
用于制造热交换器组件的制造方法和热交换器组件.pdf

盼易****君a


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于制造热交换器组件的制造方法和热交换器组件.pdf
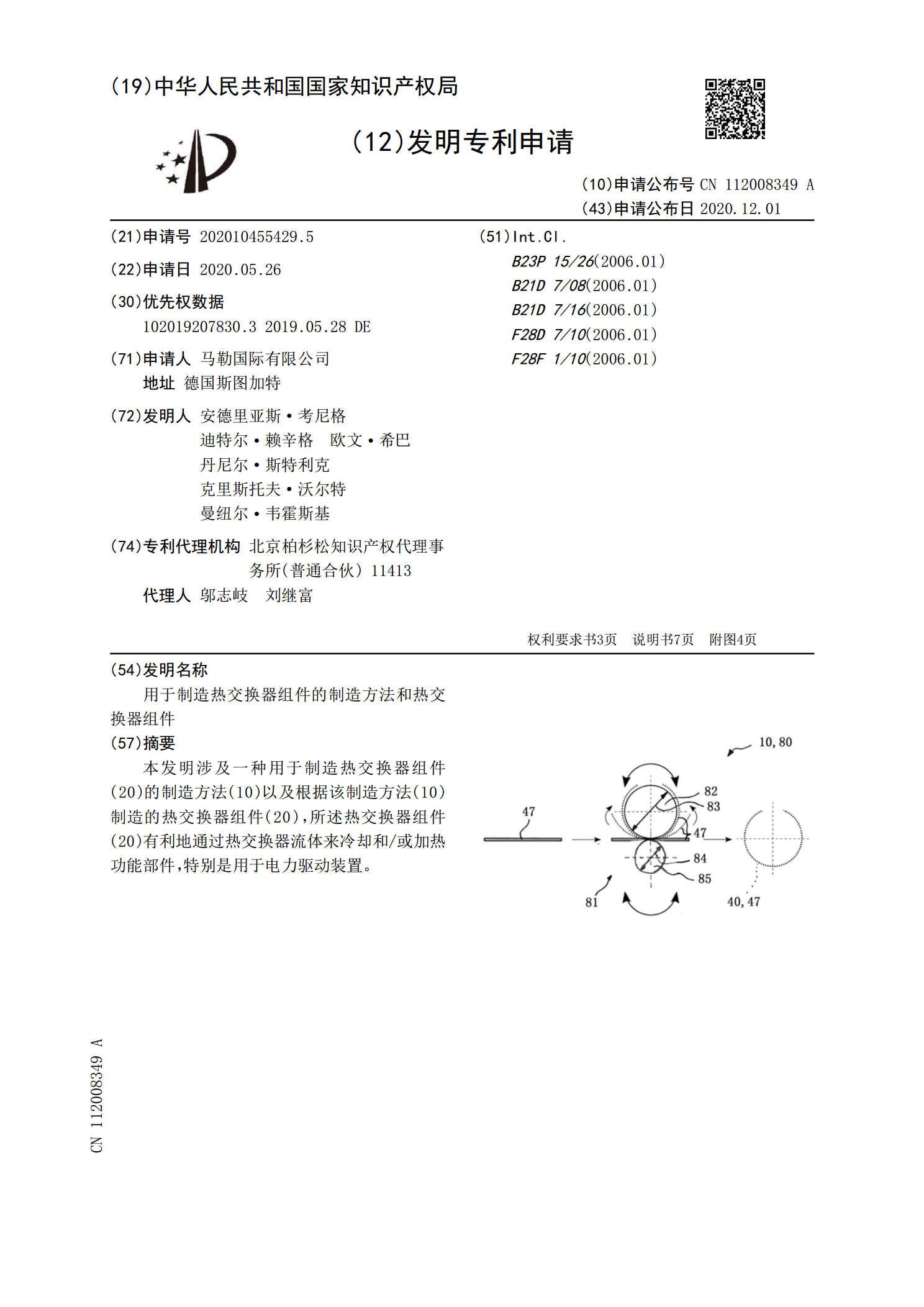
本发明涉及一种用于制造热交换器组件(20)的制造方法(10)以及根据该制造方法(10)制造的热交换器组件(20),所述热交换器组件(20)有利地通过热交换器流体来冷却和/或加热功能部件,特别是用于电力驱动装置。
热交换器的主板、集管组件及其制造方法、热交换器.pdf
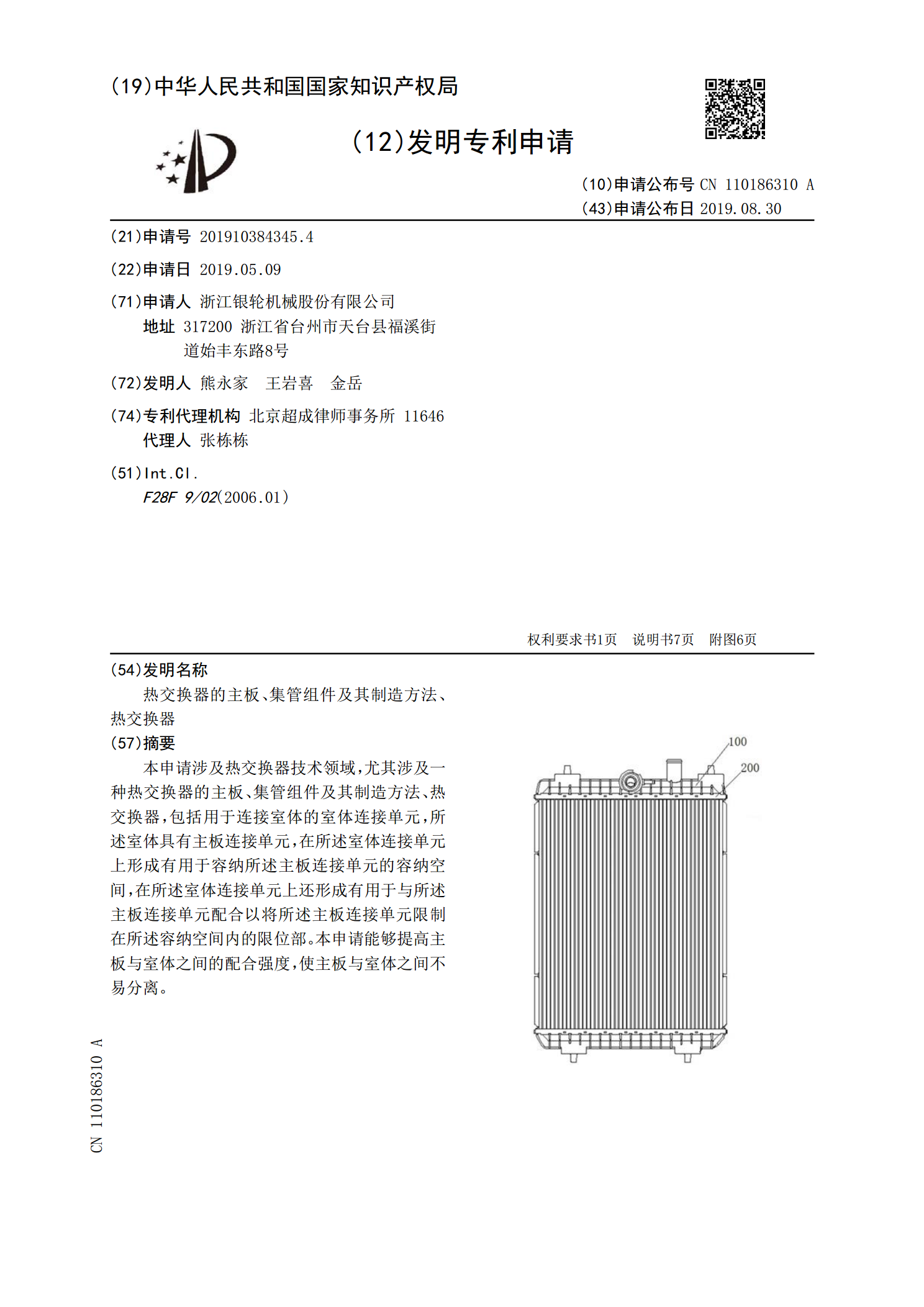
