
适合于发动机缸体缸盖铸造砂芯智能化组芯系统及工艺.pdf

佳宁****么啦

1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
适合于发动机缸体缸盖铸造砂芯智能化组芯系统及工艺.pdf
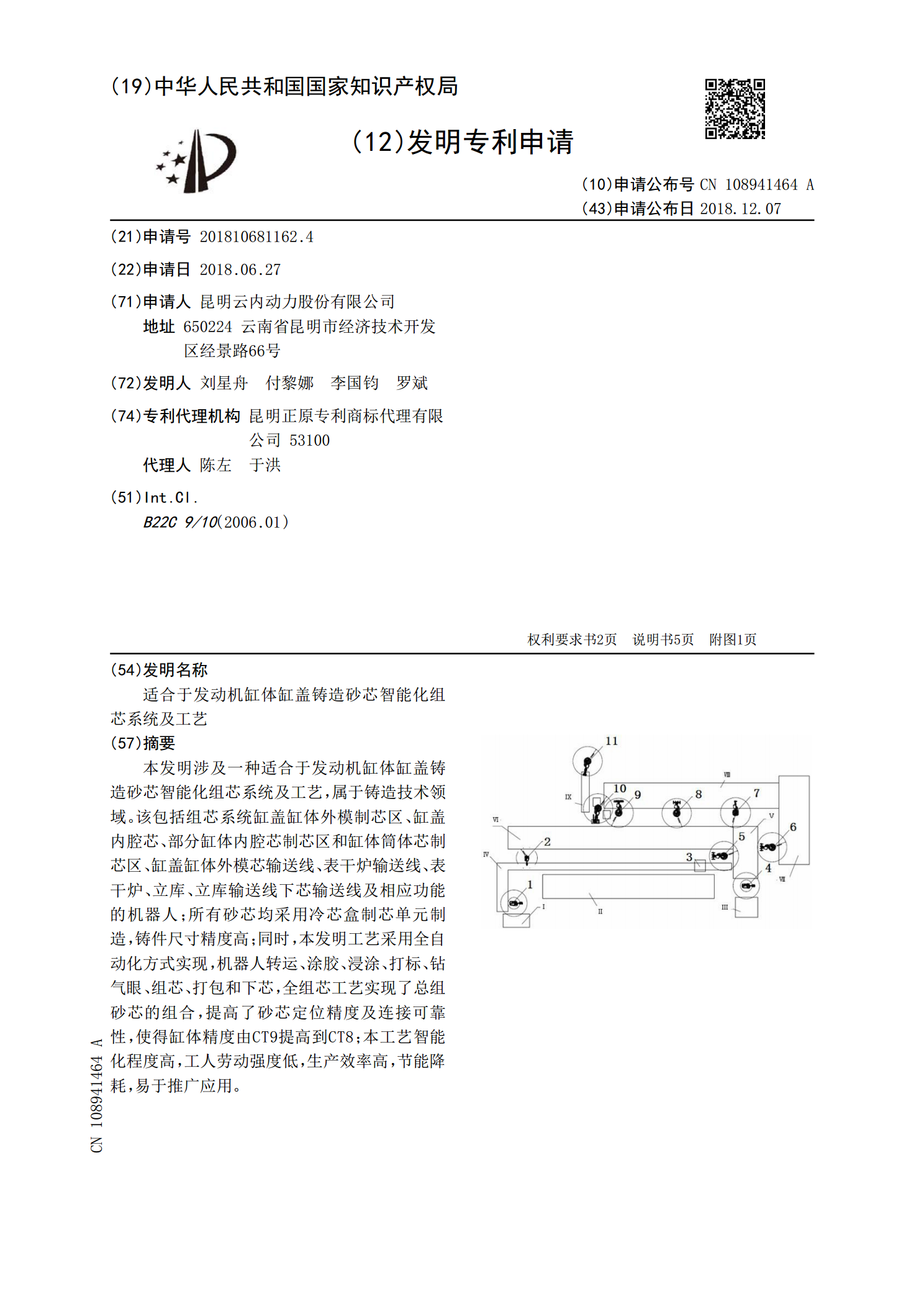
本发明涉及一种适合于发动机缸体缸盖铸造砂芯智能化组芯系统及工艺,属于铸造技术领域。该包括组芯系统缸盖缸体外模制芯区、缸盖内腔芯、部分缸体内腔芯制芯区和缸体筒体芯制芯区、缸盖缸体外模芯输送线、表干炉输送线、表干炉、立库、立库输送线下芯输