
一种用于制备液晶聚芳酯纤维的纺丝设备和方法.pdf

是你****岺呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于制备液晶聚芳酯纤维的纺丝设备和方法.pdf
本发明公开了一种用于制备液晶聚芳酯纤维的纺丝设备和方法。设备包括挤压机和纺丝装置,挤压机包括筒体和设置在筒体内的三根相互啮合的螺杆,呈并列型或三角形排列,螺杆沿其轴向按照功能区分为一个进料段、一个熔融段、两组降粘段、熔体加压段和排气段、一个熔体均化段,筒体外根据功能区均分别设有单独的温控组件,挤压机与排气段相对应的位置设有排气口,排气口设有负压系统,挤压机与进料段相对应的位置设有进料口,挤压机的出料口与纺丝装置通过熔体管道相连通。具有多重高频剪切作用的挤压机熔融纺丝技术能够显著降低液晶聚芳酯的熔体粘度,在
一种导电液晶聚芳酯纤维及其制备方法.pdf
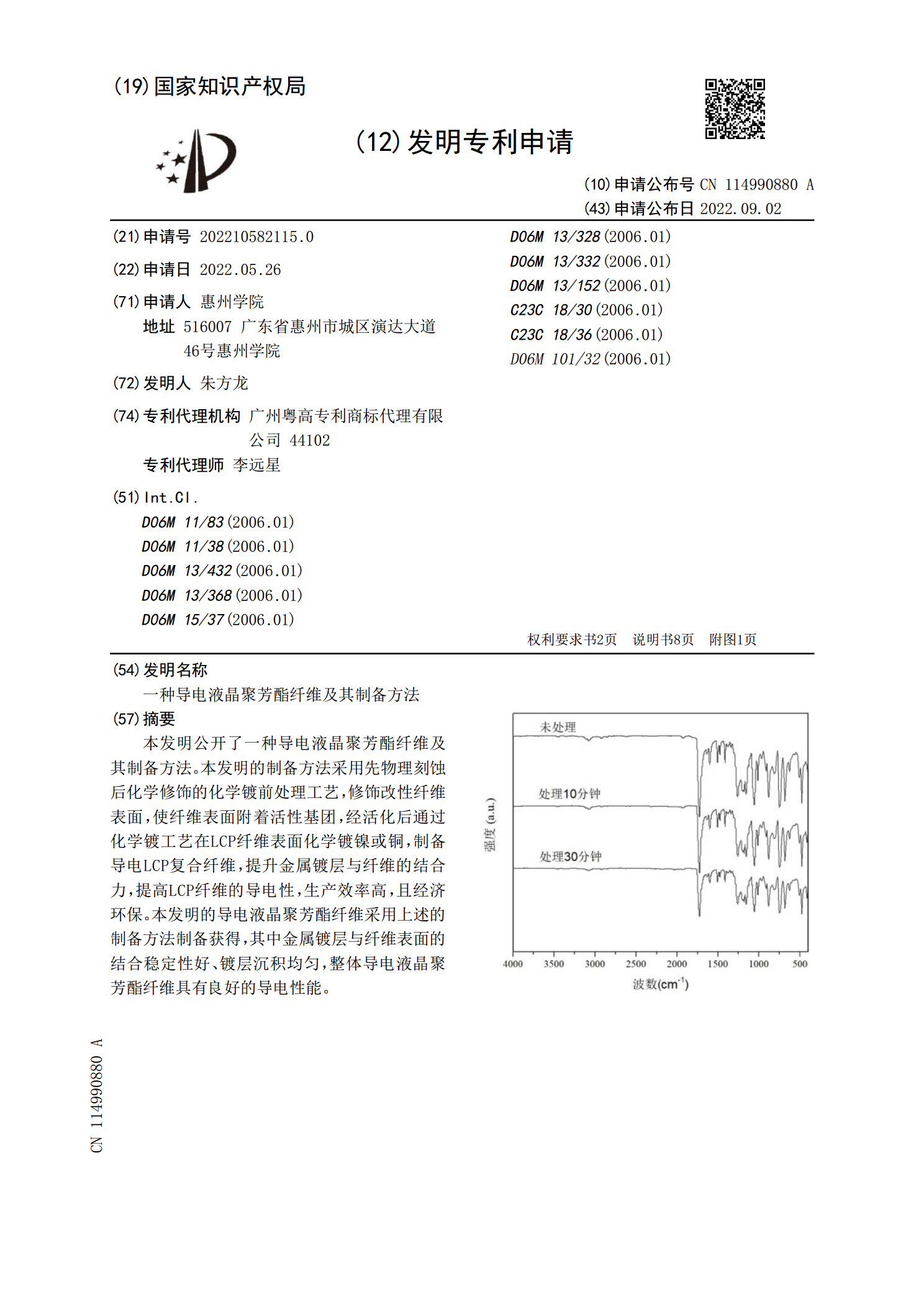
本发明公开了一种导电液晶聚芳酯纤维及其制备方法。本发明的制备方法采用先物理刻蚀后化学修饰的化学镀前处理工艺,修饰改性纤维表面,使纤维表面附着活性基团,经活化后通过化学镀工艺在LCP纤维表面化学镀镍或铜,制备导电LCP复合纤维,提升金属镀层与纤维的结合力,提高LCP纤维的导电性,生产效率高,且经济环保。本发明的导电液晶聚芳酯纤维采用上述的制备方法制备获得,其中金属镀层与纤维表面的结合稳定性好、镀层沉积均匀,整体导电液晶聚芳酯纤维具有良好的导电性能。

