
一种齿轮单齿连续感应淬火同齿定位装置.pdf

是你****元呀


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种齿轮单齿连续感应淬火同齿定位装置.pdf
一种齿轮单齿连续感应淬火同齿定位装置,其包括机座、感应器,所述机座固定在机床托架上,还设有前定位导向块、绝缘板I、绝缘板II、后定位导向块、前固定块和后固定块,前固定块和后固定块通过螺钉II固定在机座上,机座上设有开口槽,前固定块、前定位导向块、绝缘板I、感应器、绝缘板II、后定位导向块、后固定块从左至右依次安装在开口槽中,感应器通过可调节感应器与齿轮齿廓间隙的调节螺钉II、调节螺钉III固定在绝缘板I和绝缘板II上,感应器、绝缘板I和绝缘板II组装为一个整体,通过螺钉I和固定螺钉,前固定块、前

齿轮沿齿沟单齿感应淬火球头导向装置及导向方法.pdf
本发明涉及一种齿轮沿齿沟单齿感应淬火球头导向装置及导向方法,属于导向装置技术领域。基座开设有容纳槽和两个弧形槽,弧形槽与容纳槽连通;导向角度调节滑块可转动的设置于容纳槽内;长度调节滑块与导向角度调节滑块连接,长度调节滑块能够跟随导向角度调节滑块相对于基座转动,长度调节滑块开设有卡槽;两个球头导向组件可滑动的设置于卡槽内,两个球头导向组件能够相对靠近或远离,球头导向组件用于抵接于齿轮的齿沟内。该齿轮沿齿沟单齿感应淬火球头导向装置及导向方法,可以根据具体的齿轮参数,方便的调节对称的双排球头导向装置的相对距离、
一种大型内齿卧式单齿淬火分齿定位装置.pdf
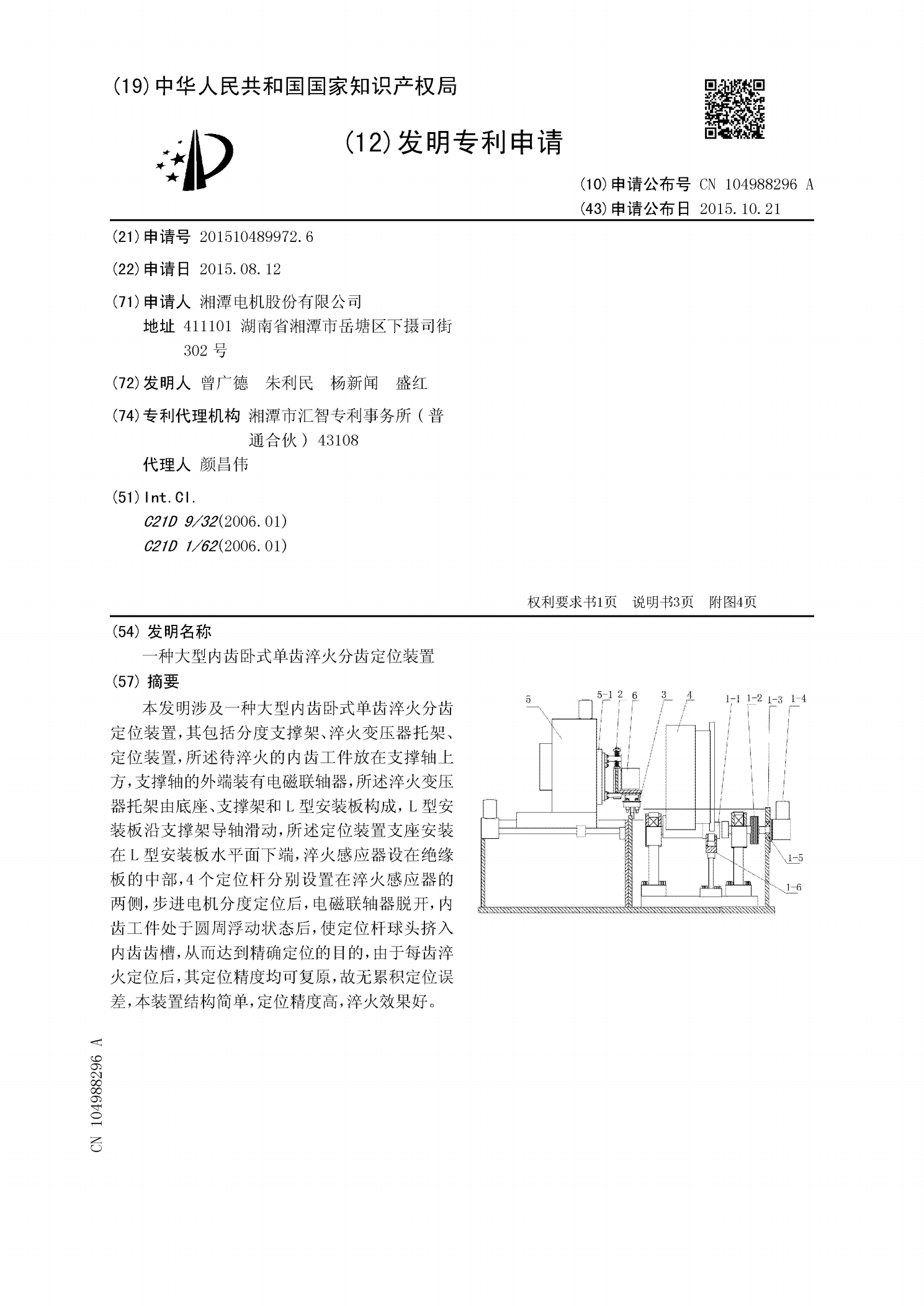
本发明涉及一种大型内齿卧式单齿淬火分齿定位装置,其包括分度支撑架、淬火变压器托架、定位装置,所述待淬火的内齿工件放在支撑轴上方,支撑轴的外端装有电磁联轴器,所述淬火变压器托架由底座、支撑架和L型安装板构成,L型安装板沿支撑架导轴滑动,所述定位装置支座安装在L型安装板水平面下端,淬火感应器设在绝缘板的中部,4个定位杆分别设置在淬火感应器的两侧,步进电机分度定位后,电磁联轴器脱开,内齿工件处于圆周浮动状态后,使定位杆球头挤入内齿齿槽,从而达到精确定位的目的,由于每齿淬火定位后,其定位精度均可复原,故无累积定位
小模数齿轮单齿感应淬火工艺.pdf
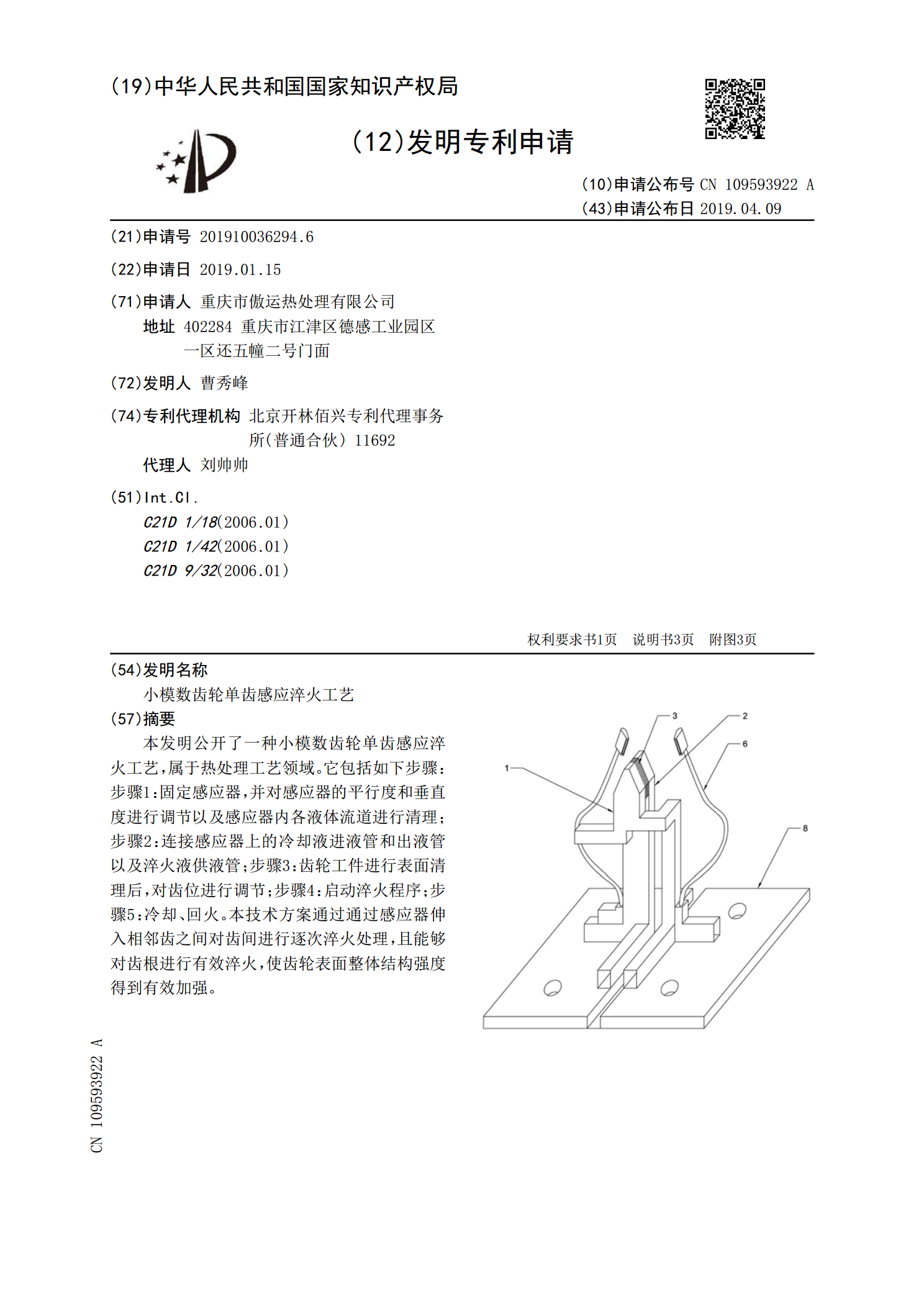
