
自动喷涂线和热成型生产线.pdf

一吃****瀚文


1/10

2/10

3/10
4/10

5/10
6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

自动喷涂线和热成型生产线.pdf
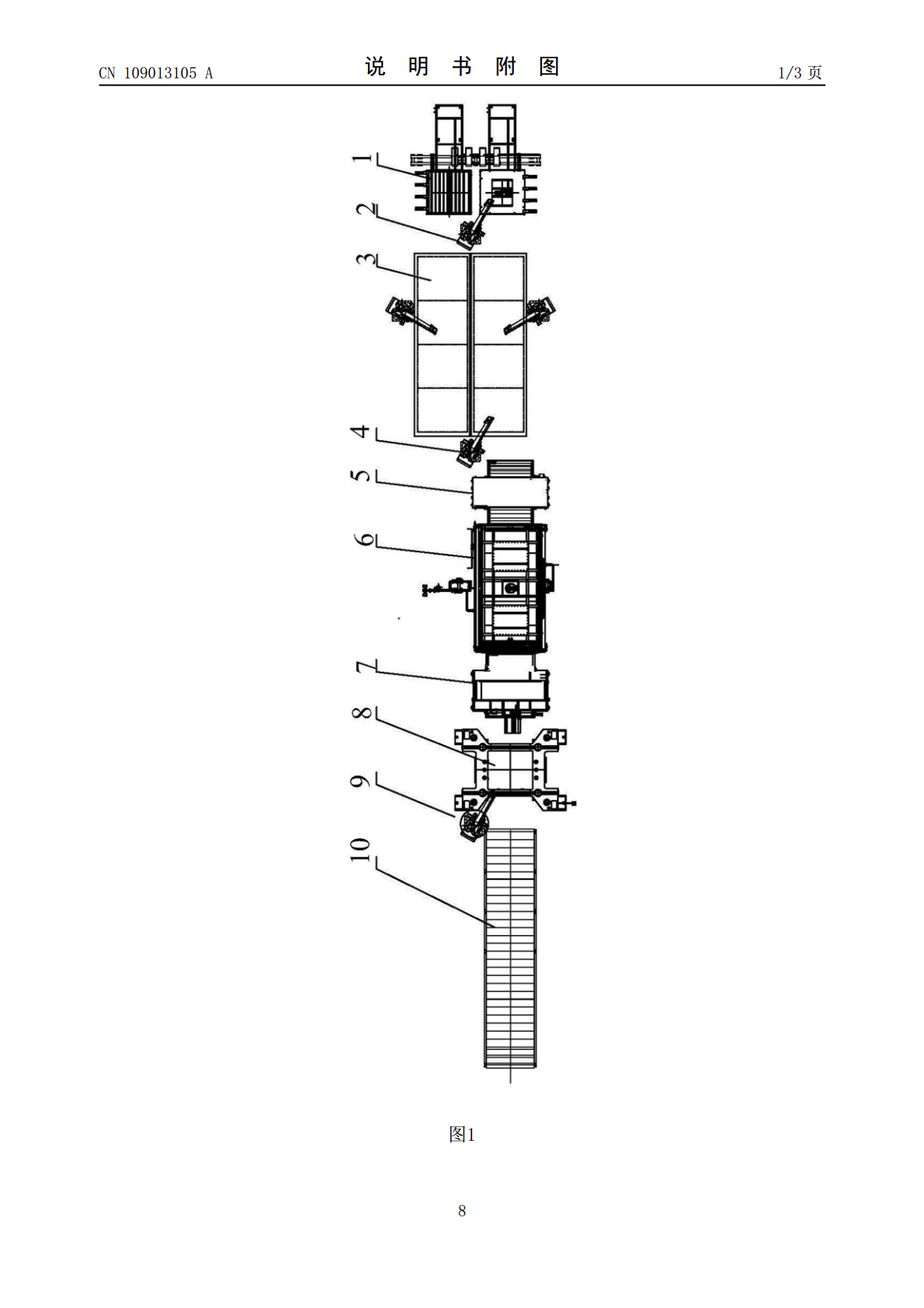
本发明公开了一种自动喷涂线和热成型生产线,该自动喷涂线包括:输送轨道和设置在所述输送轨道一侧的喷涂设备,其特征在于,所述输送设备中设置有防氧化涂料,所述输送轨道上设置有等待区、喷涂区、加热区和待抓取区,其中,所述加热区位于喷涂区的前侧或后侧。本发明通过喷涂防氧化润滑涂料,在板料与模具表面的摩擦副中,起到了高温润滑的作用,降低了板料与模具之间的摩擦,极大的缓解了磨粒磨损的严重度,同时低摩擦系数也促进了板料的成形性能。此外,本发明中的涂料不会对料片本身产生不利影响,易清洗,裸板进行双面喷涂后可以完全防止零件氧