热致性液晶聚芳酯纤维的制备与表征.docx
热致性液晶聚芳酯纤维的制备与表征摘要本文讨论了热致性液晶聚芳酯纤维的制备与表征。介绍了聚芳酯的一般性质及液晶相的特点,探究了在合成聚芳酯纤维的过程中液晶相的生成与控制方法。同时,对聚芳酯纤维的各项性能进行了分析和表征。实验结果表明,热致性液晶聚芳酯纤维具有优异的力学性能和热稳定性,是一种非常有潜力的高强度、高模量纤维材料。关键词:聚芳酯,液晶相,纤维,热稳定性,力学性能引言聚芳酯纤维是当前在纺织领域应用广泛的一种材料。它具有许多优异的性能,包括高强度、高模量、耐高温性和耐腐蚀性等,因此被广泛应用于防弹材料

热致性液晶聚芳酯纤维制备与热处理.docx
热致性液晶聚芳酯纤维制备与热处理摘要:热致性液晶聚芳酯(TLCPs)纤维是一类具有较高强度与模量的高性能纤维,具有突出的耐热、耐化学腐蚀、自阻燃、尺寸稳定性优良等优异性能。又因为热致液晶聚芳酯纤维采用熔融纺丝方法制备,节能环保,因此引起了国内外的广泛关注。一种新型的液晶聚芳酯由4,4’-二苯醚二甲酸(DODA)、4-乙酰氧基苯甲酸(ABA)、1,4-二乙酰氧基苯撑(HQA)、2,6-萘二甲酸(NDA)和对苯二甲酸(TA)进行熔融缩聚制备得到,然后通过熔融纺丝制备得到初生纤维,最后经热处理制备高强、高模液晶
一种连续聚合纺丝的聚芳酯初生丝的制备方法及聚芳酯初生丝.pdf
本发明提供一种连续聚合纺丝的聚芳酯初生丝的制备方法及聚芳酯初生丝,属于高性能纤维领域。本发明提供的制备方法中,采用雾化预聚及弧形板强化脱挥,从而加快预聚速度、增加聚芳酯预聚体分子量、提升聚芳酯预聚体均匀性;其后经双螺杆挤出增黏、熔体直纺得到聚芳酯初生丝;制备全流程隔氧密封,最大限度地抑制了氧化、支化以及交联等副反应,进而实现聚芳酯初生丝熔融纺制的稳定化、获得了高均匀性低色度的聚芳酯初生丝,为高性能高品质聚芳酯纤维的制备提供坚实的基础。