
非标齿形链加工方法及非标齿形链.pdf

英瑞****写意

1/9

2/9
3/9
4/9

5/9

6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

非标齿形链加工方法及非标齿形链.pdf
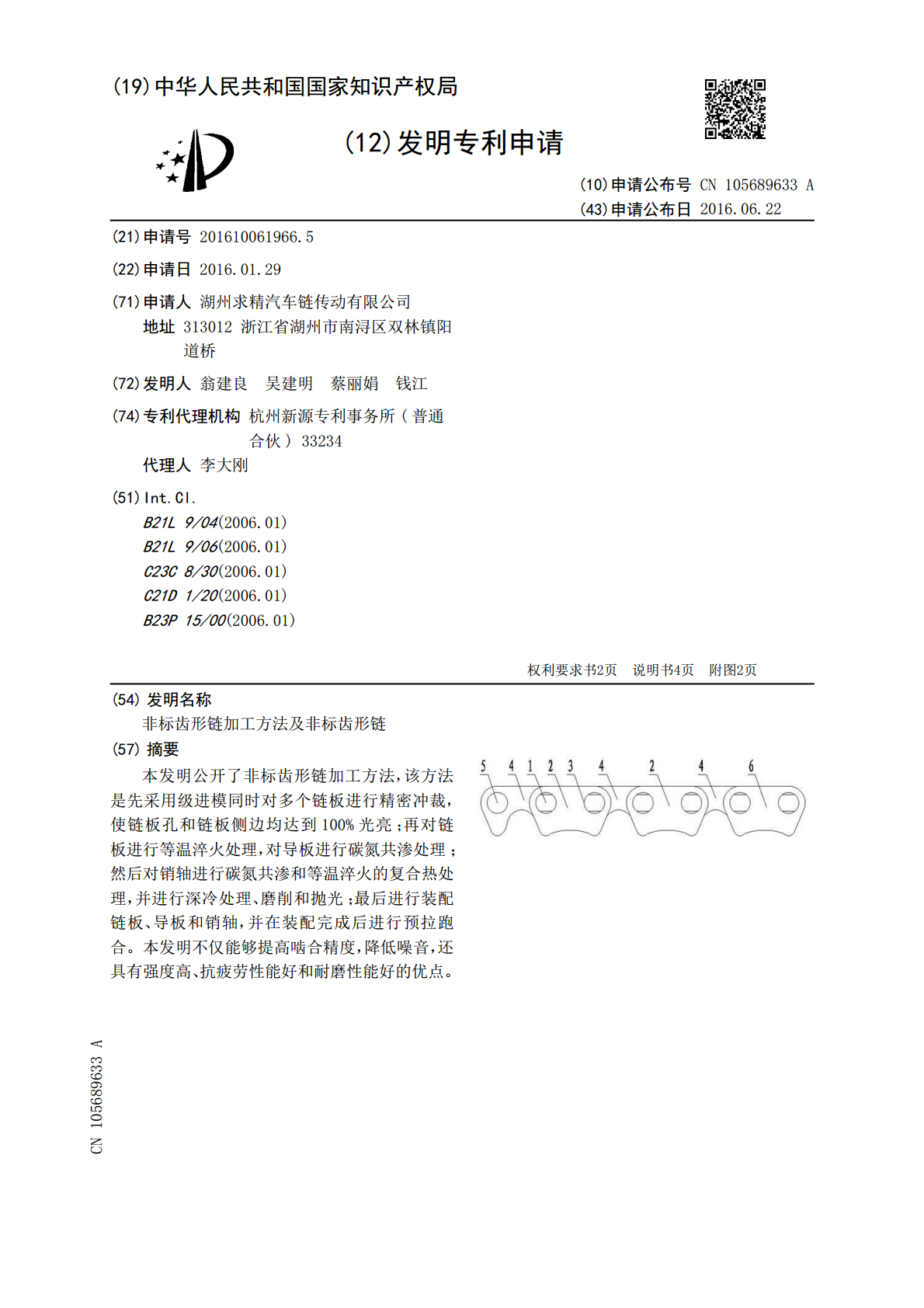
本发明公开了非标齿形链加工方法,该方法是先采用级进模同时对多个链板进行精密冲裁,使链板孔和链板侧边均达到100%光亮;再对链板进行等温淬火处理,对导板进行碳氮共渗处理;然后对销轴进行碳氮共渗和等温淬火的复合热处理,并进行深冷处理、磨削和抛光;最后进行装配链板、导板和销轴,并在装配完成后进行预拉跑合。本发明不仅能够提高啮合精度,降低噪音,还具有强度高、抗疲劳性能好和耐磨性能好的优点。
齿形链知识简介概要.pptx

