
卷筒材制造方法以及卷筒材.pdf

论文****酱吖


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

卷筒材制造方法以及卷筒材.pdf
本发明提供在通过双侧按压赋予压花的情况下也稳定地进行卷筒材的搬运从而制造良好品质的卷筒材的卷筒材制造方法以及卷筒材。卷筒材制造方法以及卷筒材包括如下工序:从膜厚为45μm以下的卷筒材的表面侧以及背面侧利用具有多个凸部的第一辊(31)以及第二辊(32)进行夹持,对卷筒材的宽度方向两端部赋予压花,利用第一辊(31)与第二辊(32)进行夹持时的、第一辊(31)的凸部与第二辊(32)的凸部的啮合角度为1°以上且89°以下。

卷筒状片材.pdf
本发明提供一种卷筒状片材(60),其含有粒子及树脂成分,粒子的配合比例超过30体积%。另外,卷筒状片材(60)利用变形搬送工序及间隙通过工序制造,所述变形搬送工序是使用具备一对齿轮(32)的齿轮结构体(4),使含有粒子和树脂成分的组合物一边沿齿轮(32)的旋转轴线方向变形一边搬送,所述间隙通过工序是在变形搬送工序之后,一边利用移动辊(51)支承并搬送片材(7),一边使之通过移动辊(51)与突出部(63)之间的间隙。
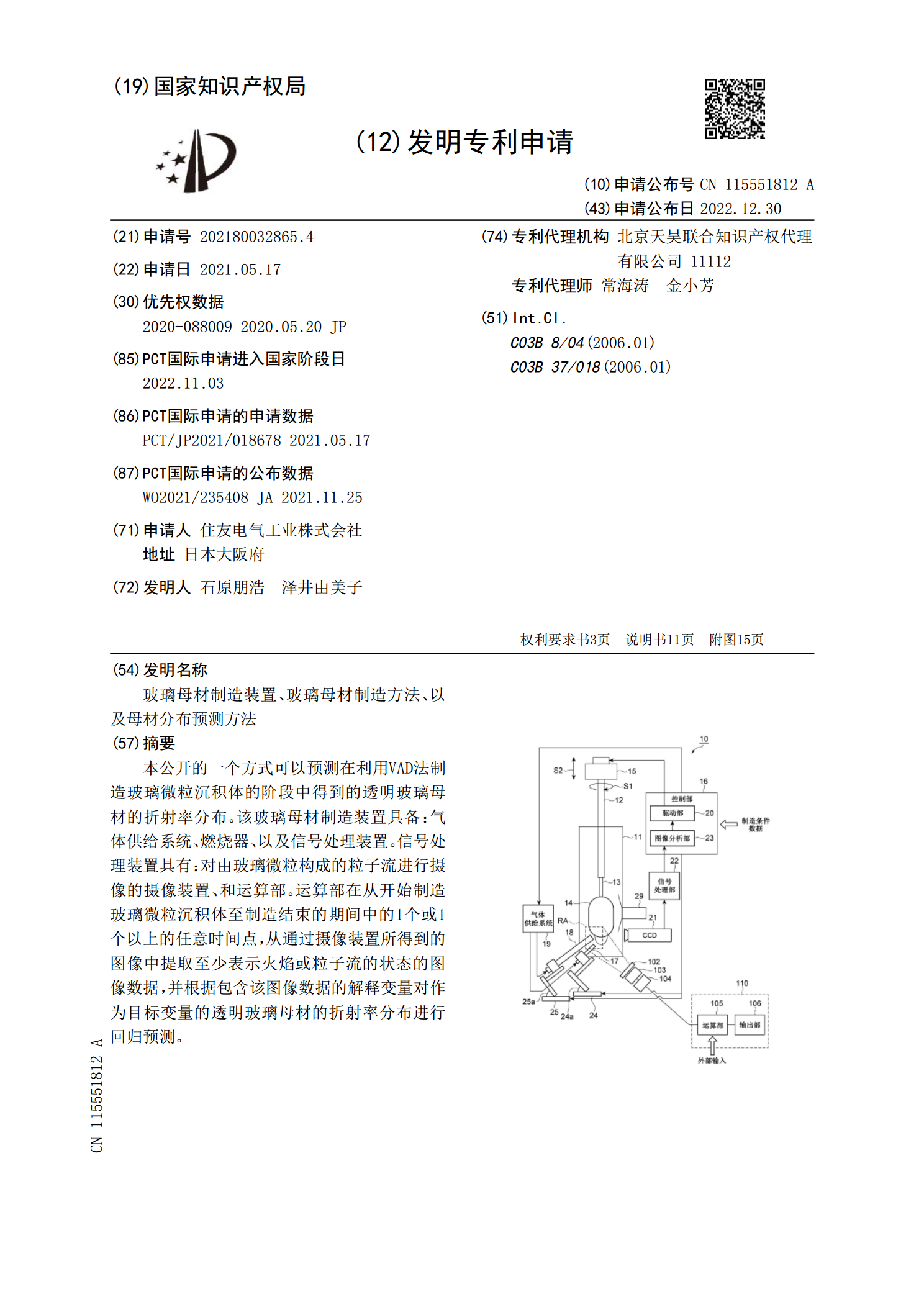
玻璃母材制造装置、玻璃母材制造方法、以及母材分布预测方法.pdf
本公开的一个方式可以预测在利用VAD法制造玻璃微粒沉积体的阶段中得到的透明玻璃母材的折射率分布。该玻璃母材制造装置具备:气体供给系统、燃烧器、以及信号处理装置。信号处理装置具有:对由玻璃微粒构成的粒子流进行摄像的摄像装置、和运算部。运算部在从开始制造玻璃微粒沉积体至制造结束的期间中的1个或1个以上的任意时间点,从通过摄像装置所得到的图像中提取至少表示火焰或粒子流的状态的图像数据,并根据包含该图像数据的解释变量对作为目标变量的透明玻璃母材的折射率分布进行回归预测。