本发明公开了一种小模数齿轮单齿感应淬火工艺,属于热处理工艺领域。它包括如下步骤:步骤1:固定感应器,并对感应器的平行度和垂直度进行调节以及感应器内各液体流道进行清理;步骤2:连接感应器上的冷却液进液管和出液管以及淬火液供液管;步骤3:齿轮工件进行表面清理后,对齿位进行调节;步骤4:启动淬火程序;步骤5:冷却、回火。本技术方案通过通过感应器伸入相邻齿之间对齿间进行逐次淬火处理,且能够对齿根进行有效淬火,使齿轮表面整体结构强度得到有效加强。

一种齿轮单齿淬火按齿分度方法.pdf
本发明公开一种齿轮单齿淬火按齿分度方法,是按照下述步骤进行的:A、加工第一个齿:感应器加热、辅助喷液,Z轴电机带动感应器沿竖直方向上升、Y轴电机驱动工件同步正向旋转、喷淬火液,加工第一个齿;B、加工第n个齿:Y轴电机驱动工件到达位置×n,使得感应器移动至待加的齿底部,之后感应器开始加热、开始辅助喷液,Z轴电机带动感应器沿竖直方向上升、Y轴电机驱动工件进行同步正向旋转喷淬火液,完成第n个齿的淬火,重复上述步骤直至完成第一圈淬火;C、重复步骤B。总之,本发明不需要在加工过程中反复校准工件,提高了工作效率,保证