一种大型非标准链轮齿形部位加工工艺.pdf
一种大型非标准链轮齿形部位加工工艺,属于机械制造领域,具体为一种高产量的加工大型非标准链轮齿形部位的工艺,具体步骤包括先在仿形切割机进行粗加工,然后将粗加工好的链轮放置在VMC-745立式加工中心工作台上进行精加工。本发明缩短了大型非标准链轮齿形部位的加工耗时,提高了产量,节省了人力。
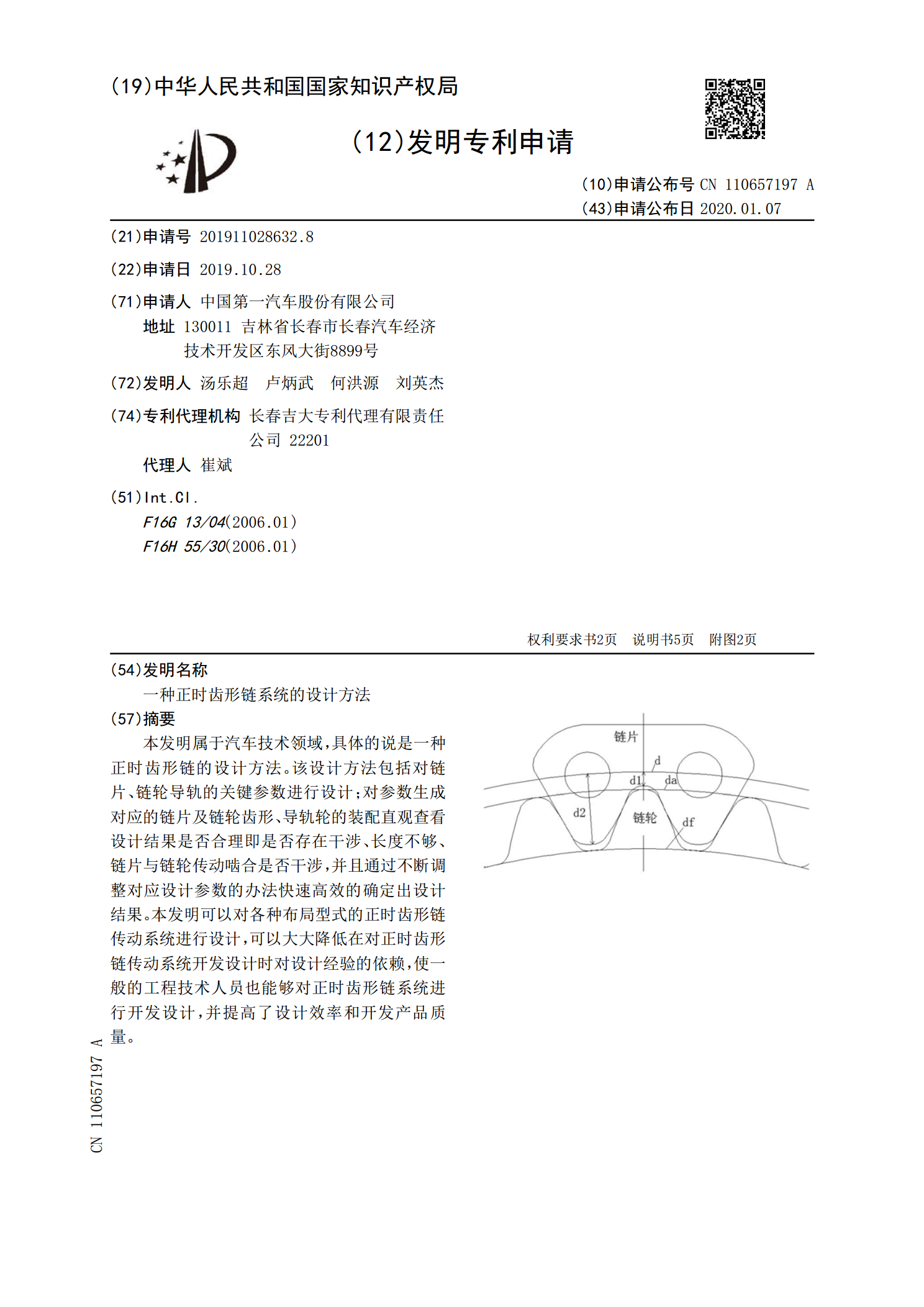
一种正时齿形链系统的设计方法.pdf
本发明属于汽车技术领域,具体的说是一种正时齿形链的设计方法。该设计方法包括对链片、链轮导轨的关键参数进行设计;对参数生成对应的链片及链轮齿形、导轨轮的装配直观查看设计结果是否合理即是否存在干涉、长度不够、链片与链轮传动啮合是否干涉,并且通过不断调整对应设计参数的办法快速高效的确定出设计结果。