
发动机缸体铸造砂芯及应用所述铸造砂芯铸造缸体的方法.pdf

夏萍****文章


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
发动机缸体铸造砂芯及应用所述铸造砂芯铸造缸体的方法.pdf
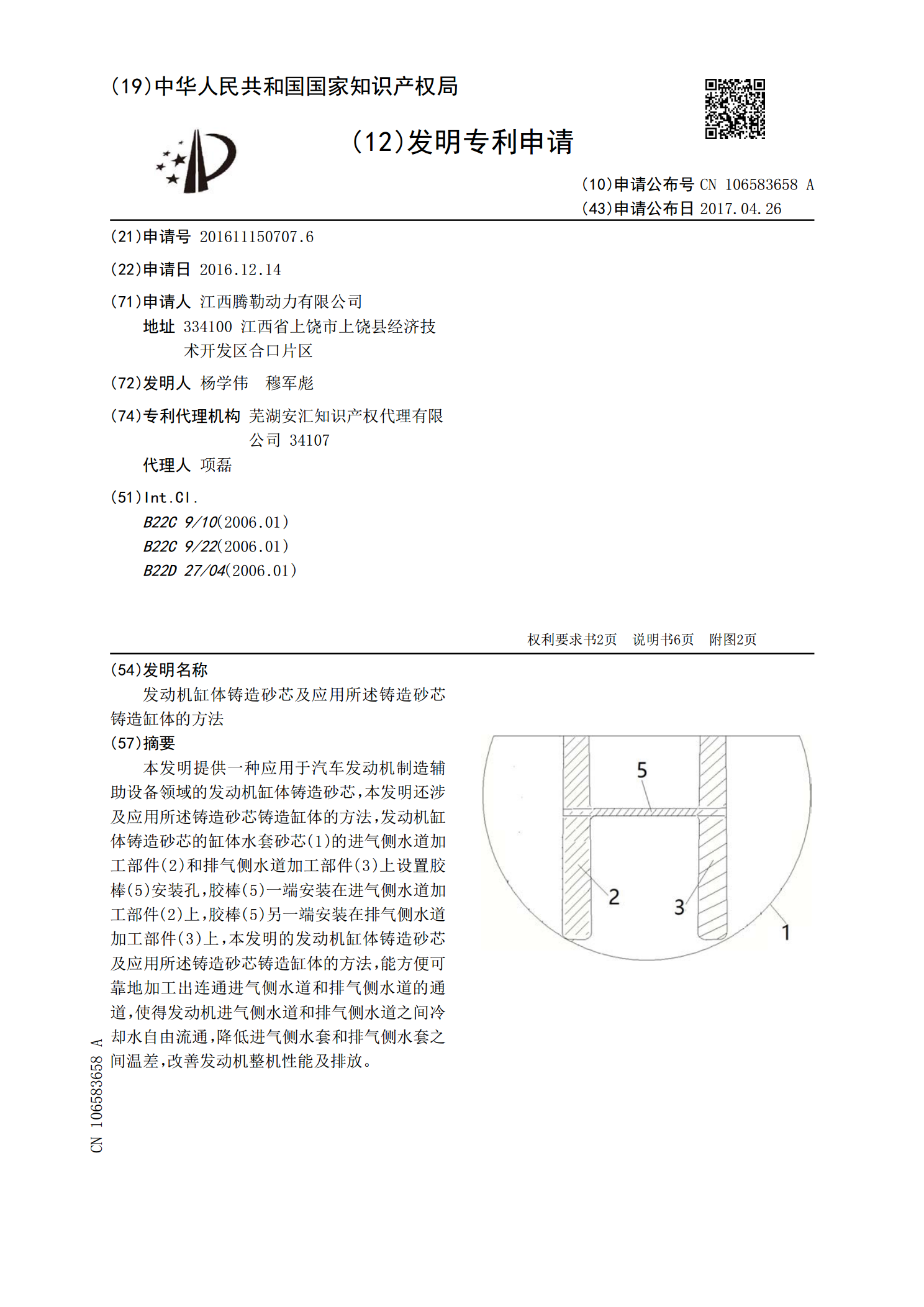
本发明提供一种应用于汽车发动机制造辅助设备领域的发动机缸体铸造砂芯,本发明还涉及应用所述铸造砂芯铸造缸体的方法,发动机缸体铸造砂芯的缸体水套砂芯(1)的进气侧水道加工部件(2)和排气侧水道加工部件(3)上设置胶棒(5)安装孔,胶棒(5)一端安装在进气侧水道加工部件(2)上,胶棒(5)另一端安装在排气侧水道加工部件(3)上,本发明的发动机缸体铸造砂芯及应用所述铸造砂芯铸造缸体的方法,能方便可靠地加工出连通进气侧水道和排气侧水道的通道,使得发动机进气侧水道和排气侧水道之间冷却水自由流通,降低进气侧水套和排气侧