本申请涉及热交换器技术领域,尤其涉及一种热交换器的主板、集管组件及其制造方法、热交换器,包括用于连接室体的室体连接单元,所述室体具有主板连接单元,在所述室体连接单元上形成有用于容纳所述主板连接单元的容纳空间,在所述室体连接单元上还形成有用于与所述主板连接单元配合以将所述主板连接单元限制在所述容纳空间内的限位部。本申请能够提高主板与室体之间的配合强度,使主板与室体之间不易分离。
熔焊组件和用于制造熔焊组件的方法.pdf
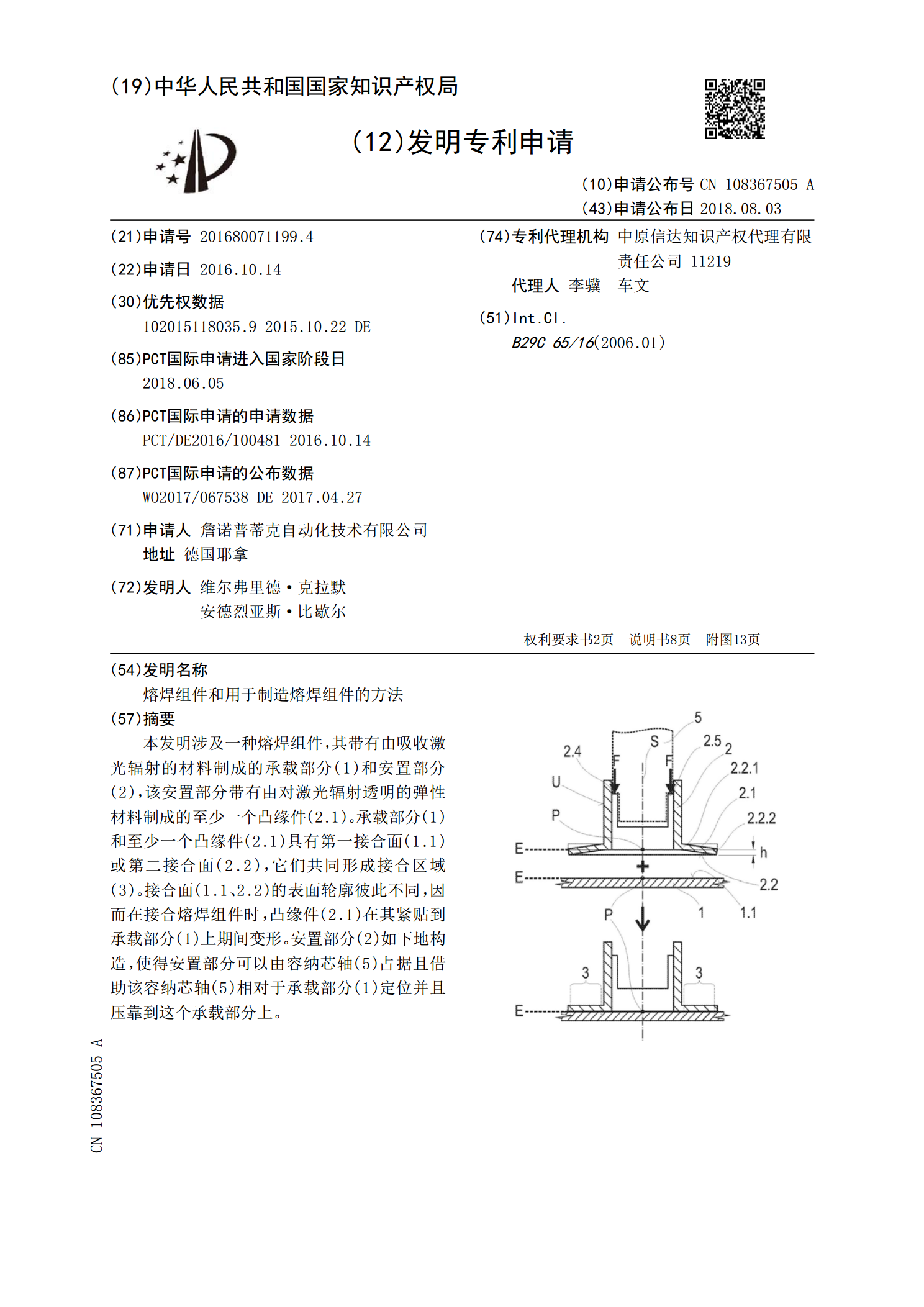
本发明涉及一种熔焊组件,其带有由吸收激光辐射的材料制成的承载部分(1)和安置部分(2),该安置部分带有由对激光辐射透明的弹性材料制成的至少一个凸缘件(2.1)。