本发明可以对各种布局型式的正时齿形链传动系统进行设计,可以大大降低在对正时齿形链传动系统开发设计时对设计经验的依赖,使一般的工程技术人员也能够对正时齿形链系统进行开发设计,并提高了设计效率和开发产品质量。
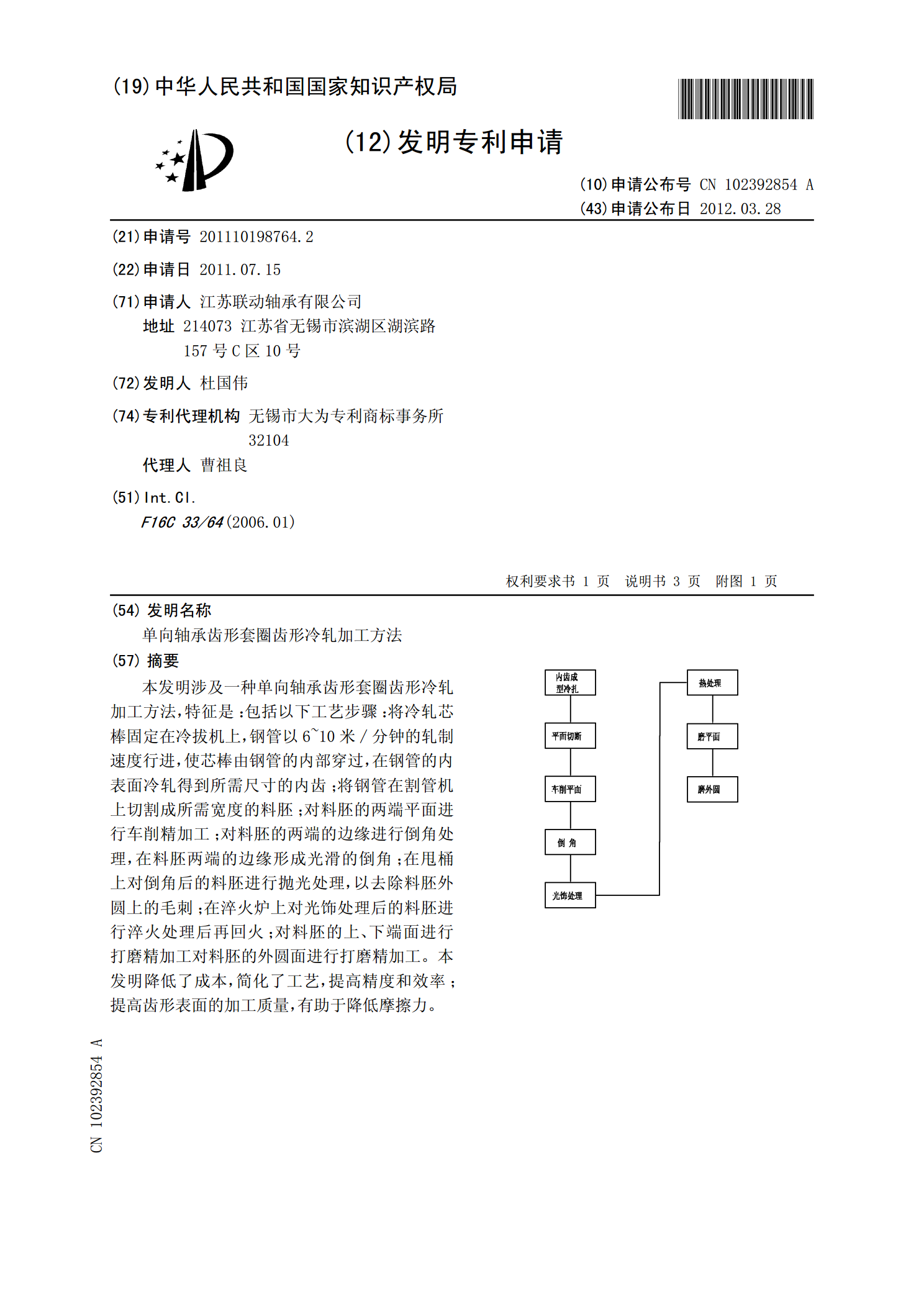
单向轴承齿形套圈齿形冷轧加工方法.pdf
本发明涉及一种单向轴承齿形套圈齿形冷轧加工方法,特征是:包括以下工艺步骤:将冷轧芯棒固定在冷拔机上,钢管以6~10米/分钟的轧制速度行进,使芯棒由钢管的内部穿过,在钢管的内表面冷轧得到所需尺寸的内齿;将钢管在割管机上切割成所需宽度的料胚;对料胚的两端平面进行车削精加工;对料胚的两端的边缘进行倒角处理,在料胚两端的边缘形成光滑的倒角;在甩桶上对倒角后的料胚进行抛光处理,以去除料胚外圆上的毛刺;在淬火炉上对光饰处理后的料胚进行淬火处理后再回火;对料胚的上、下端面进行打磨精加工对料胚的外圆面进行打磨精加工。本发