
粉末冶金高精度斜齿轮制备方法.pdf

猫巷****提格


1/10
2/10

3/10

4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
粉末冶金高精度斜齿轮制备方法.pdf
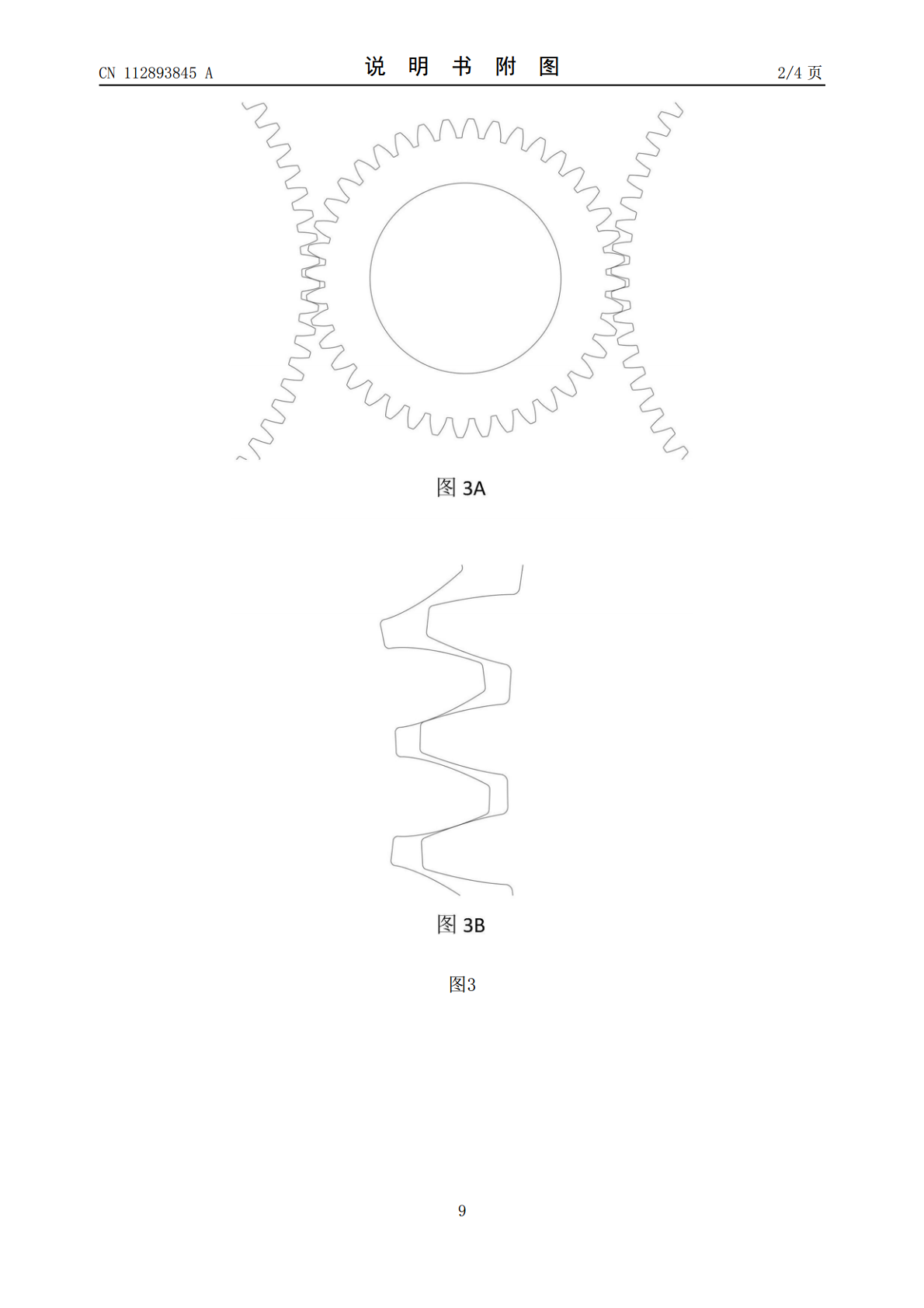
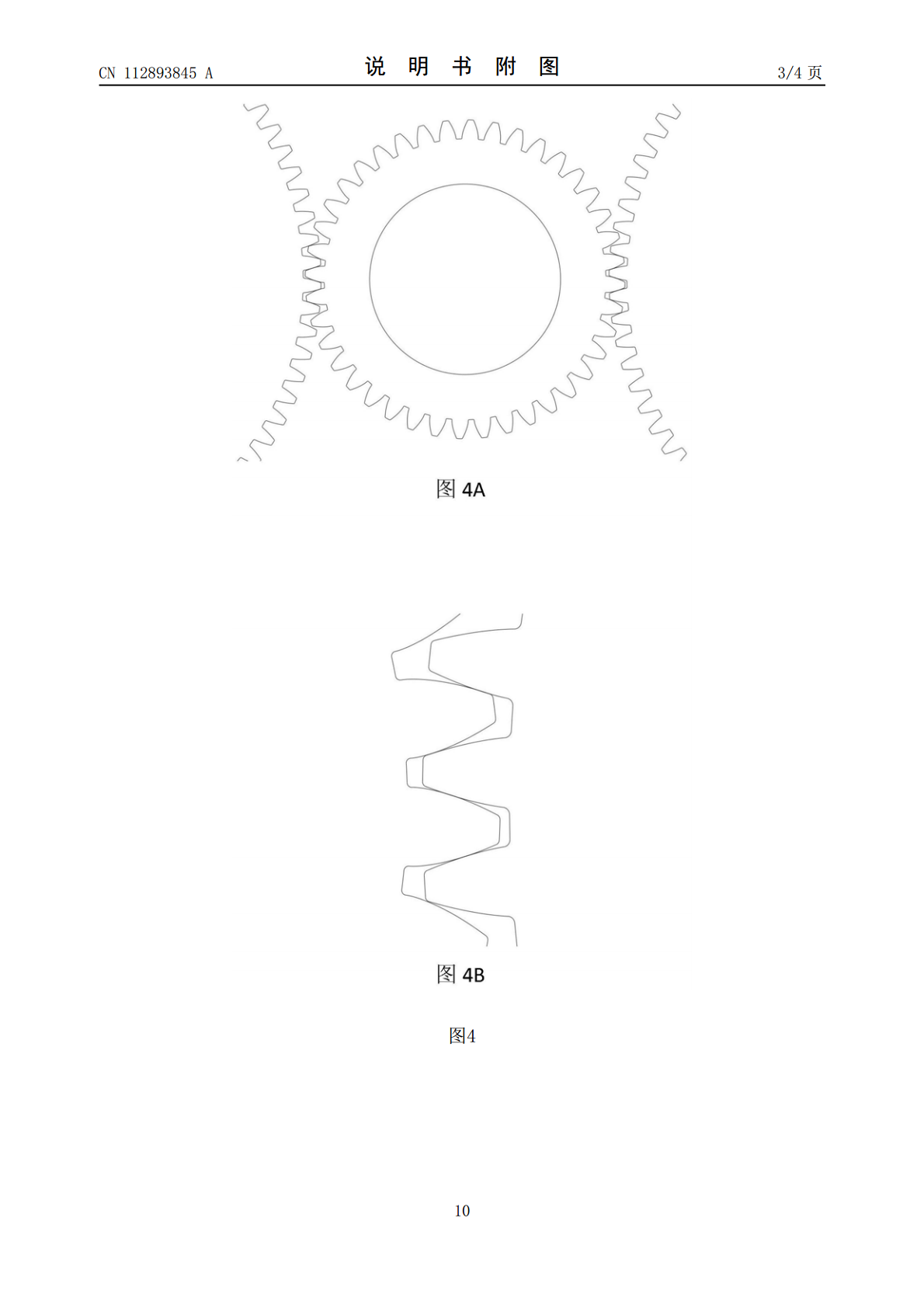
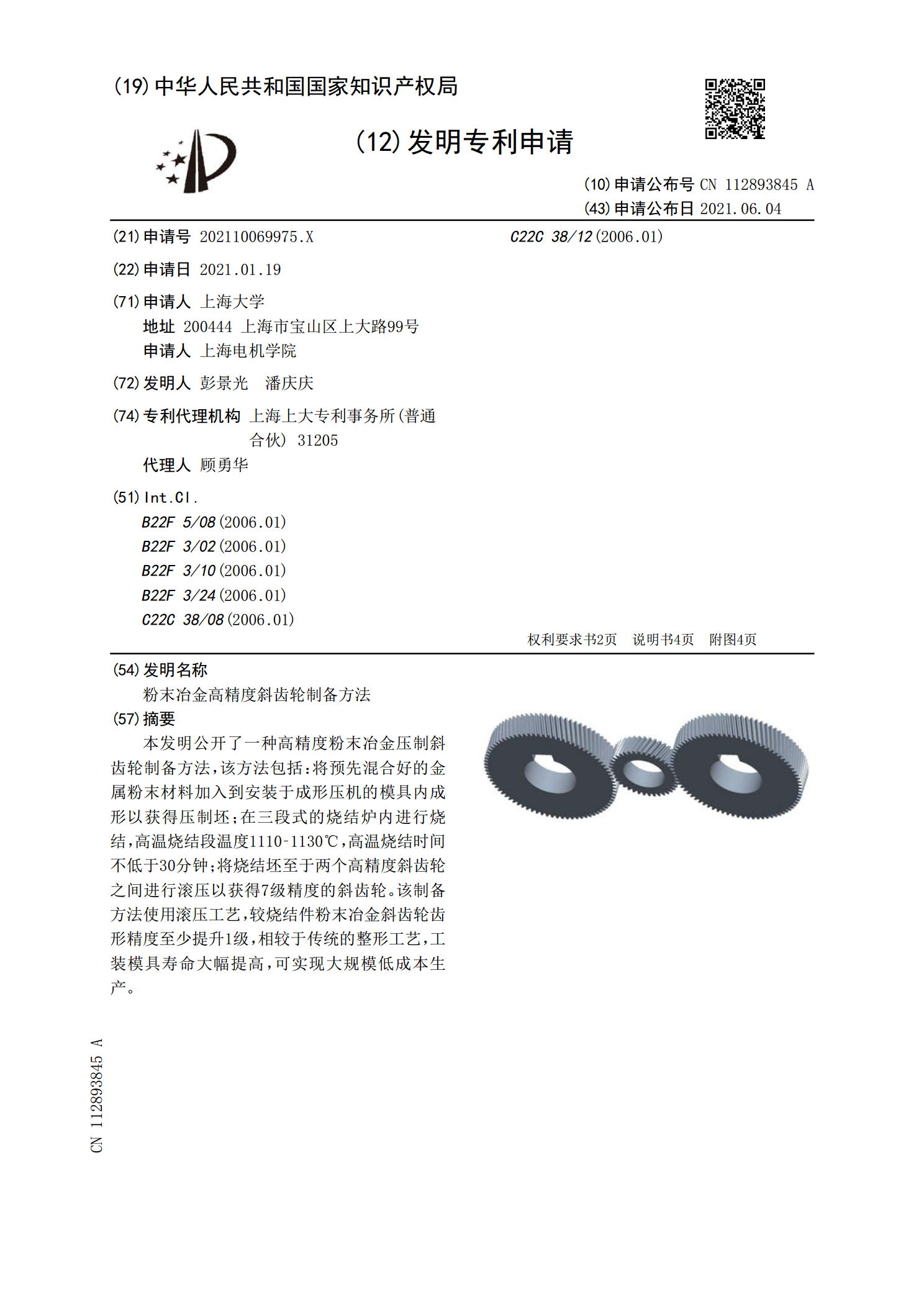
本发明公开了一种高精度粉末冶金压制斜齿轮制备方法,该方法包括:将预先混合好的金属粉末材料加入到安装于成形压机的模具内成形以获得压制坯;在三段式的烧结炉内