高强钢板热成型自动生产线.pdf
本发明公开了一种高强钢板热成型自动生产线,包括沿零件加工路径依次布置的送料系统、滚动传输式加热炉、中转系统、高速压机、大型水冷模具、取件系统;送料系统将放置在托盘上的板料抓取并输送至滚动传输式加热炉内加热,待温度达到预设值,滚动传输式加热炉通过辊子输送机构将板料移出,通过中转系统将滚动传输式加热炉输出的板料送入高速压机的大型水冷模具内进行压制,压制结束后,取件系统通过取件装置伸入大型水冷模具内将零件取出后落料码放。本发明可加工零件最大尺寸9米×1.6米×0.25米,能够使零件减重40%以上。

热成型且加压淬火的汽车构件的制造方法和热成型生产线.pdf
本发明涉及一种热成型生产线,用于制造热成型且加压淬火的钢板产品、尤其是汽车构件,该热成型生产线包括加热装置和成型装置,该加热装置包括调温站(4),该调温站具有上侧工具(8)和下侧工具(9),所述调温站具有至少一个用于冷却或加热的调温源(10),并且在上侧工具和/或下侧工具上能设置用于传导调温的可更换的调温板(11),所述调温板能通过调温源加热或冷却。本发明还涉及一种用于借助这样的热成型生产线制造热成型且加压淬火的汽车构件的方法。
热成型生产线.pdf
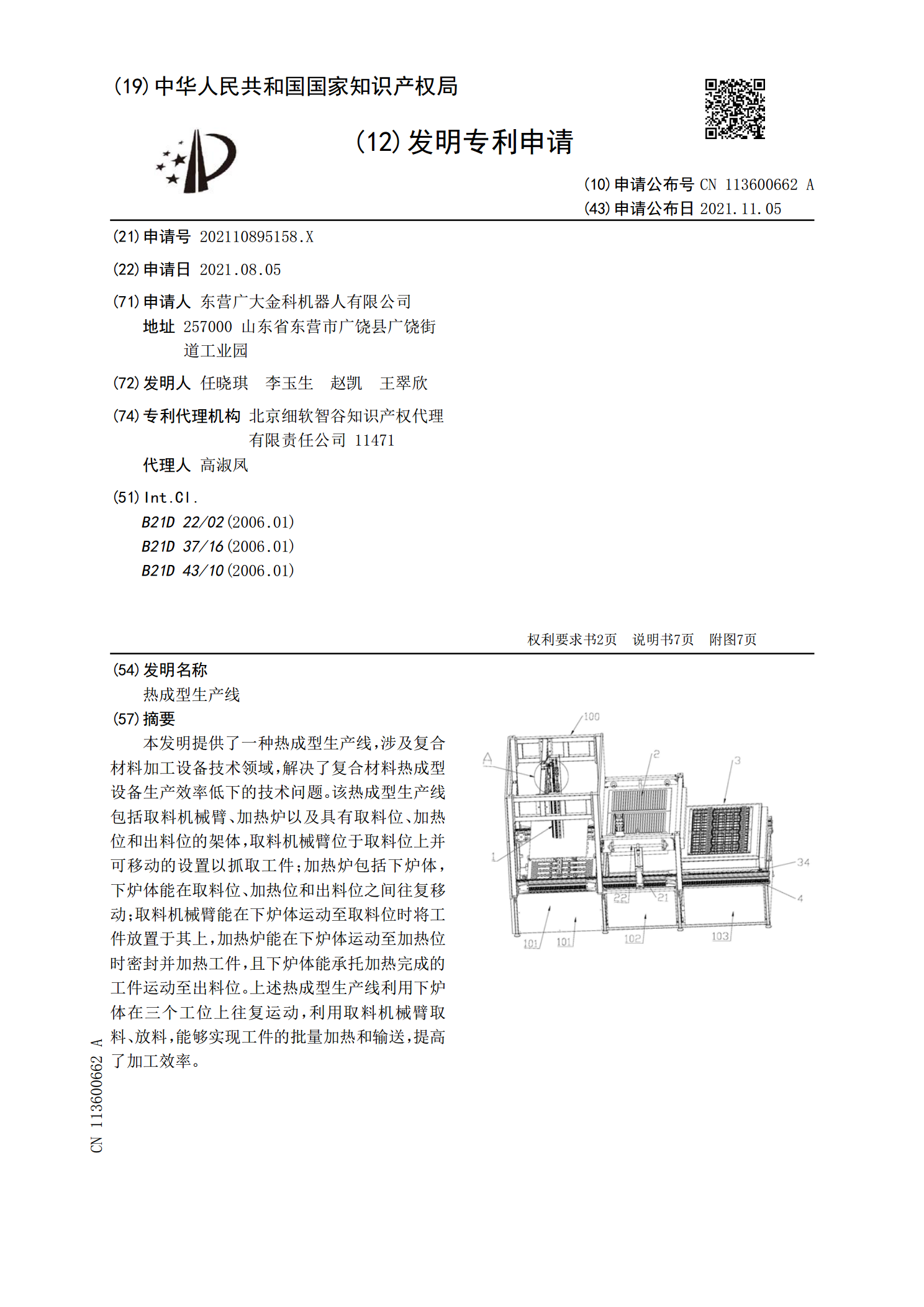
本发明提供了一种热成型生产线,涉及复合材料加工设备技术领域,解决了复合材料热成型设备生产效率低下的技术问题。该热成型生产线包括取料机械臂、加热炉以及具有取料位、加热位和出料位的架体,取料机械臂位于取料位上并可移动的设置以抓取工件;加热炉包括下炉体,下炉体能在取料位、加热位和出料位之间往复移动;取料机械臂能在下炉体运动至取料位时将工件放置于其上,加热炉能在下炉体运动至加热位时密封并加热工件,且下炉体能承托加热完成的工件运动至出料位。