承载部分(1)和至少一个凸缘件(2.1)具有第一接合面(1.1)或第二接合面(2.2),它们共同形成接合区域(3)。接合面(1.1、2.2)的表面轮廓彼此不同,因而在接合熔焊组件时,凸缘件(2.1)在其紧贴到承载部分(1)上期间变形。安置部分(2)如下地构造,使得安置部分可以由容纳芯轴(5)占据且借助该容纳芯轴(5)相对于承载部分(1)定位并且压靠

用于制造生胎的方法和组件.pdf
利用成型鼓(1)和传递装置(3)制造生胎的方法和组件。该方法包括在成型鼓(1)上设置和形成用于生胎的第一轮胎部件组件的步骤,绕成型鼓放置传递装置(3)的步骤,通过传递装置(3)从成型鼓(1)移除用于生胎的第一轮胎部件组件的移除步骤。在移除步骤之后,用于生胎的第二轮胎部件布置在成型鼓(1)上,其后是绕成型鼓(1)放置传递装置(3)的步骤,和将第一轮胎部件组件放置在第二轮胎部件上的步骤。
用于给轨道车辆供电的组件和用于制造该组件的方法.pdf
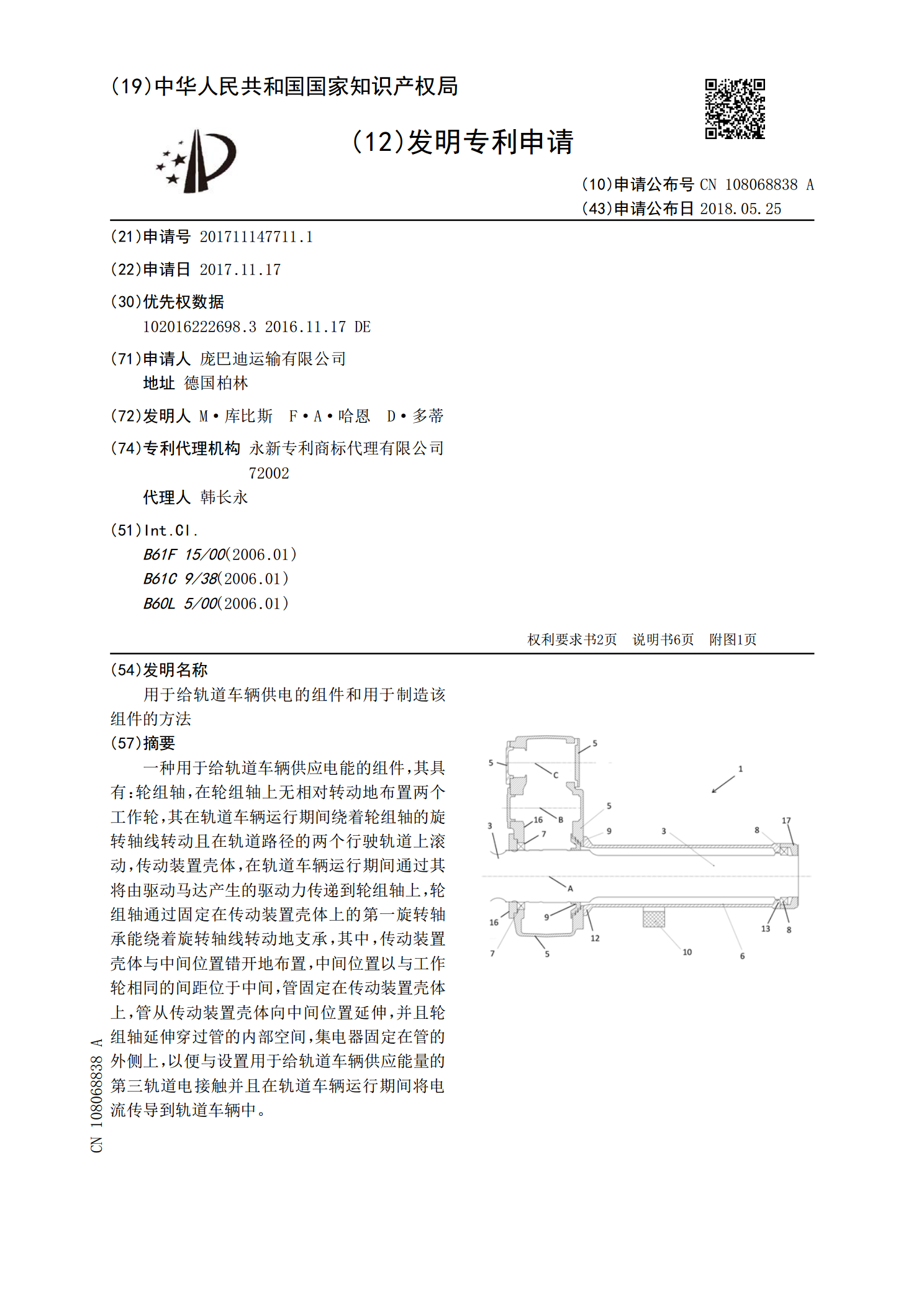
一种用于给轨道车辆供应电能的组件,其具有:轮组轴,在轮组轴上无相对转动地布置两个工作轮,其在轨道车辆运行期间绕着轮组轴的旋转轴线转动且在轨道路径的两个行驶轨道上滚动,传动装置壳体,在轨道车辆运行期间通过其将由驱动马达产生的驱动力传递到轮组轴上,轮组轴通过固定在传动装置壳体上的第一旋转轴承能绕着旋转轴线转动地支承,其中,传动装置壳体与中间位置错开地布置,中间位置以与工作轮相同的间距位于中间,管固定在传动装置壳体上,管从传动装置壳体向中间位置延伸,并且轮组轴延伸穿过管的内部空间,集电器固定在管的外侧上,以便与