进行烧结,高温烧结段温度1110‑1130℃,高温烧结时间不低于30分钟;将烧结坯至于两个高精度斜齿轮之间进行滚压以获得7级精度的斜齿轮。该制备方法使用滚压工艺,较烧结件粉末冶金斜齿轮齿形精度至少提升1级,相较于传统的整形工艺,工装模具寿命大幅提高,可实现大规模低成本生产。

一种粉末冶金偏心斜齿轮及其制备方法.pdf
本发明公开了一种粉末冶金偏心斜齿轮及其制备方法。该偏心斜齿轮包括设有斜齿的齿轮体和带有偏心孔的偏心凸轮,所述的齿轮体与偏心凸轮通过烧结焊一次制成一个整体。该制备方法包括用模具分别制造出齿轮体和偏心凸轮两个单件产品;接着进行成形和预烧结,然后进行机械压配和烧结焊,最后进行渗碳即可。该粉末冶金偏心斜齿轮,密度6.8g/cm3;硬度HRA60以上;齿形精度JIS6以上;焊接脱拔力1000kgf以上;偏心距5.0±0.1mm以下。该制备方法,工序少,在烧结过程中把外螺旋斜齿与偏心轮这二个部分结合成一个整体,一次性
一种高精度粉末冶金包胶齿轮制备方法.pdf
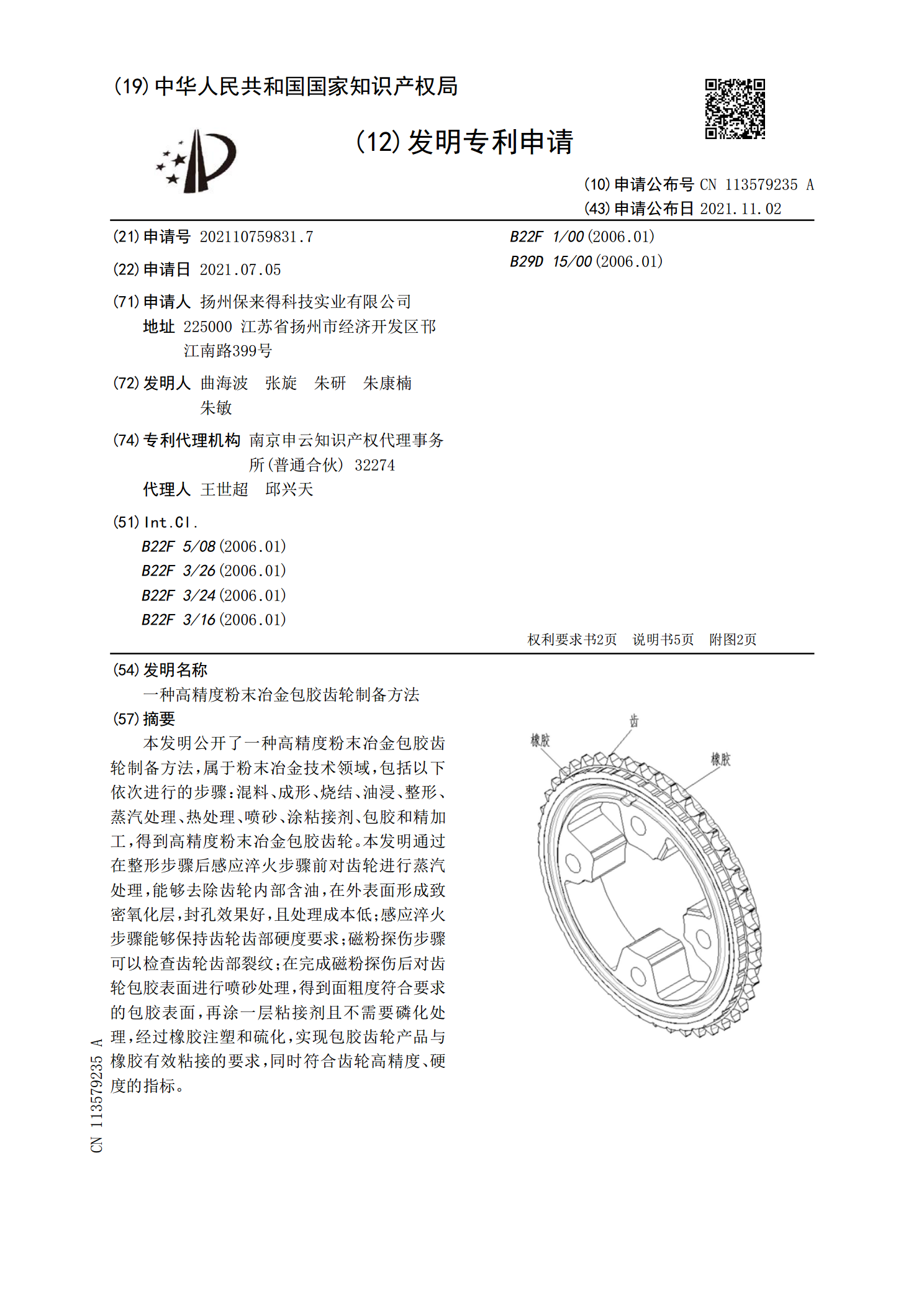
本发明公开了一种高精度粉末冶金包胶齿轮制备方法,属于粉末冶金技术领域,包括以下依次进行的步骤:混料、成形、烧结、油浸、整形、蒸汽处理、热处理、喷砂、涂粘接剂、包胶和精加工,得到高精度粉末冶金包胶齿轮。本发明通过在整形步骤后感应淬火步骤前对齿轮进行蒸汽处理,能够去除齿轮内部含油,在外表面形成致密氧化层,封孔效果好,且处理成本低;感