
制造轴向活塞机的滚筒的方法.pdf

一只****ua


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

制造轴向活塞机的滚筒的方法.pdf
本发明涉及一种通过机械加工圆柱形圆角化金属制造轴向活塞机的滚筒的方法,其中机械加工包括锻造,并且其中滚筒的至少一个结构元件通过锻造进行制造或预制。
轴向活塞机.pdf
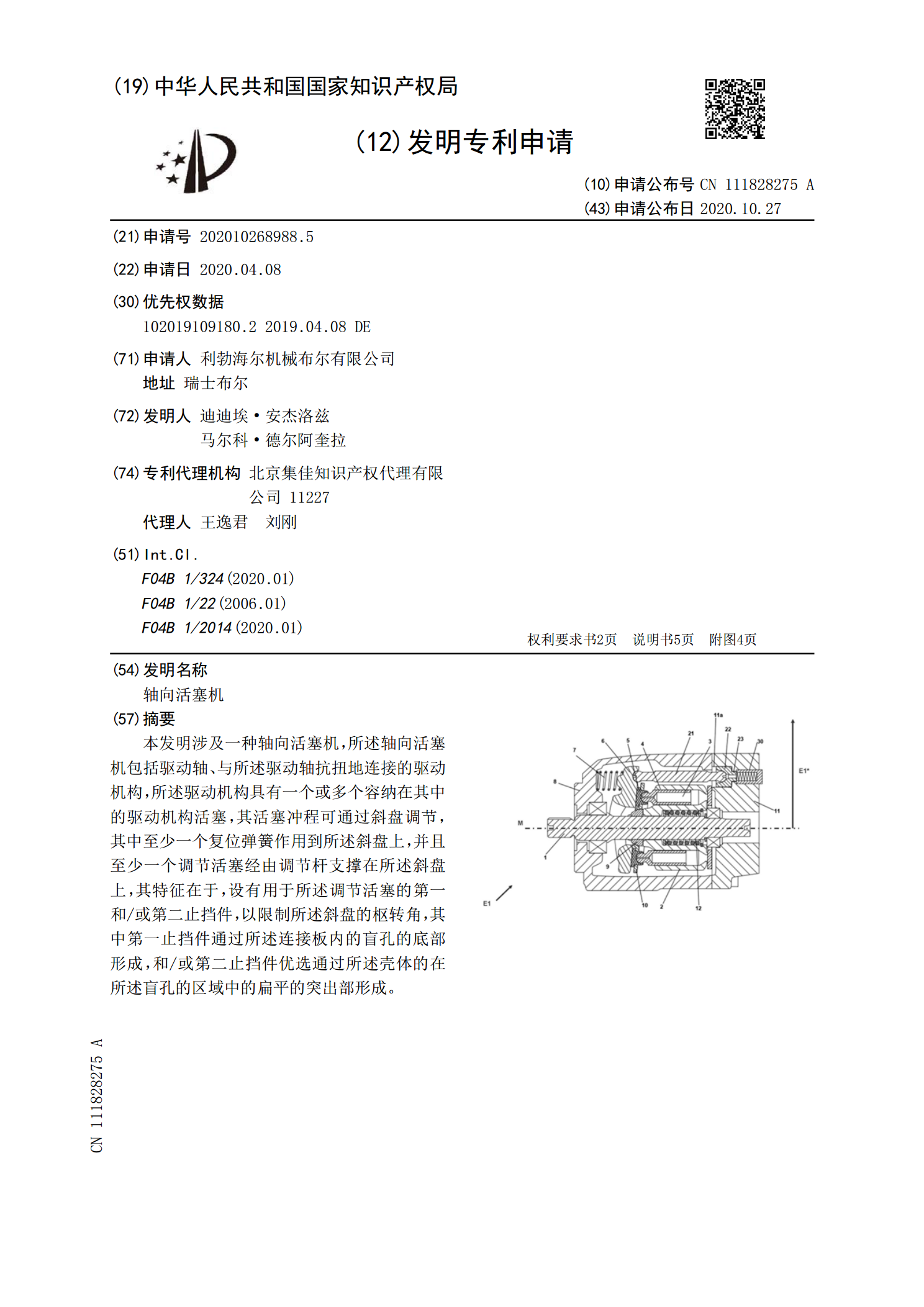
本发明涉及一种轴向活塞机,所述轴向活塞机包括驱动轴、与所述驱动轴抗扭地连接的驱动机构,所述驱动机构具有一个或多个容纳在其中的驱动机构活塞,其活塞冲程可通过斜盘调节,其中至少一个复位弹簧作用到所述斜盘上,并且至少一个调节活塞经由调节杆支撑在所述斜盘上,其特征在于,设有用于所述调节活塞的第一和/或第二止挡件,以限制所述斜盘的枢转角,其中第一止挡件通过所述连接板内的盲孔的底部形成,和/或第二止挡件优选通过所述壳体的在所述盲孔的区域中的扁平的突出部形成。