适合于发动机缸体缸盖铸造砂芯智能化组芯系统及工艺.pdf
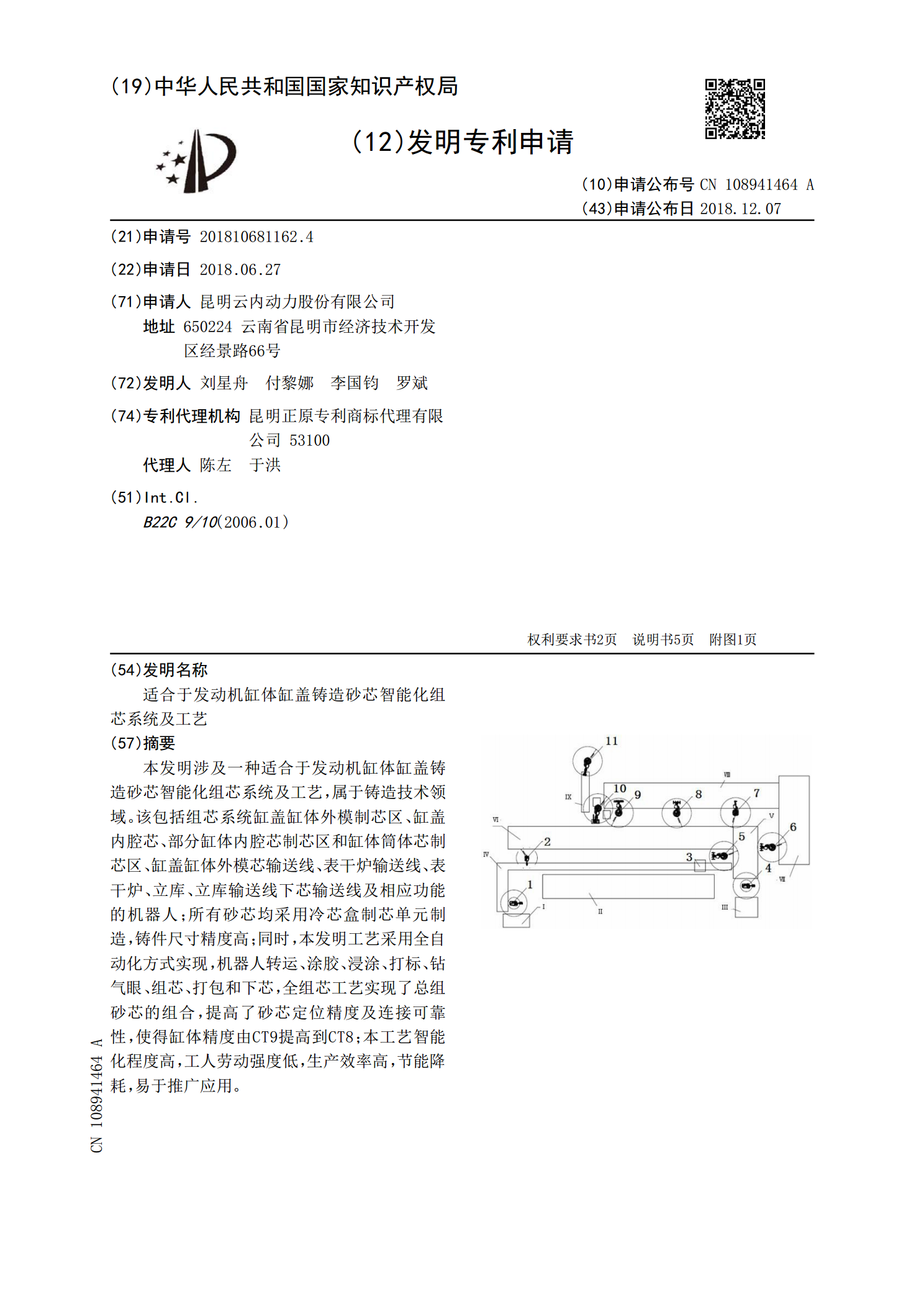
本发明涉及一种适合于发动机缸体缸盖铸造砂芯智能化组芯系统及工艺,属于铸造技术领域。该包括组芯系统缸盖缸体外模制芯区、缸盖内腔芯、部分缸体内腔芯制芯区和缸体筒体芯制芯区、缸盖缸体外模芯输送线、表干炉输送线、表干炉、立库、立库输送线下芯输送线及相应功能的机器人;所有砂芯均采用冷芯盒制芯单元制造,铸件尺寸精度高;同时,本发明工艺采用全自动化方式实现,机器人转运、涂胶、浸涂、打标、钻气眼、组芯、打包和下芯,全组芯工艺实现了总组砂芯的组合,提高了砂芯定位精度及连接可靠性,使得缸体精度由CT9提高到CT8;本工艺智能

壳芯在我厂低压铸造缸体中的应用.docx