上述热成型生产线利用下炉体在三个工位上往复运动,利用取料机械臂取料、放料,能
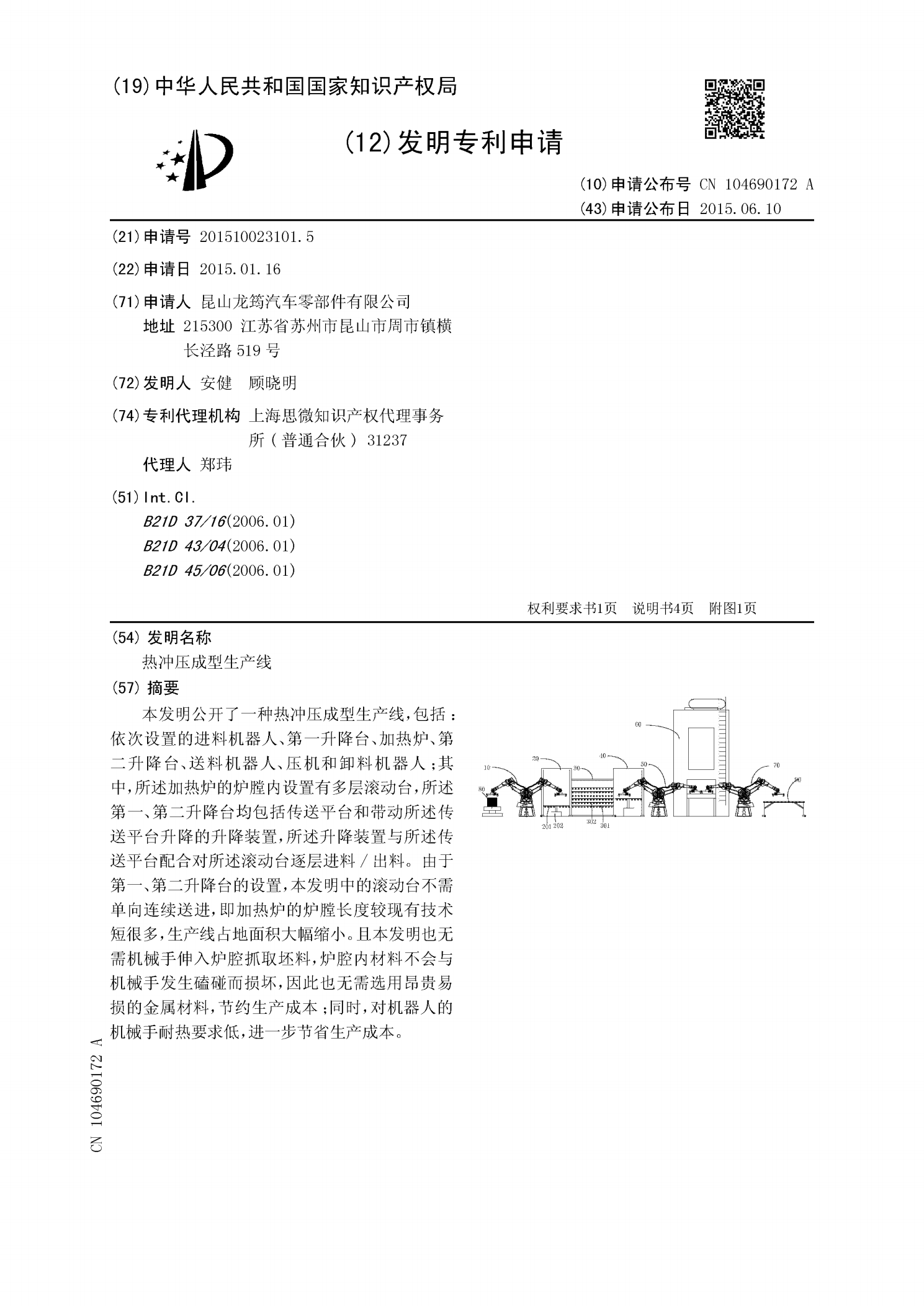
热冲压成型生产线.pdf
本发明公开了一种热冲压成型生产线,包括:依次设置的进料机器人、第一升降台、加热炉、第二升降台、送料机器人、压机和卸料机器人;其中,所述加热炉的炉膛内设置有多层滚动台,所述第一、第二升降台均包括传送平台和带动所述传送平台升降的升降装置,所述升降装置与所述传送平台配合对所述滚动台逐层进料/出料。由于第一、第二升降台的设置,本发明中的滚动台不需单向连续送进,即加热炉的炉膛长度较现有技术短很多,生产线占地面积大幅缩小。且本发明也无需机械手伸入炉腔抓取坯料,炉腔内材料不会与机械手发生磕碰而损坏,因此也无需选用昂贵易