送线及相应功能的机器人;所有砂芯均采用冷芯盒制芯单元制造,铸件尺寸精度高;同时,本发明工艺采用全自动化方式实现,机器人转运、涂胶、浸涂、打标、钻气眼、组芯、打包和下芯,全组芯工艺实现了总组砂芯的组合,提高了砂芯定位精度及连接可靠性,使得缸体精度由CT9提高到CT8;本工艺智能
发动机缸体铸造砂芯及应用所述铸造砂芯铸造缸体的方法.pdf
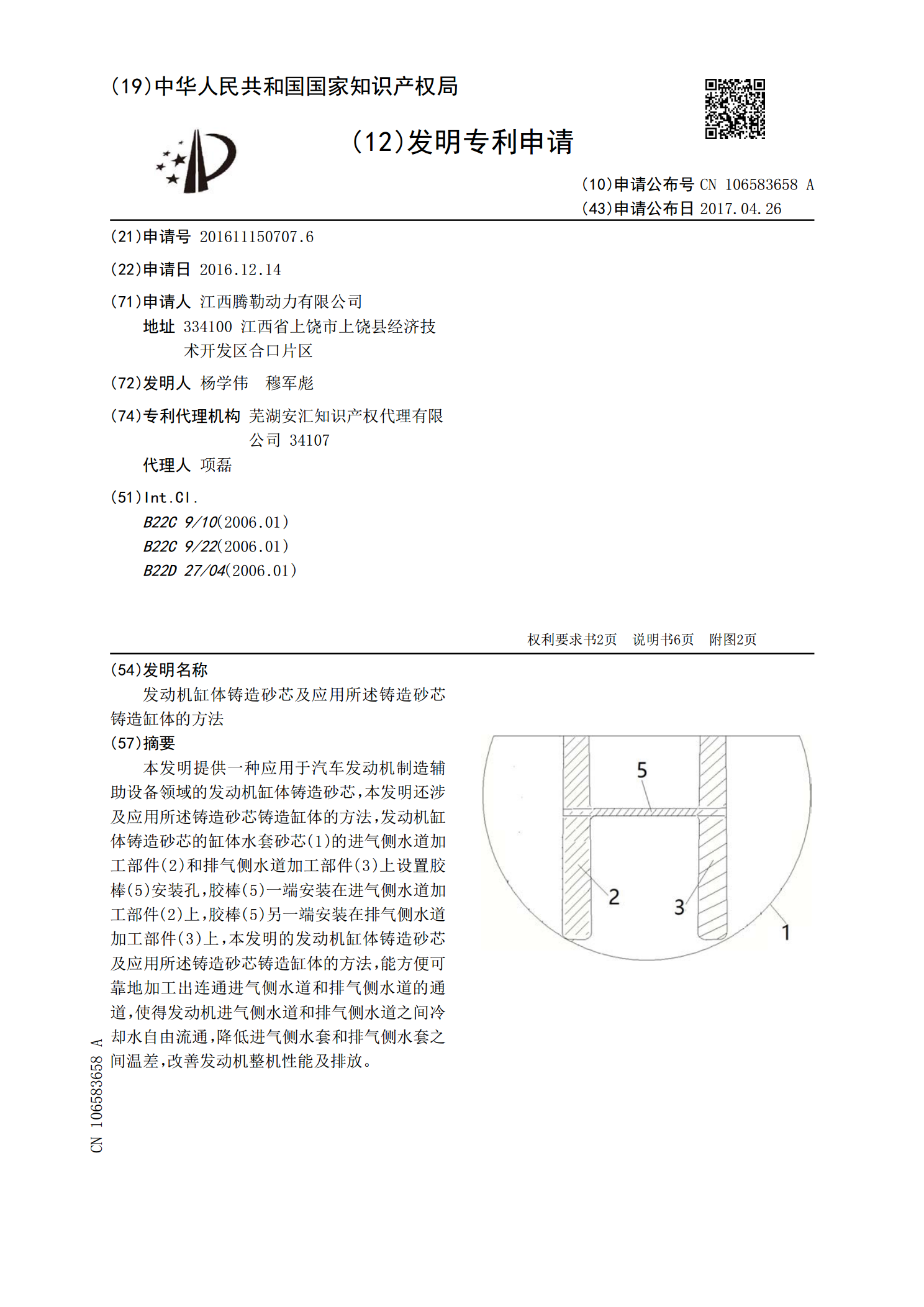
本发明提供一种应用于汽车发动机制造辅助设备领域的发动机缸体铸造砂芯,本发明还涉及应用所述铸造砂芯铸造缸体的方法,发动机缸体铸造砂芯的缸体水套砂芯(1