
一种大尺寸燃机透平叶片精铸毛坯定位及加工方法.pdf

一条****然后


1/8
2/8
3/8
4/8
5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大尺寸燃机透平叶片精铸毛坯定位及加工方法.pdf
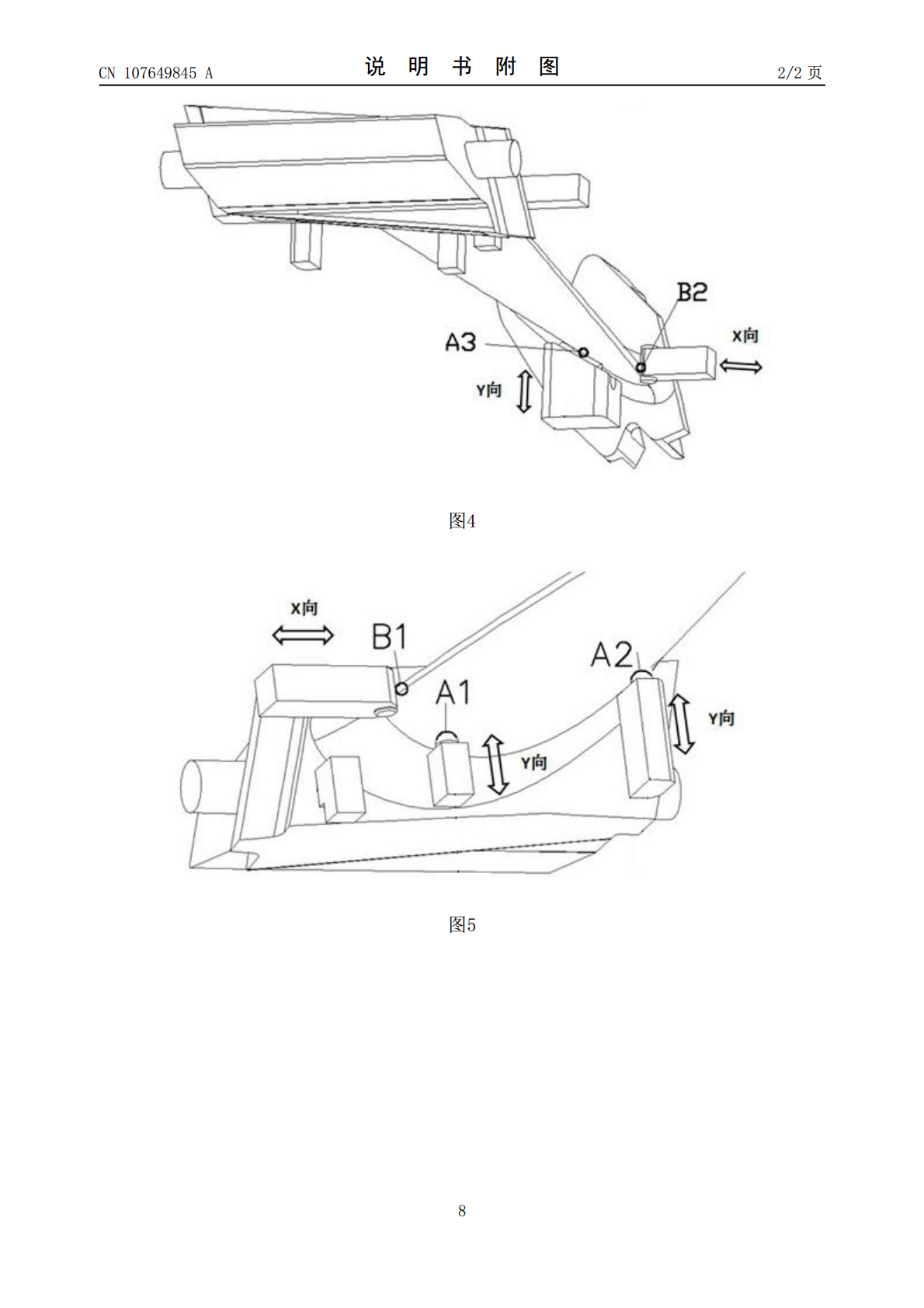
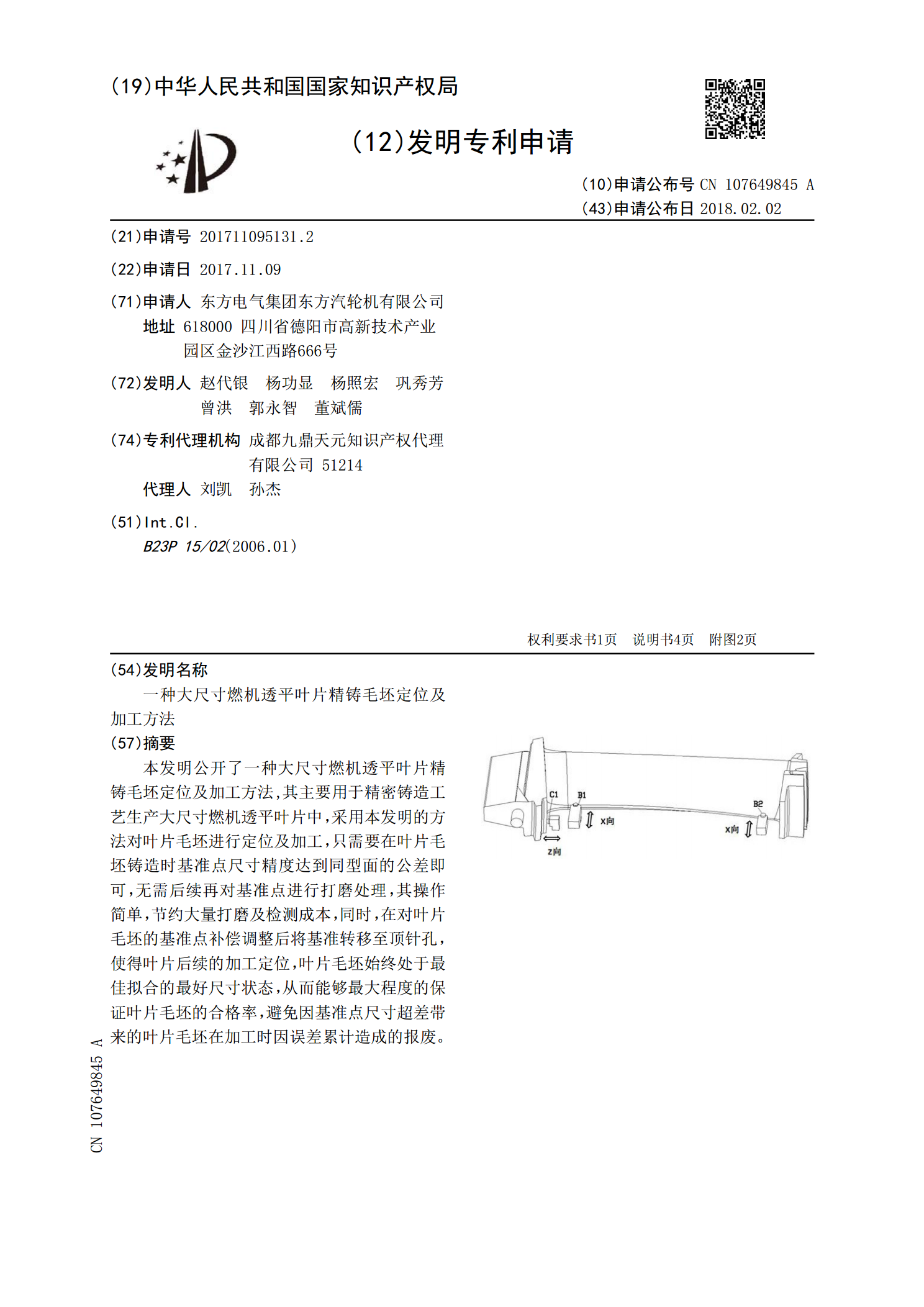
本发明公开了一种大尺寸燃机透平叶片精铸毛坯定位及加工方法,其主要用于精密铸造工艺生产大尺寸燃机透平叶片中,采用本发明的方法对叶片毛坯进行定位及加工,只需要在叶片毛坯铸造时基准点尺寸精度达到同型面的公差即可,无需后续再对基准点进行打磨处理,其操作简单,节约大量打磨及检测成本,同时,在对叶片毛坯的基准点补偿调整后将基准转移至顶针孔,使得叶片后续的加工定位,叶片毛坯始终处于最佳拟合的最好尺寸状态,从而能够最大程度的保证叶片毛坯的合格率,避免因基准点尺寸超差带来的叶片毛坯在加工时因误差累计造成的报废。