应淬火步骤能够保持齿轮齿部硬度要求;磁粉探伤步骤可以检查齿轮齿部裂纹;在完成磁粉探伤后对齿轮包胶表面进行喷砂处理,得到面粗度符合要求的包胶表面,再涂一层粘接剂且不需要磷化处理,经过

一种粉末冶金双联斜齿轮及其制备方法.pdf
本发明公开了一种粉末冶金双联斜齿轮及其制备方法。该粉末冶金双联斜齿轮,包括直齿轮体和斜齿轮体,直齿轮体与斜齿轮体为一次成形制作出的整体。该方法包括:将预混合好的材料加入模具中;在压力80t成型机中一次成形;控温1050℃~1200℃,控速100mm/min,烧结3小时;品检即可。该粉末冶金双联斜齿轮,其密度6.6g/cm3,硬度HRB40以上,齿形精度JIS7以上,量梢径45.411(+0/-0.10)mm。该制备方法,直齿轮体和斜齿轮体的一次性制作完成,有效解决了以往机加工产品精度低、成本高等问题,使得

渐开线斜齿轮的高精度建模方法.pdf
一种渐开线斜齿轮的高精度建模方法,包括以下步骤:第一步:设置相关参数;第二步:由曲线方程建立渐开线与过渡曲线,建立齿槽中心线并绘制二维齿廓;第三步:输入螺旋线方程建立螺旋线;第四步:利用混合扫描与阵列生成齿槽,对于齿坯实体进行布尔运算实现切除,形成齿轮模型;第五步:将齿轮模型用于实际齿轮加工或者仿真分析作业。本发明以渐开线斜齿轮的基本原理和齿条与齿轮的啮合为基础,进行推导出适用于三维软件的公式,省去了以前的繁琐编程计算,并且实体成形上能够高度拟合,为斜齿轮的后续制造与分析提供了技术支持,不仅对于标准齿廓齿