)的进气侧水道加工部件(2)和排气侧水道加工部件(3)上设置胶棒(5)安装孔,胶棒(5)一端安装在进气侧水道加工部件(2)上,胶棒(5)另一端安装在排气侧水道加工部件(3)上,本发明的发动机缸体铸造砂芯及应用所述铸造砂芯铸造缸体的方法,能方便可靠地加工出连通进气侧水道和排气侧水道的通道,使得发动机进气侧水道和排气侧水道之间冷却水自由流通,降低进气侧水套和排气侧
集成式复合气缸盖的铸造砂芯组.pdf
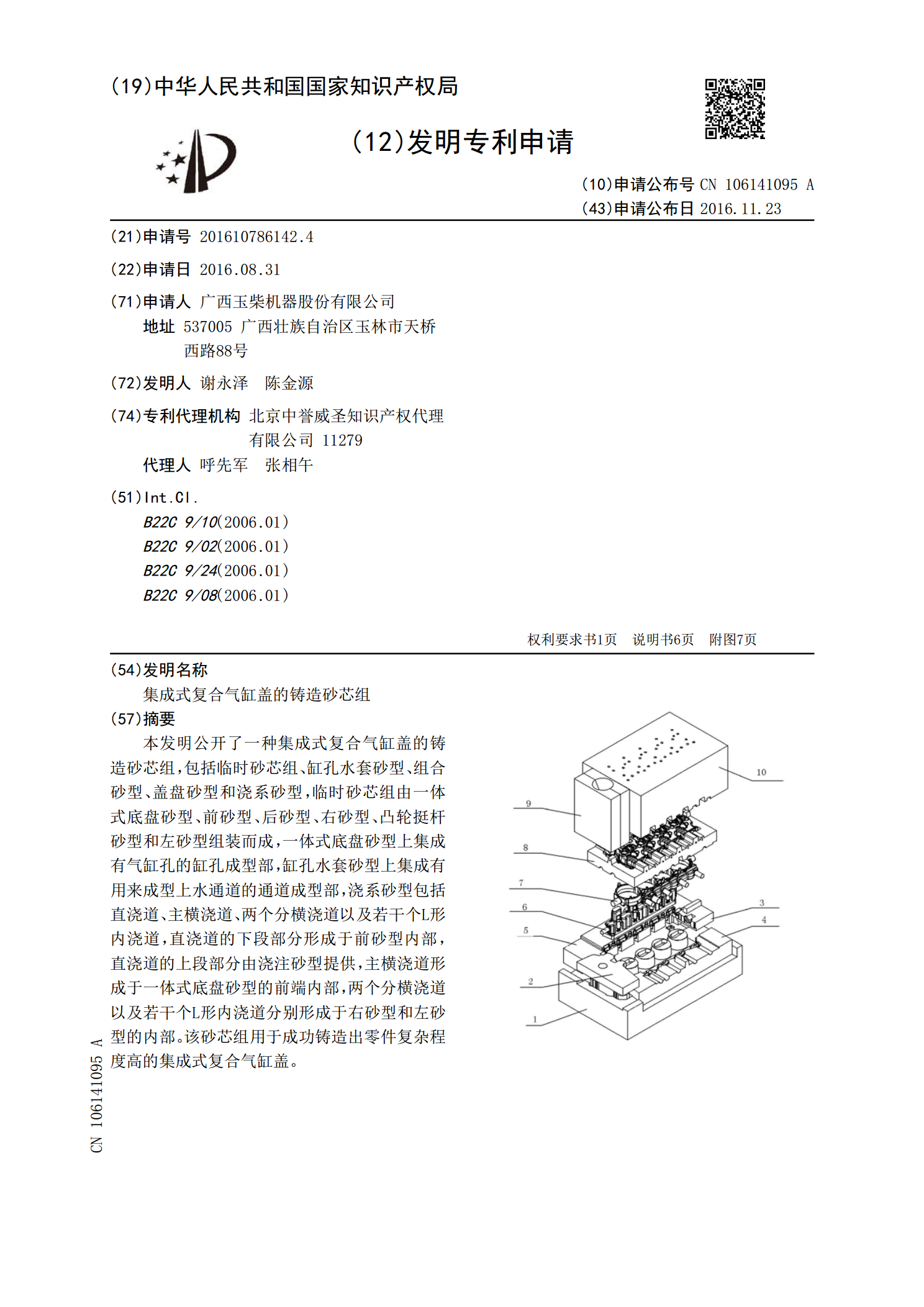
