
用于气体压力容器的管元件、气体压力容器和制造管元件的方法.pdf

书生****22


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于气体压力容器的管元件、气体压力容器和制造管元件的方法.pdf
本发明涉及一种用于气囊模块的气体压力容器的管元件,所述气囊模块特别是车辆的气囊模块,所述管元件(1)由高强度钢制成,所述管元件具有第一端部(17)和第二端部(18),并且所述管元件(1)从第一端部(17)到第二端部(18)具有未变形部段(11)、过渡部段(12)和收缩部段(13),在所述收缩部段(13)上构成至少一个沿径向向外伸出的突起(14)所述。管元件(1)的特征在于,所述突起(14)通过具有小于突起(14)的外径(A2)的外径(A1)的第一长度部段(130)与过渡部段(12)分开,并且所述突起(14

用于气体压力容器的管元件和气体压力容器.pdf
本发明涉及用于机动车辆的气囊系统的气体压力容器的管元件,其中管元件(10)具有至少一个第一长度区段(100,101)和至少一个沿周向伸展的凹部(11),其特征在于,管元件(10)具有至少一个第二长度区段(102),该第二长度区段由凹部(11)形成,该凹部在该管元件(10)的圆周的至少一部分上延伸,该第二长度区段(102)位于两个第一长度区段(100,101)之间,在至少一个第一长度区段(100,101)中,该管元件(10)的外半径(A1)大于至少一个第二长度区段(102)的最小外半径(A2),该管元件(1

气体发生器管以及用于制造气体发生器管的方法.pdf
本发明涉及一种安全气囊模块的气体发生器管,包括具有马氏体基体的钢合金,其特征在于,所述气体发生器管具有至少1100MPa的抗拉强度Rm,并且所述钢合金除了铁和由熔化引起的杂质之外以质量百分比(质量%)计具有如下合金元素:碳0.05~0.18%,硅0.4~2.6%,锰0.2~1.4%,铬2.0~4.0%,钼0.05~1.0%,氮
用于压缩低温待压缩气体的元件、设备和方法.pdf
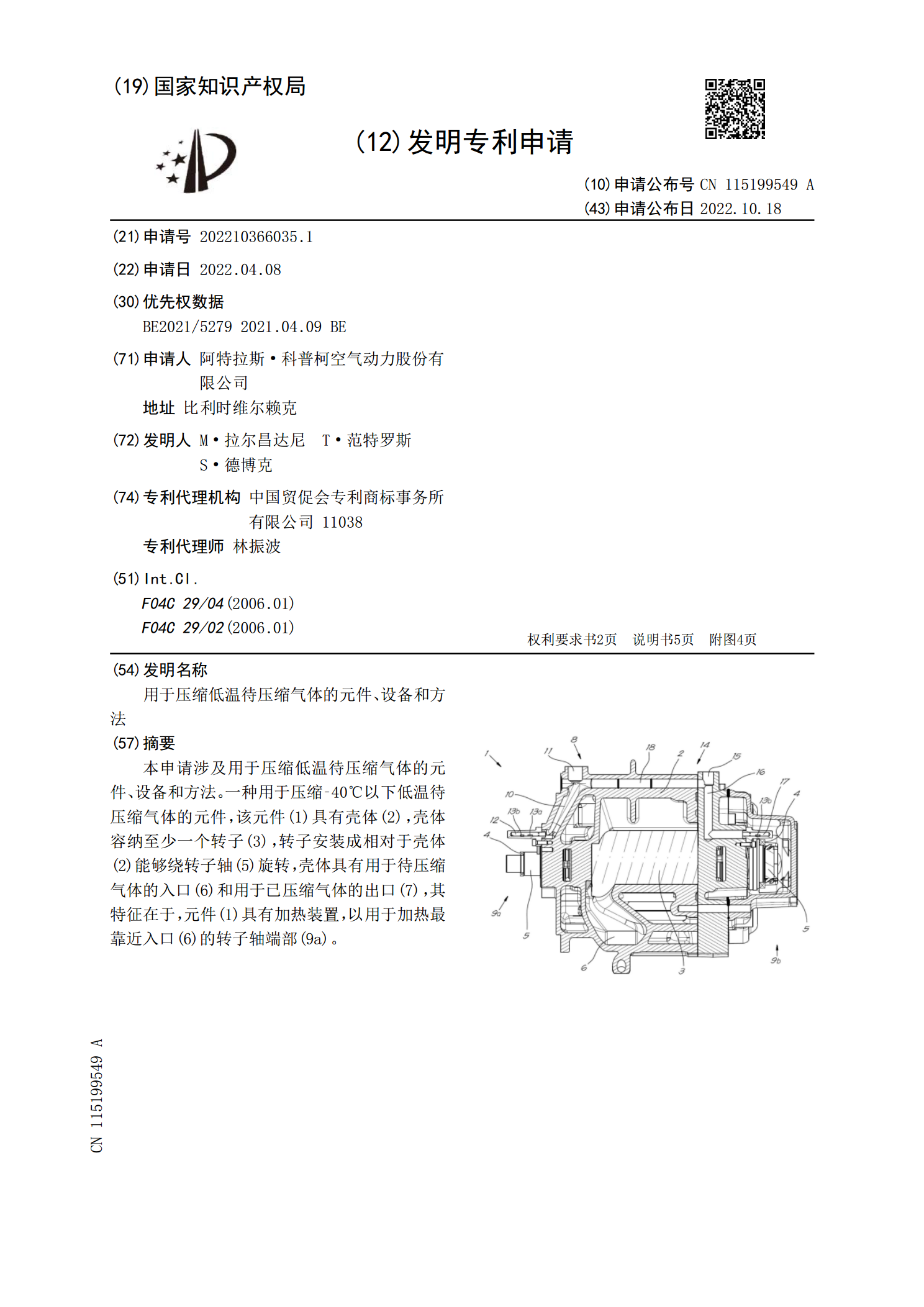
本申请涉及用于压缩低温待压缩气体的元件、设备和方法。一种用于压缩?40℃以下低温待压缩气体的元件,该元件(1)具有壳体(2),壳体容纳至少一个转子(3),转子安装成相对于壳体(2)能够绕转子轴(5)旋转,壳体具有用于待压缩气体的入口(6)和用于已压缩气体的出口(7),其特征在于,元件(1)具有加热装置,以用于加热最靠近入口(6)的转子轴端部(9a)。
用于压缩低温待压缩气体的元件、设备和方法.pdf
本申请涉及用于压缩低温待压缩气体的元件、设备和方法。一种用于压缩?40℃以下低温待压缩气体的元件,该元件(1)具有壳体(2),壳体容纳至少一个转子(3),转子安装成相对于壳体(2)能够绕转子轴(5)旋转,壳体具有用于待压缩气体的入口(6)和用于已压缩气体的出口(7),其特征在于,元件(1)具有加热装置,以用于加热最靠近入口(6)的转子轴端部(9a)。