
一种生产线在线视觉检测设备.pdf

Ma****57


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种生产线在线视觉检测设备.pdf
本发明公开了一种生产线在线视觉检测设备,包括机壳、上检测模块、下检测模块、处理器和打标气缸模组,机壳设有用于插入灯珠检测板的开口,灯珠的灯珠槽内放置待检测的灯珠且灯珠槽内设有与灯珠电极连接供电的电极片,机壳的内部位于开口的上下方设有上检测模块和下检测模块,上检测模块包括上固定板、第一X轴伺服模组、第一Y轴伺服模组和检测暗盒,检测暗盒的内部安装有第一机械视觉监控探头和光照度传感器,下检测模块包括下固定板、第二X轴伺服模组、第二Y轴伺服模组和第二机械视觉监控探头,机壳的一侧位于开口的下方安装有打标气缸模组。本

一种用于面膜生产线的在线视觉检测系统.pdf
本发明公开了一种用于面膜生产线的在线视觉检测系统,包括图像采集单元、图像处理单元、PLC控制器;所述图像采集单元包括光源、镜头、相机、图像采集卡;所述光源包括LED灯光源、荧光灯光源、激光线光源,所述相机分别与所述LED灯光源、所述荧光灯光源及激光线光源相配合采集相应图像;通过相机与LED灯光源相配合采集面膜的轮廓及表面进行采集,经过图像处理单元与标准面膜进行比对后判断面膜的轮廓及表面是否存在缺陷;通过相机与荧光灯光源配合采集面膜,经过图像处理单元与标准面膜进行比对后判断面膜是否含有荧光剂;通过相机与激光
一种产品在线视觉检测装置.pdf
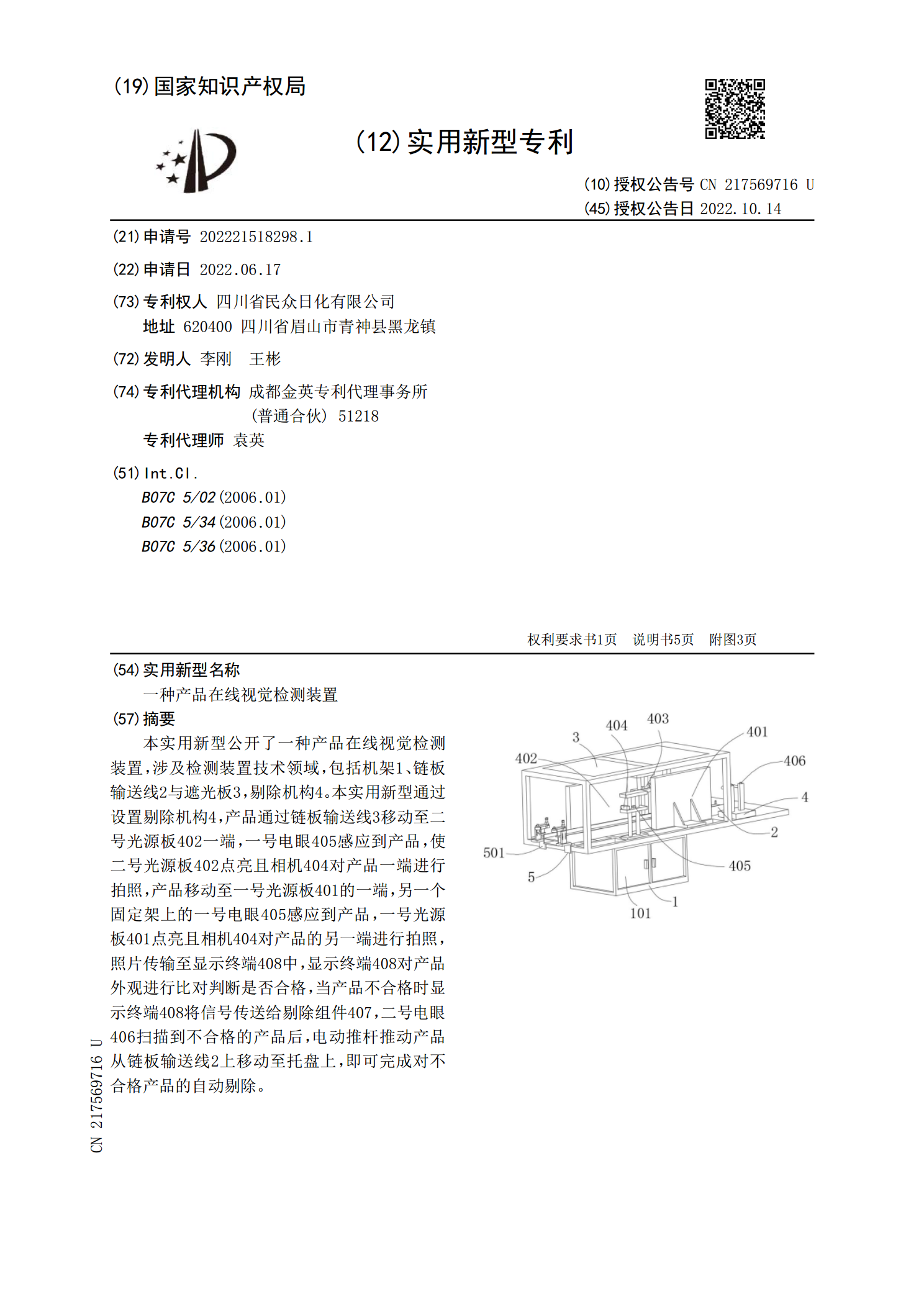
本实用新型公开了一种产品在线视觉检测装置,涉及检测装置技术领域,包括机架1、链板输送线2与遮光板3,剔除机构4。本实用新型通过设置剔除机构4,产品通过链板输送线3移动至二号光源板402一端,一号电眼405感应到产品,使二号光源板402点亮且相机404对产品一端进行拍照,产品移动至一号光源板401的一端,另一个固定架上的一号电眼405感应到产品,一号光源板401点亮且相机404对产品的另一端进行拍照,照片传输至显示终端408中,显示终端408对产品外观进行比对判断是否合格,当产品不合格时显示终端408将信号