本发明公开了一种集成式复合气缸盖的铸造砂芯组,包括临时砂芯组、缸孔水套砂型、组合砂型、盖盘砂型和浇系砂型,临时砂芯组由一体式底盘砂型、前砂型、后砂型、右砂型、凸轮挺杆砂型和左砂型组装而成,一体式底盘砂型上集成有气缸孔的缸孔成型部,缸孔水套砂型上集成有用来成型上水通道的通道成型部,浇系砂型包括直浇道、主横浇道、两个分横浇道以及若干个L形内浇道,直浇道的下段部分形成于前砂型内部,直浇道的上段部分由浇注砂型提供,主横浇道形成于一体式底盘砂型的前端内部,两个分横浇道以及若干个L形内浇道分别形成于右砂型和左砂型的内
用于铸造集成式复合气缸盖的砂芯组.pdf
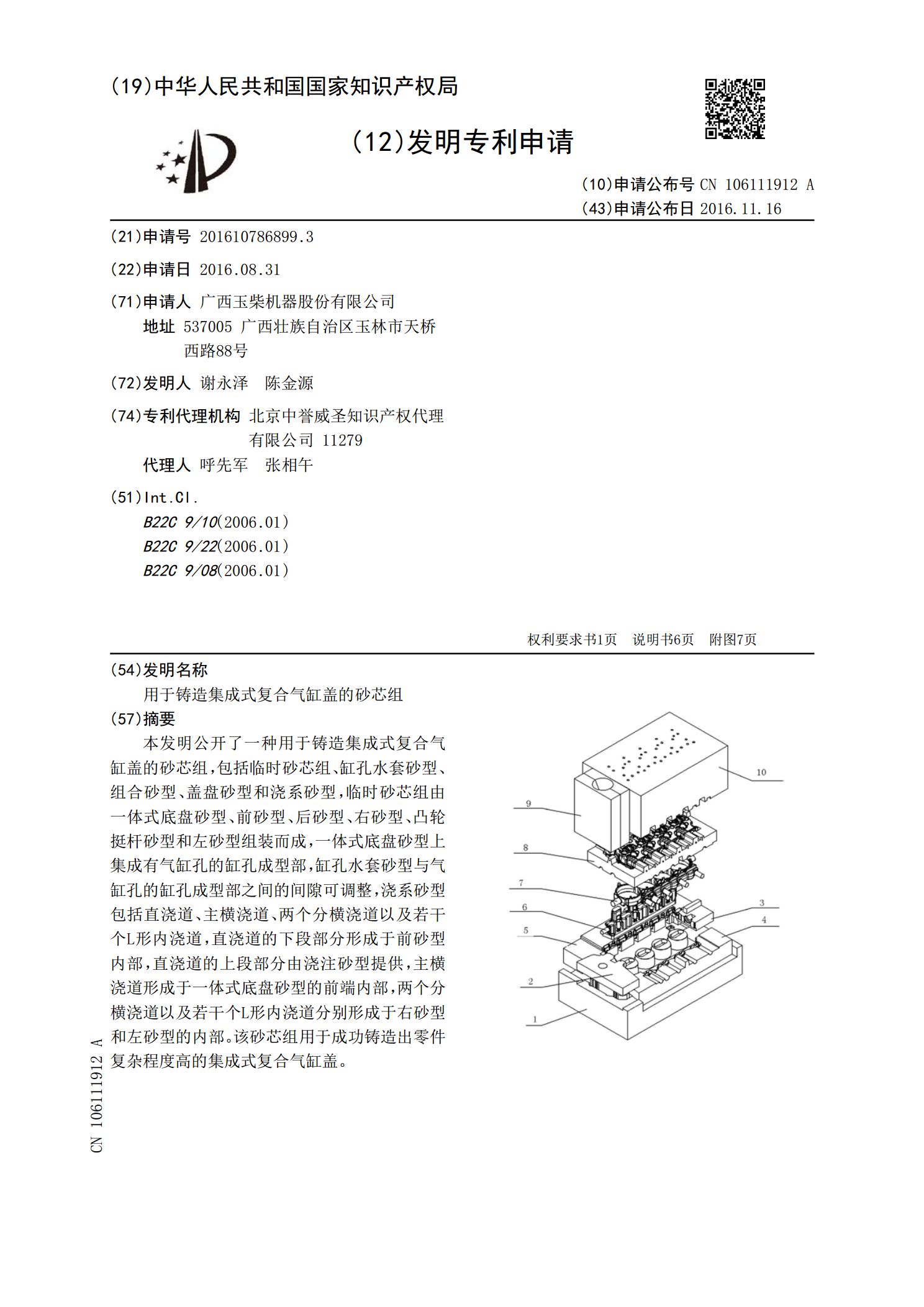
