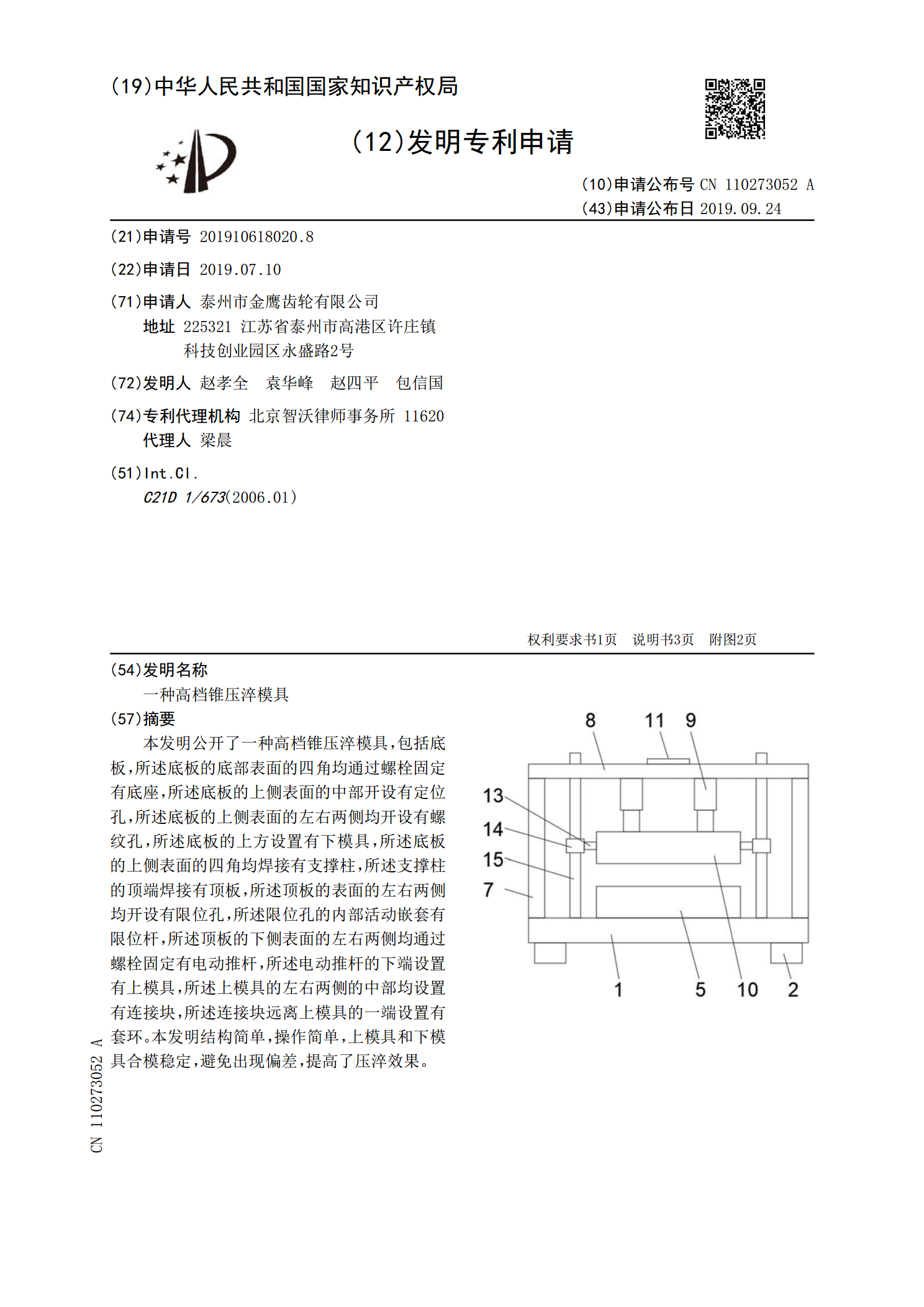
本发明公开了一种高档锥压淬模具,包括底板,所述底板的底部表面的四角均通过螺栓固定有底座,所述底板的上侧表面的中部开设有定位孔,所述底板的上侧表面的左右两侧均开设有螺纹孔,所述底板的上方设置有下模具,所述底板的上侧表面的四角均焊接有支撑柱,所述支撑柱的顶端焊接有顶板,所述顶板的表面的左右两侧均开设有限位孔,所述限位孔的内部活动嵌套有限位杆,所述顶板的下侧表面的左右两侧均通过螺栓固定有电动推杆,所述电动推杆的下端设置有上模具,所述上模具的左右两侧的中部均设置有连接块,所述连接块远离上模具的一端设置有套环。本发

热成型压淬模具及热成型压淬模具的操作方法.pdf
本发明涉及一种用于制造具有至少局部高强度的特性的金属板成型构件(7)的热成型压淬模具(11),该热成型压淬模具包括上模具(12)和下模具(14),该上模具包括至少一个模具部分(13.1、13.2),该下模具包括至少一个模具部分(15),上模具和下模具能够在压力机行程方向(5)上相向运动以形成模腔,在至少一个模具部分(13.1、13.2、15)中设置多个调温通道(28)以供冷却介质穿过。上模具(12)的模具部分(13.1、13.2)和/或下模具(14)的模具部分(15)是至少两部分的并且利用在上模具和/或下

新型被动锥齿轮的压淬工艺.pdf
本发明公开了一种新型被动锥齿轮的压淬工艺,包括第一步压淬步骤,第二步压淬步骤,外环压力点1在锥齿轮底平面0.7mm台阶垂直法线向上所对应的齿顶位置1,内环压力点2在齿轮内直口平台位置2。第一步压淬时间为10s,喷油量为780L/min。第二步压淬时间为240s,喷油量为400L/min。压淬过程中内环压力为4MPa,外环压力为2MPa。压淬过程中压力脉动频率为10次/min,每步施压5s,卸压1s。减小锥齿轮的变形,延长锥齿轮的使用寿命,改善产品质量,满足了被动锥齿轮的技术要求。

浅谈大型可调模具压淬工艺研究.docx
浅谈大型可调模具压淬工艺研究随着工业化进程的不断加速,大型可调模具压淬工艺在金属加工中越来越受到重视。本文将从以下几个方面进行探讨:大型可调模具压淬工艺的定义、工艺特点、工艺流程、工艺优缺点以及应用前景等。一、大型可调模具压淬工艺的定义大型可调模具压淬工艺是一种较为高效的金属加工工艺,主要应用于二次加工中,它通过对材料的加热熔化和冷却固化,改变金属材料的结构和性质,从而达到加工装饰、强度提高、疲劳寿命延长等目的。二、工艺特点1.高效节能:利用大型可调模具对金属材料进行模具压淬,不仅可以达到快速加工的效果,

一种整体式被动锥齿轮自动化压淬结构.pdf
本发明公开了一种整体式被动锥齿轮自动化压淬结构,涉及自动化压淬技术领域;而本发明包括有驱动机构,驱动机构的顶端设有偏转机构,且偏转机构与驱动机构传动连接,偏转机构的顶端滑动设有移动机构,且移动机构与驱动机构传动连接,移动机构远离偏转机构的一端固定连接有两个夹持机构,利用驱动机构首先带动夹持机构对整体式被动锥齿轮进行夹持固定,随后再利用驱动机构带动移动机构移动,对整体式被动锥齿轮进行运输,最后利用驱动机构使移动机构和夹持机构能够复位,以此来实现整体式被动锥齿轮的自动上料,通过调节夹持机构的夹持爪的位置,使夹