
用于压印部件的方法.pdf

森林****来了

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于压印部件的方法.pdf
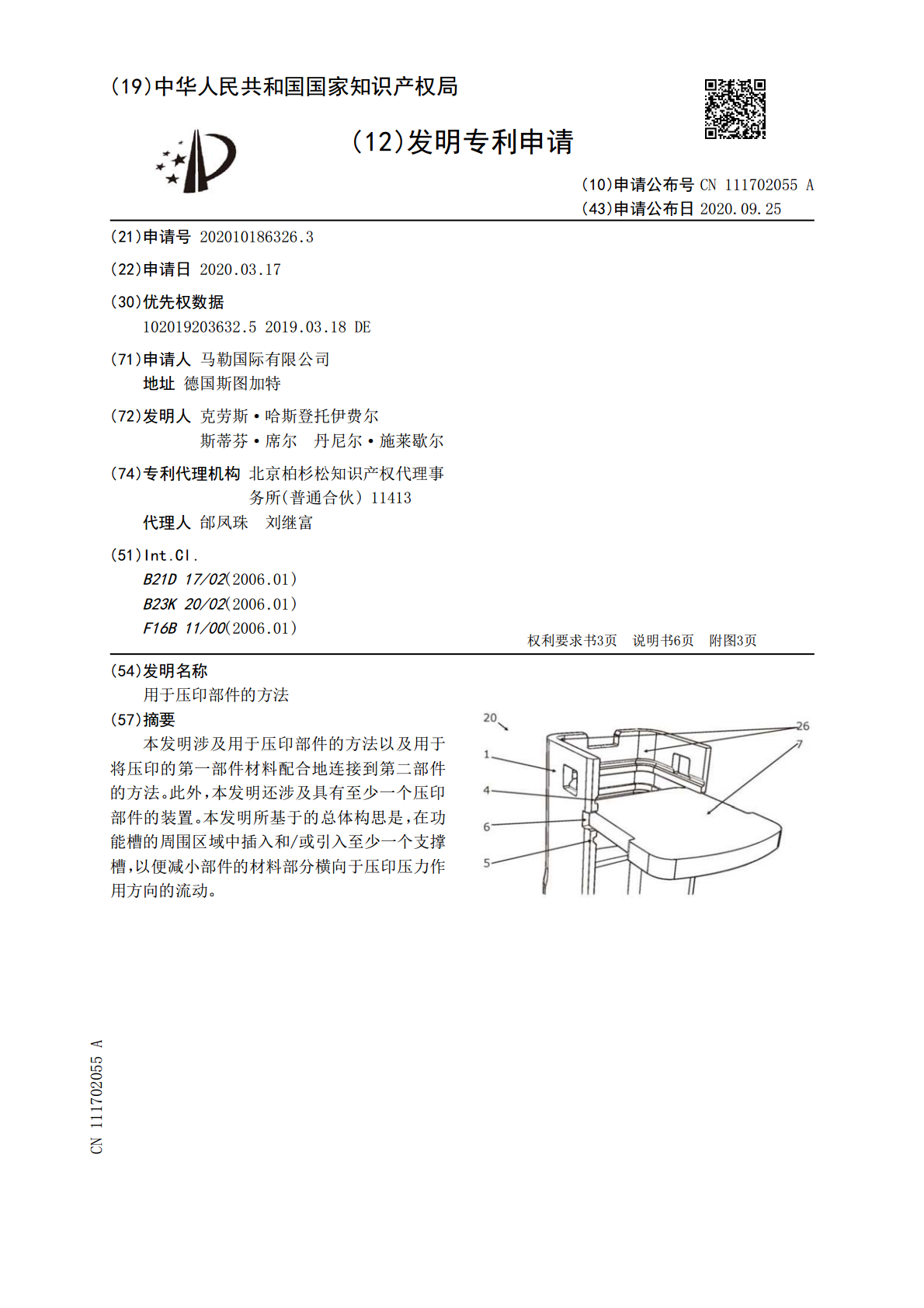
本发明涉及用于压印部件的方法以及用于将压印的第一部件材料配合地连接到第二部件的方法。此外,本发明还涉及具有至少一个压印部件的装置。本发明所基于的总体构思是,在功能槽的周围区域中插入和/或引入至少一个支撑槽,以便减小部件的材料部分横向于压印压力作用方向的流动。

用于热压印的热轧涂覆钢板、热压印涂覆钢部件以及用于制造其的方法.pdf
一种用于制造厚度在1.8mm至5mm之间的热轧涂覆钢板的方法,该方法包括:提供具有包含以下成分的组成的半成品:0.04%≤C≤0.38%、0.40%≤Mn≤3%、0.005%≤Si≤0.70%、0.005%≤Al≤0.1%、0.001%≤Cr≤2%、0.001%≤Ni≤2%、0.001%≤Ti≤0.2%、Nb≤0.1%、B≤0.010%、0.0005%≤N≤0.010%、0.0001%≤S≤0.05%、0.0001%≤P≤0.1%、Mo≤0.65%、W≤0.30%、Ca≤0.006%;以最终轧制温度FRT
具有凹凸压印部的浸渍部件的制造方法.pdf
本发明涉及一种具有凹凸压印部的浸渍部件的制造方法,更具体地,涉及如下的具有凹凸压印部的浸渍部件的制造方法,在该方法中,将浸渍部件发泡溶液注入到包括具有不平坦部分的上模具和下模具的发泡模具中,使得当发泡浸渍部件发泡溶液时浸渍部件发泡溶液膨胀,从而利用上模具的不平坦部在浸渍部件的表面上形成凹凸压印部,由此具有低次品率,并且,在具有凹凸压印部的浸渍部件浸渍有化妆品并且被使用时,由于在保持凹凸压印部中原有的开放蜂窝结构的同时形成了更大的释放表面面积,所以易于根据使用者施加的压力调节被释放内含物的量。

用于生产部件的方法以及部件.pdf
本发明涉及一种用于生产部件(B)的方法,所述部件(B)至少包括一个结构部件(2)和一个有机金属片(4),其中:在第一步骤(S1)中,织造织物管(3)布置于模具(1.1)的轮廓内,然后将模具(1.1)闭合;在第二步骤(S2)中,将塑料、尤其是熔体(5)注入到布置于闭合模具(1.1)中的织造织物管(3)内;以及在第三步骤(S3)中,将流体(6)和/或支撑元件(S)引入到织造织物管(3)内,从而在织造织物管(3)内形成空腔(H);有机金属片(4)被成形并用塑料背面模制,以及成形并背面模制的有机金属片(4)粘接到

用于生产部件的方法和用于由多个部件组装产品的方法.pdf
本发明提出了一种用于生产部件的方法,其中,所述部件用于组装形成产品,所述方法包括模拟步骤,在所述模拟步骤中,基于输入的生产参数,借助模拟模型来模拟生产所述部件,并基于模拟生产的部件模拟组装所述产品,其中,用于生产部件的生产参数的确定除了模拟生产的结果之外还要考虑模拟组装的结果。本发明还提出一种用于由多个部件组装产品的方法,其中,所述方法包括排查步骤,所述排查步骤在由所述多个部件基于初始设定的组装参数初始组装的产品不合格的情况下执行,以排查所述多个部件本身的生产是否合格。本发明的优点在于将对部件生产的优化和