壳芯在我厂低压铸造缸体中的应用壳芯在我厂低压铸造缸体中的应用摘要:随着科学技术的不断发展,各种新型材料和先进的制造技术不断涌现。低压铸造作为一种重要的金属加工工艺,已经广泛应用于各个领域。本论文就低压铸造中壳芯的应用进行研究和分析,这在提高产品质量、减少制造成本和加快生产速度方面起到了至关重要的作用。一、引言低压铸造是一种重要的金属加工工艺,通过在真空或压力环境下将金属液体通过喷枪注入模具中,得到所需的铸造件。与传统的铸造工艺相比,低压铸造具有许多优点,如成品精度高、表面光洁度好、无气孔无夹杂物等。在低压
砂芯模具及制备砂芯模具的铸造模具.pdf
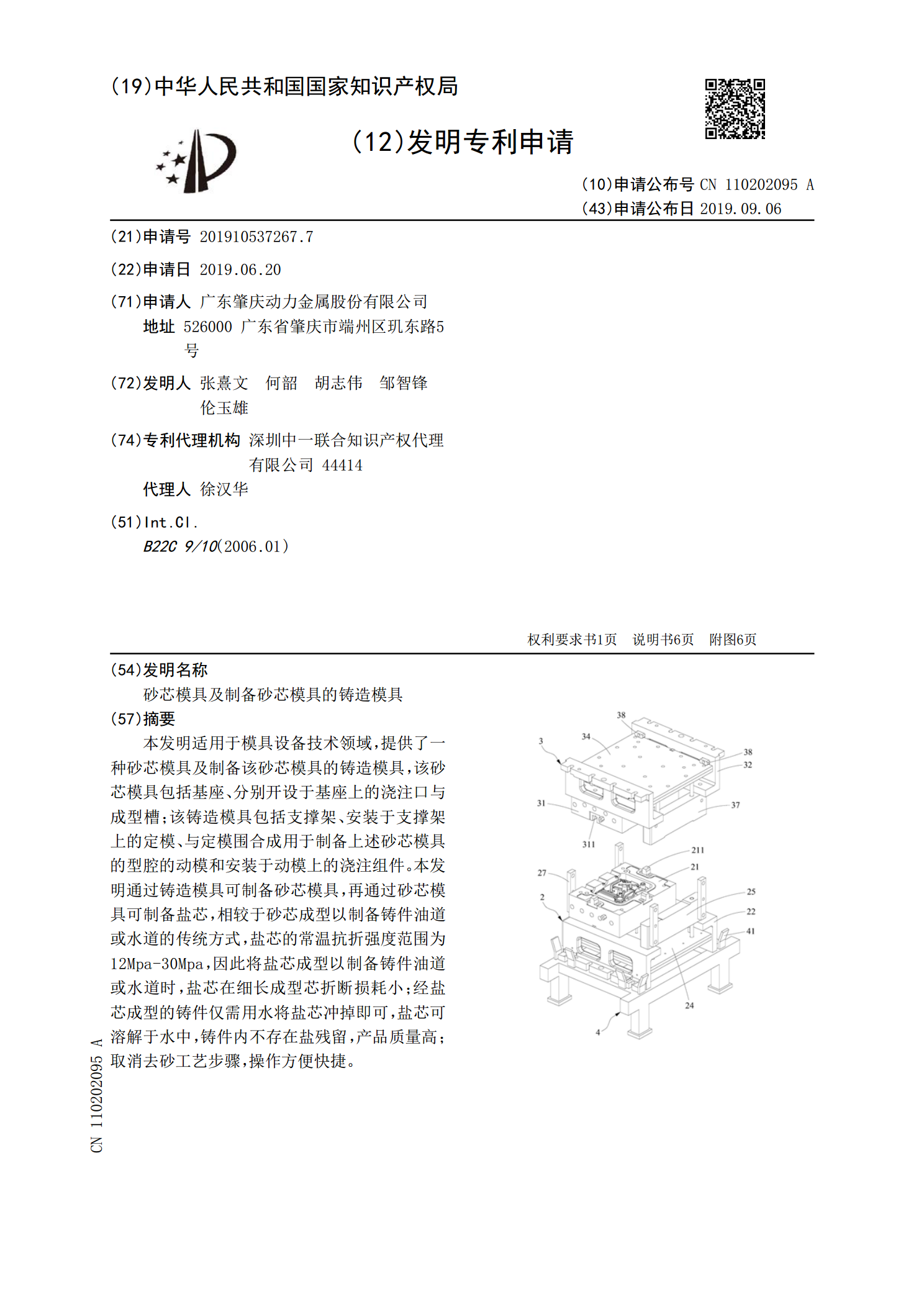
本发明适用于模具设备技术领域,提供了一种砂芯模具及制备该砂芯模具的铸造模具,该砂芯模具包括基座、分别开设于基座上的浇注口与成型槽;该铸造模具包括支撑架、安装于支撑架上的定模、与定模围合成用于制备上述砂芯模具的型腔的动模和安装于动模上的浇注组件。本发明通过铸造模具可制备砂芯模具,再通过砂芯模具可制备盐芯,相较于砂芯成型以制备铸件油道或水道的传统方式,盐芯的常温抗折强度范围为12Mpa‑30Mpa,因此将盐芯成型以制备铸件油道或水道时,盐芯在细长成型芯折断损耗小;经盐芯成型的铸件仅需用水将盐芯冲掉即可,盐芯可

铸造烧结陶粒砂在制芯中的应用.docx
铸造烧结陶粒砂在制芯中的应用铸造烧结陶粒砂在制芯中的应用摘要:铸造烧结陶粒砂是一种新型、环保的材料,通过将粉末陶粒经过烧结得到的砂型材料。它具有低熔点、抗变形、耐高温等优点,在制芯过程中广泛应用。本文将从制芯工艺、应用案例等方面探讨铸造烧结陶粒砂在制芯中的应用。一、引言随着制造业的发展,对于铸造工艺的要求也越来越高。制芯作为铸造工艺中的重要一环,对于产品的质量和性能起到至关重要的作用。铸造烧结陶粒砂作为一种新型的砂型材料,具有独特的优势,在制芯中的应用不断得到推广和应用。二、制芯工艺铸造烧结陶粒砂是通过将