
一种行星滚柱丝杠用滚柱及其制造方法.pdf

羽沫****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种行星滚柱丝杠用滚柱及其制造方法.pdf
本申请涉及一种行星滚柱丝杠用滚柱,包括:滚柱主体,滚柱主体的两端具有用于确定轴线的头部、尾部,头部和尾部同轴,且头部和尾部的中心均具有半球形凹槽;滚柱主体上沿轴向设置有若干的大径啮合区和小径啮合区,大径啮合区直径比小径啮合区大1‑3mm;滚柱主体由低碳钢制成,且滚柱主体具有碳化表面层或碳氮化表面层,表面层的渗碳或碳氮的深度为0.10‑0.60mm,表面层具有马氏体相基质;滚柱主体的周向通过冷挤压成型有螺纹。本发明的半球形凹槽能够在滚柱主体加工初期提供良好的定位效果,增加加工精度。大径啮合区和小径啮合区、的

一种行星滚柱丝杠副的滚柱.pdf
一种行星滚柱丝杠副的滚柱,包括两端齿轮段结构与中间螺纹段结构,两端齿轮段结构为齿形结构,对于标准型行星滚柱丝杠,滚柱的两端齿轮段结构的齿顶圆半径r
一种改善滚柱受力的行星滚柱丝杠副的滚柱.pdf
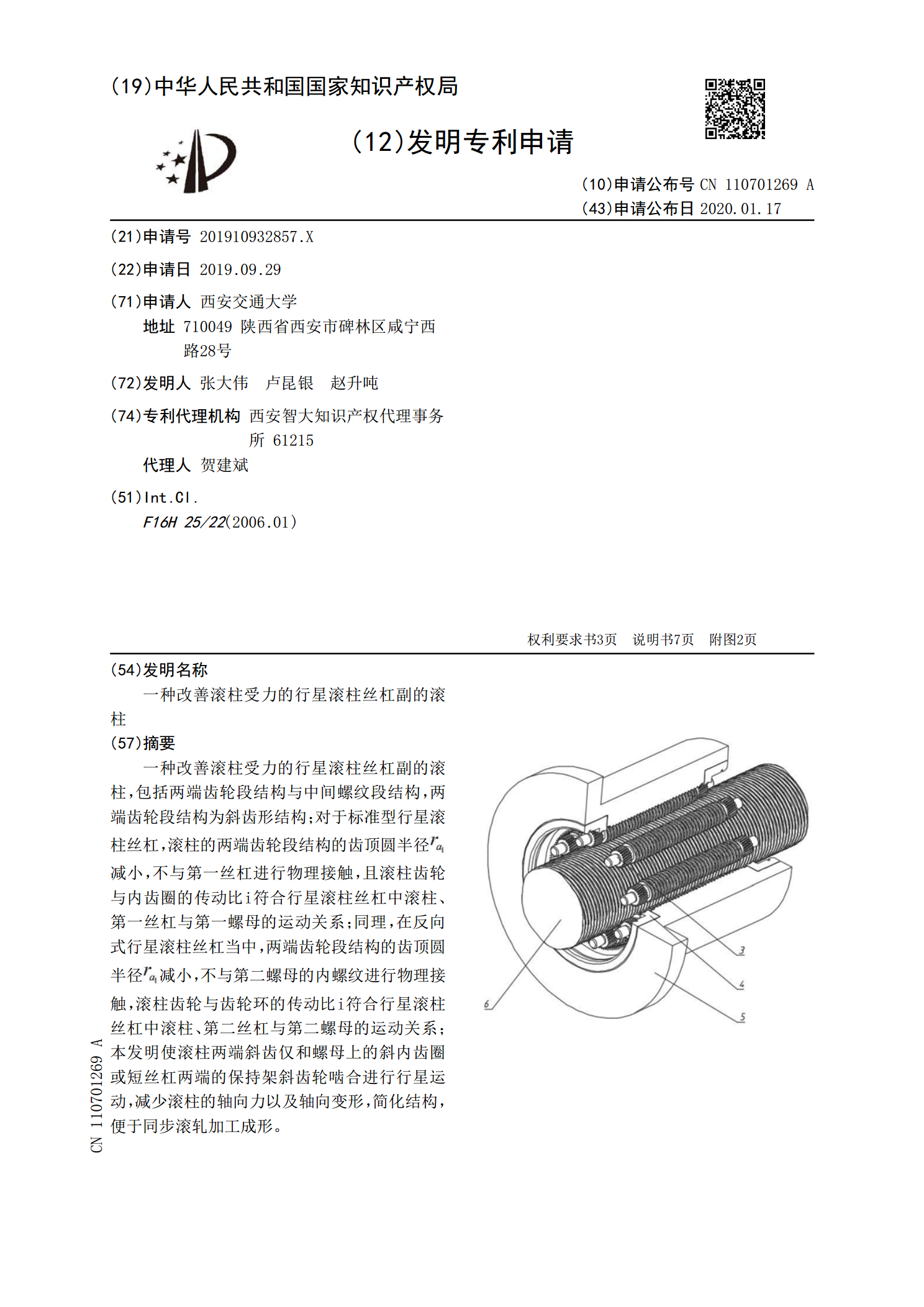
一种改善滚柱受力的行星滚柱丝杠副的滚柱,包括两端齿轮段结构与中间螺纹段结构,两端齿轮段结构为斜齿形结构;对于标准型行星滚柱丝杠,滚柱的两端齿轮段结构的齿顶圆半径

一种行星滚柱丝杠副的滚柱锥度磨削方法.pdf
本发明公开了一种行星滚柱丝杠副的滚柱锥度磨削方法,包括以下步骤:步骤1、确定待加工的行星滚柱丝杠副的基本参数以及承载大小;步骤2、根据所述步骤1中确定的行星滚柱丝杠副的基本参数以及承载大小建立行星滚柱丝杠副的变形和力平衡方程组;步骤3、根据所述步骤2所建立的变形和力平衡方程组迭代计算滚柱磨削加工的最佳磨削锥角;步骤4、确定滚柱磨削加工的工艺参数;步骤5、通过机床按步骤4确定的工艺参数对行星滚柱丝杠副的滚柱锥度进行磨削加工。本发明所提出的行星滚柱丝杠副的滚柱锥度磨削方法能够在现有机床的加工能力下,有效提升行

行星滚柱丝杠.pdf
本发明公开了一种行星滚柱丝杠,其包括:中间丝杆;多个滚柱体,多个所述滚柱体均绕设在所述中间丝杆的外圆周上,且多个所述滚柱体均与所述中间丝杆相啮合;左齿圈,所述左齿圈套设于多个所述滚柱体,所述左齿圈上开设有第一缝隙;右齿圈,所述右齿圈套设于多个所述滚柱体,且所述左齿圈与所述右齿圈之间具有间隙,所述右齿圈上开设有第二缝隙;抱紧构件,所述抱紧构件抵靠于所述左齿圈和所述右齿圈的外表面上并对所述左齿圈和所述右齿圈的外表面施加向所述中间丝杆的方向的作用力。本发明的行星滚柱丝杠,防止牙面之间间隙的产生,增加牙面之间的摩