一种在线视觉识别检测装置.pdf
本发明公开了一种在线视觉识别检测装置,包括检测机构,检测机构的底端固定设有连接线,连接线远离检测机构的一端固定连接有信号盒,信号盒电性连接有外接显示屏,信号盒的底端设置有移动台,移动台的底端滑动连接有固定台,固定台的一边侧固定设有横向调节电机,检测机构的底部设置有检测架,检测架的内侧底部设置有传送带,传送带的一侧设置有驱动电机,检测架的一侧设置有支撑杆,检测架和固定台的底端固定连接有若干个均匀分布的橡胶垫脚。该种在线视觉识别检测装置,结构简单合理,设计新颖,在对产品进行在线视觉识别检测方面,具有较高的精测

一种火腿肠外观在线视觉检测设备的换向装置.pdf
本发明涉及食品检测设备,具体地说是一种火腿肠外观在线视觉检测设备的换向装置,包括换向转轮、挡板、支架及伺服电机,其中换向转轮可旋转地安装在支架之间、并通过安装在支架上的伺服电机驱动,在换向转轮的圆周表面均布有多个拨片,相邻拨片之间留有容置火腿肠的空间;所述支架位于火腿肠进入的一侧开有入肠口,在支架之间、换向转轮的一侧设有挡板,该挡板的底端与所述入肠口相对应。本发明通过挡板上的圆锥板与换向转轮之间的间距逐渐减小,可以使火腿肠减速;进入换向装置的火腿肠由换向转轮带动,由沿火腿肠轴向运动改变为垂直火腿肠轴线运动