轴向活塞机.pdf
本发明涉及一种轴向活塞机(1),包括可旋转地安装在壳体(2)中的转子(3),并且包括围绕转子(3)布置成环形的气缸(4),并且在气缸内部布置活塞(5)以可平移移动。本发明的特征在于,设置启动器装置(7),其与所述转子(3)耦接,并且其以这样的方式设计,以在转子(3)上施加脉冲转矩,以启动轴向活塞机(1)。
用于轴向活塞机的控制板和具有控制板的轴向活塞机.pdf
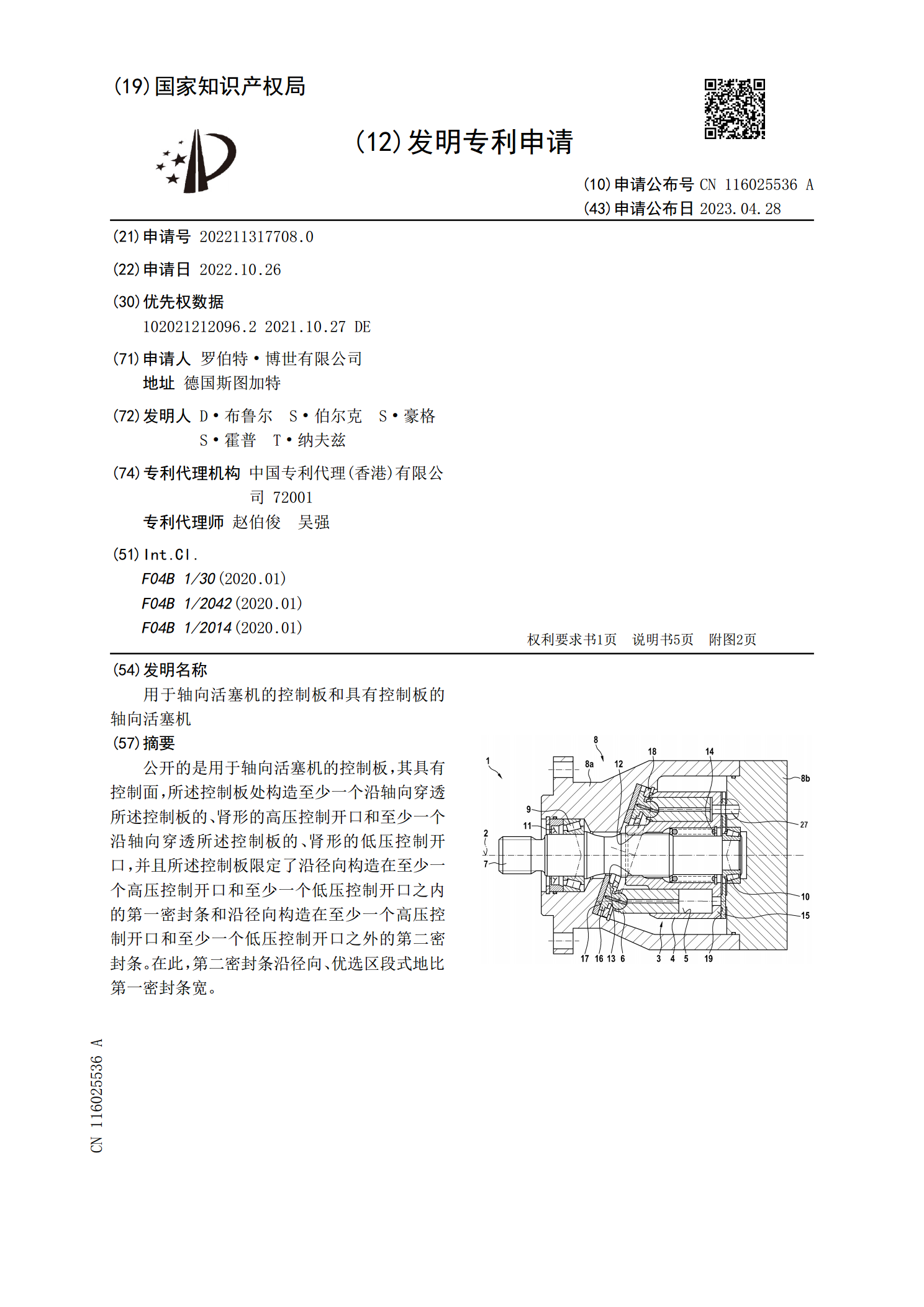
公开的是用于轴向活塞机的控制板,其具有控制面,所述控制板处构造至少一个沿轴向穿透所述控制板的、肾形的高压控制开口和至少一个沿轴向穿透所述控制板的、肾形的低压控制开口,并且所述控制板限定了沿径向构造在至少一个高压控制开口和至少一个低压控制开口之内的第一密封条和沿径向构造在至少一个高压控制开口和至少一个低压控制开口之外的第二密封条。在此,第二密封条沿径向、优选区段式地比第一密封条宽。

内燃机用活塞、该活塞的制造装置以及制造方法.pdf
一种活塞,具备:冠部2,其具有界定燃烧室的冠面2a;推力侧和反推力侧的裙部3a、3b,其与冠部一体设置,并且沿着气缸壁面滑动;一对围裙部4a、4a,其从一对裙部的圆周方向连结;凹部6,其形成在冠部的与冠面位于相反侧的背面,在两个裙部之间沿着大致长度方向形成;多个凸部7,其一体地设置在凹部的底面,沿着一对裙部的排列方向延伸;各凸部的长度方向的至少一端缘一体连结于与一端缘对置的凹部的内侧面。由此,在铸造时,能够消除在冠部背面对凸部进行成型的模具的凹部底部侧的空气残留从而得到对模具成形面的充分的复制性。