本发明公开了一种用于铸造集成式复合气缸盖的砂芯组,包括临时砂芯组、缸孔水套砂型、组合砂型、盖盘砂型和浇系砂型,临时砂芯组由一体式底盘砂型、前砂型、后砂型、右砂型、凸轮挺杆砂型和左砂型组装而成,一体式底盘砂型上集成有气缸孔的缸孔成型部,缸孔水套砂型与气缸孔的缸孔成型部之间的间隙可调整,浇系砂型包括直浇道、主横浇道、两个分横浇道以及若干个L形内浇道,直浇道的下段部分形成于前砂型内部,直浇道的上段部分由浇注砂型提供,主横浇道形成于一体式底盘砂型的前端内部,两个分横浇道以及若干个L形内浇道分别形成于右砂型和左砂型
用于铸造集成式复合气缸盖的砂芯组.pdf
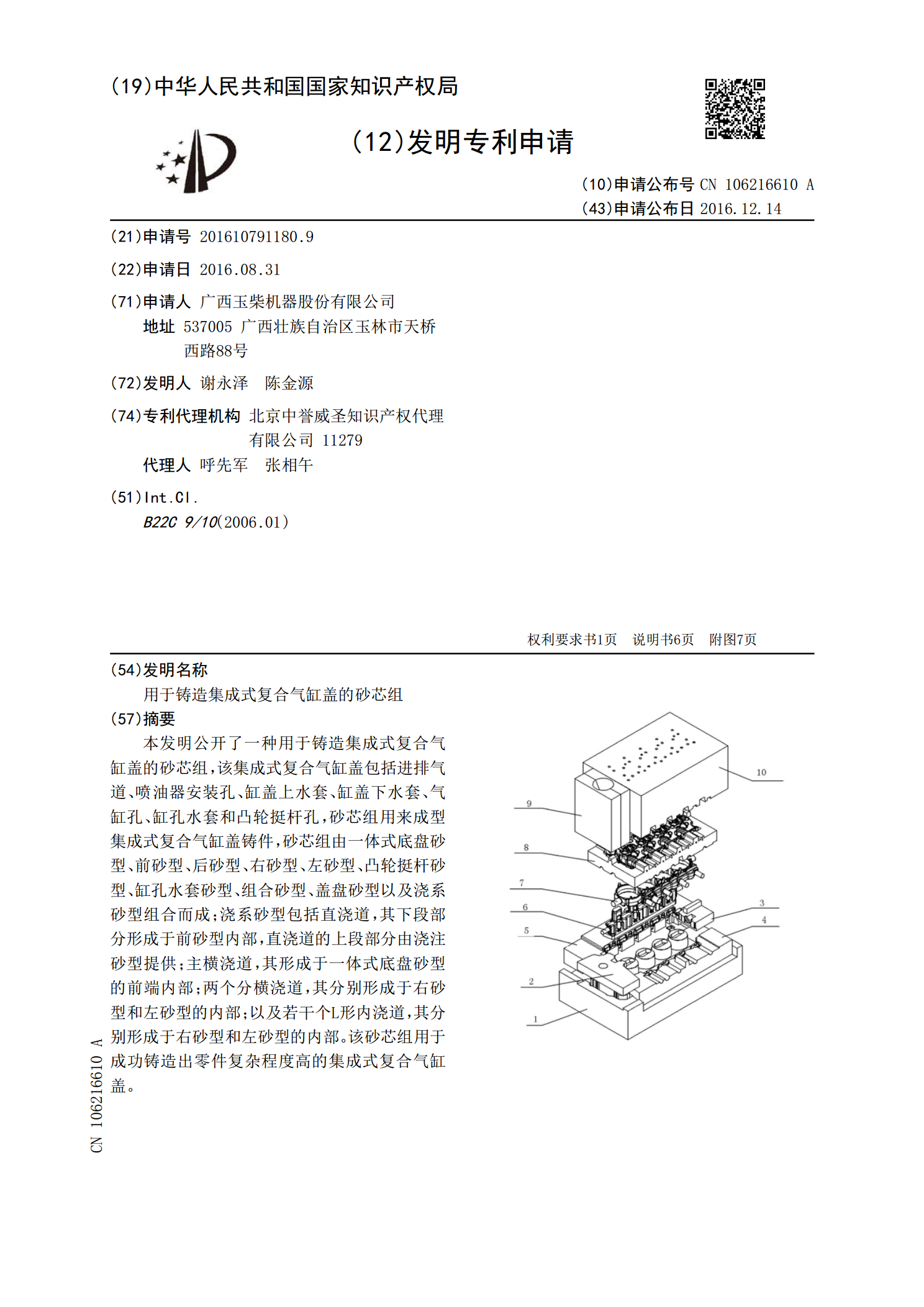
本发明公开了一种用于铸造集成式复合气缸盖的砂芯组,该集成式复合气缸盖包括进排气道、喷油器安装孔、缸盖上水套、缸盖下水套、气缸孔、缸孔水套和凸轮挺杆孔,砂芯组用来成型集成式复合气缸盖铸件,砂芯组由一体式底盘砂型、前砂型、后砂型、右砂型、左砂型、凸轮挺杆砂型、缸孔水套砂型、组合砂型、盖盘砂型以及浇系砂型组合而成;浇系砂型包括直浇道,其下段部分形成于前砂型内部,直浇道的上段部分由浇注砂型提供;主横浇道,其形成于一体式底盘砂型的前端内部;两个分横浇道,其分别形成于右砂型和左砂型的内部;以及若干个L形内浇道,其分别