一种燃机透平动叶片铸造方法.pdf
本发明公开了一种用氧化铝陶瓷型壳铸造燃机透平动叶片的方法,包括:1)在动叶片蜡模上用沾浆淋砂法制备一定层数的氧化铝陶瓷型壳;2)当叶顶汽封齿之间陶瓷型壳的距离不粘连且小于防粘距离时,用蜡片包裹叶顶部位;3)继续在动叶片蜡模上用沾浆淋砂法到要求的制壳层数,每一遍均清理叶顶蜡片上的浆料和砂子;4)型壳脱蜡、烧残蜡;5)配制硅溶胶与氧化铝粉的混合液;6)将叶顶部位浸入混合液中;7)将叶顶部位在室温干燥;8)将型壳加热到1400~1500℃,保温0.5~1h,然后将温度降至工艺要求的温度进行浇注。本发明能防止叶顶

一种燃机透平叶片重量矩的测量方法.pdf
本发明公开了一种燃机透平叶片重量矩的测量方法,包括如下步骤:步骤1、将一电子秤和一个凸台分别放置在水平面上;步骤2、将叶片放置台的两端分别架设到电子秤与凸台上,其与电子秤的支撑点为A,与凸台的支撑点为B;步骤3、将透平叶片安装到放置台上,读取此时的电子秤数值为WA,同时测量支撑点A和支撑点B之间的垂直距离L;步骤4、根据力矩平衡原理对重量矩进行转换,以支撑点B为回转点,其逆时针方向力矩W1*(R+L1)应与其顺时针方向力矩WA*L相等,故而得到M1=W1*(R+L1)=WA*L。本发明采用力矩平衡原理对其

氢燃机透平叶片冷却效果试验设备及方法.pdf
本发明涉及一种氢燃机透平叶片冷却效果试验设备及方法,所述氢燃机透平叶片冷却效果试验设备包括供气装置、燃烧室、透平、汽轮机和温度测量装置,透平包括透平本体、静叶和动叶,静叶和动叶设于透平本体内,供气装置与燃烧室连通以用于向燃烧室内供应氢气和氧气,燃烧室与透平本体连通,汽轮机与燃烧室和透平本体连通,汽轮机的部分抽汽进入至燃烧室内,汽轮机的另一部分抽汽进入至透平本体内,温度测量装置与透平相连,以用于测量静叶、动叶和透平级间中的至少一者的温度。本发明的氢燃机透平叶片冷却效果试验设备可以对氢燃机的透平叶片进行冷却效

台体型籽晶制备重型燃机用大尺寸单晶叶片的方法.pdf
本发明公开了一种台体型籽晶制备重型燃机用大尺寸单晶叶片的方法,属于单晶叶片制备技术领域。本发明采用自身具有颈缩作用的台体型籽晶,因此起晶段不需要额外颈缩部分,结构简单,同时可提高单晶叶片在蜡模组合、制壳涂料过程中的起晶段强度,并降低型壳的整体高度。通过对定向凝固设备保温炉内温度场的测定,确定台体型籽晶高度,台体籽晶的上下底面积之比值选取范围为0.2‑0.6。定向凝固过程中,单晶生长起始于台体型籽晶上端未熔化界面,以外延生长方式,通过枝晶生长与扩展向上连续生长,从而完成整个单晶叶片的生长。对台体型籽晶三维取