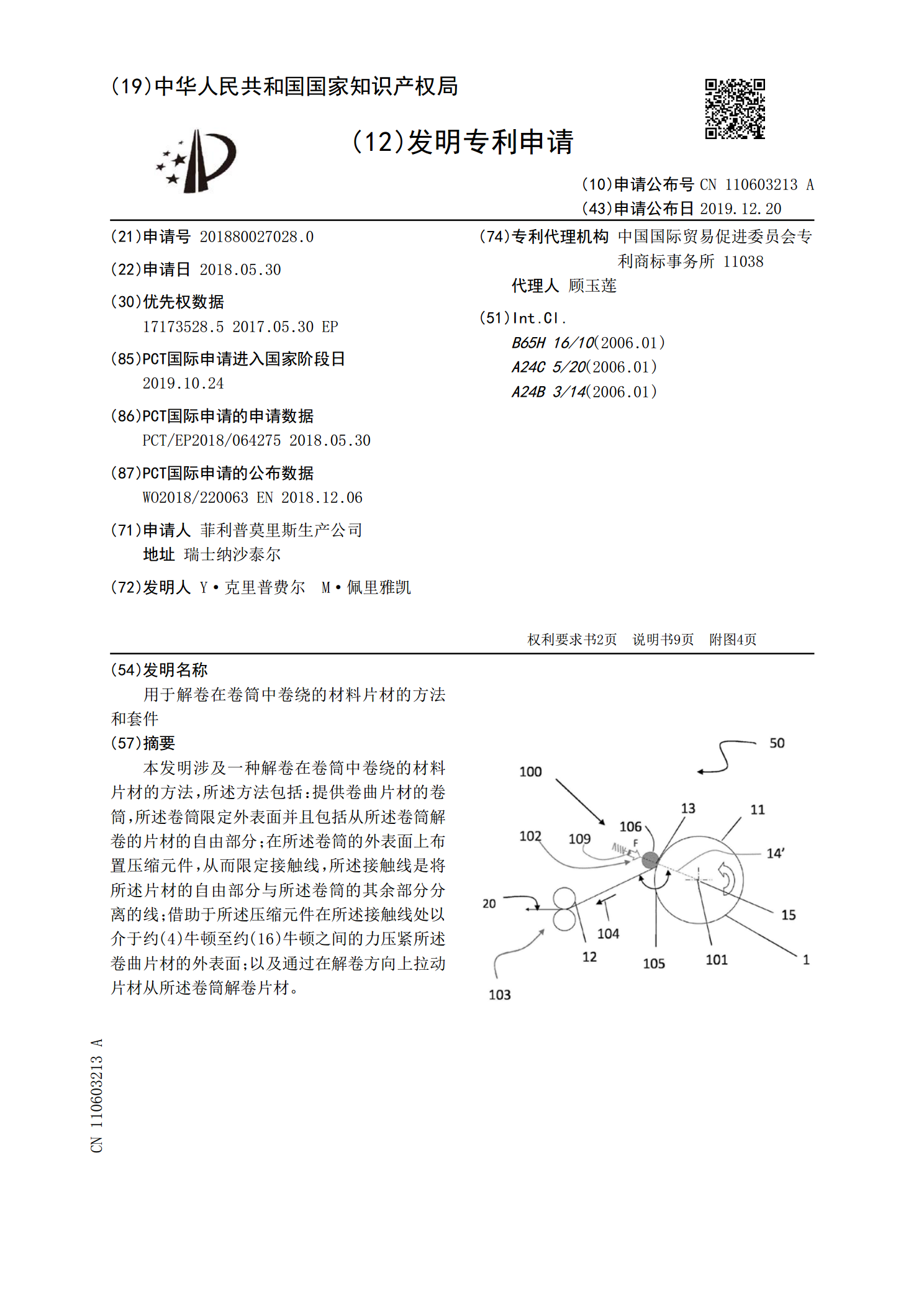
用于解卷在卷筒中卷绕的材料片材的方法和套件.pdf
本发明涉及一种解卷在卷筒中卷绕的材料片材的方法,所述方法包括:提供卷曲片材的卷筒,所述卷筒限定外表面并且包括从所述卷筒解卷的片材的自由部分;在所述卷筒的外表面上布置压缩元件,从而限定接触线,所述接触线是将所述片材的自由部分与所述卷筒的其余部分分离的线;借助于所述压缩元件在所述接触线处以介于约(4)牛顿至约(16)牛顿之间的力压紧所述卷曲片材的外表面;以及通过在解卷方向上拉动片材从所述卷筒解卷片材。
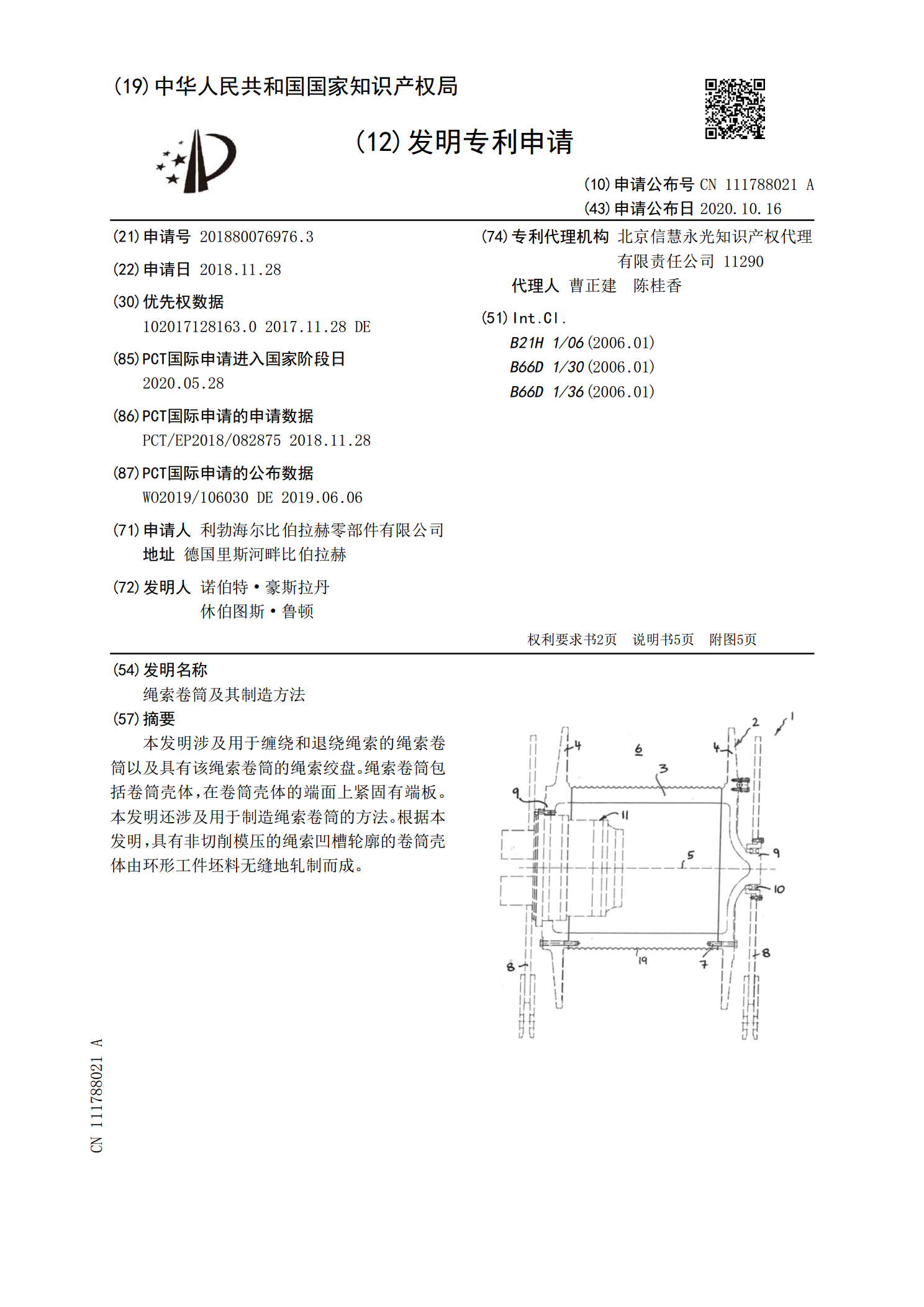
绳索卷筒及其制造方法.pdf
本发明涉及用于缠绕和退绕绳索的绳索卷筒以及具有该绳索卷筒的绳索绞盘。绳索卷筒包括卷筒壳体,在卷筒壳体的端面上紧固有端板。本发明还涉及用于制造绳索卷筒的方法。根据本发明,具有非切削模压的绳索凹槽轮廓的卷筒壳体由环形工件坯料无缝地轧制而成。