
轮胎成型机组合滚压装置及其方法.pdf

是你****馨呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

轮胎成型机组合滚压装置及其方法.pdf
本发明所述轮胎成型机组合滚压装置及其方法,主要采用活片式辊轮以应对滚压胎肩外圆锥面时的贴合问题,以及提高在线自动调节压辊初始间距的机动灵活性。组合滚压装置具有安装于底座上的机架,第一辊装置、第二辊装置、第三辊装置和第四辊装置分别通过各自的支架连接于机架。所述的第二辊装置具有2组设置于前端的2号压辊、以及2号辊气缸、2组2号辊滚珠花键和用于驱动2号压辊横向水平位移的驱动装置。所述的2号压辊具有至少两片相互紧固连接的辊轮,辊轮通过轴承套设于中间轴,相邻的辊轮采用不同的材质、且相互之间是无间隙的切面接触;中间轴

轮胎成型机滚压装置.pdf
一种轮胎成型机滚压装置,包括机架和安装在机架上的胎面滚压机构和胎肩滚压机构,机架上设置有工作台,滚压装置设置有胎面和胎肩两个滚压机构,结构简单,部件少,易于加工制造,成本低,使用和维护容易,两个滚压机构同时工作,缩短了工作时间,提高了生产效率。胎面滚压机构只设置有一个胎面压辊,胎面压辊外径从中间向两侧逐渐减小,一次滚压即可完成胎面的滚压,工序步骤少,速度快,缩短了工序时间,通过提升气缸推动摆臂将胎面压辊送到胎面上,提升气缸的行程短,胎面压辊的移动速度快,进一步提高了胎面滚压作业的速度,提高了滚压作业的工作

组合式压辊装置和轮胎滚压方法.pdf
本发明提供了一种组合式压辊装置和轮胎滚压方法,其中,组合式压辊装置,用于对轮胎进行滚压操作,包括:框架;沿高度方向相间隔地设置在框架上的多组压辊,多组压辊包括由上至下依次设置的胎面中心压辊、胎肩内侧压辊、胎圈压辊、胎面压辊、反包压辊和胎肩辅助压辊。本发明解决了现有技术中的组合式压辊装置存在滚压时间长和生产效率低的问题。
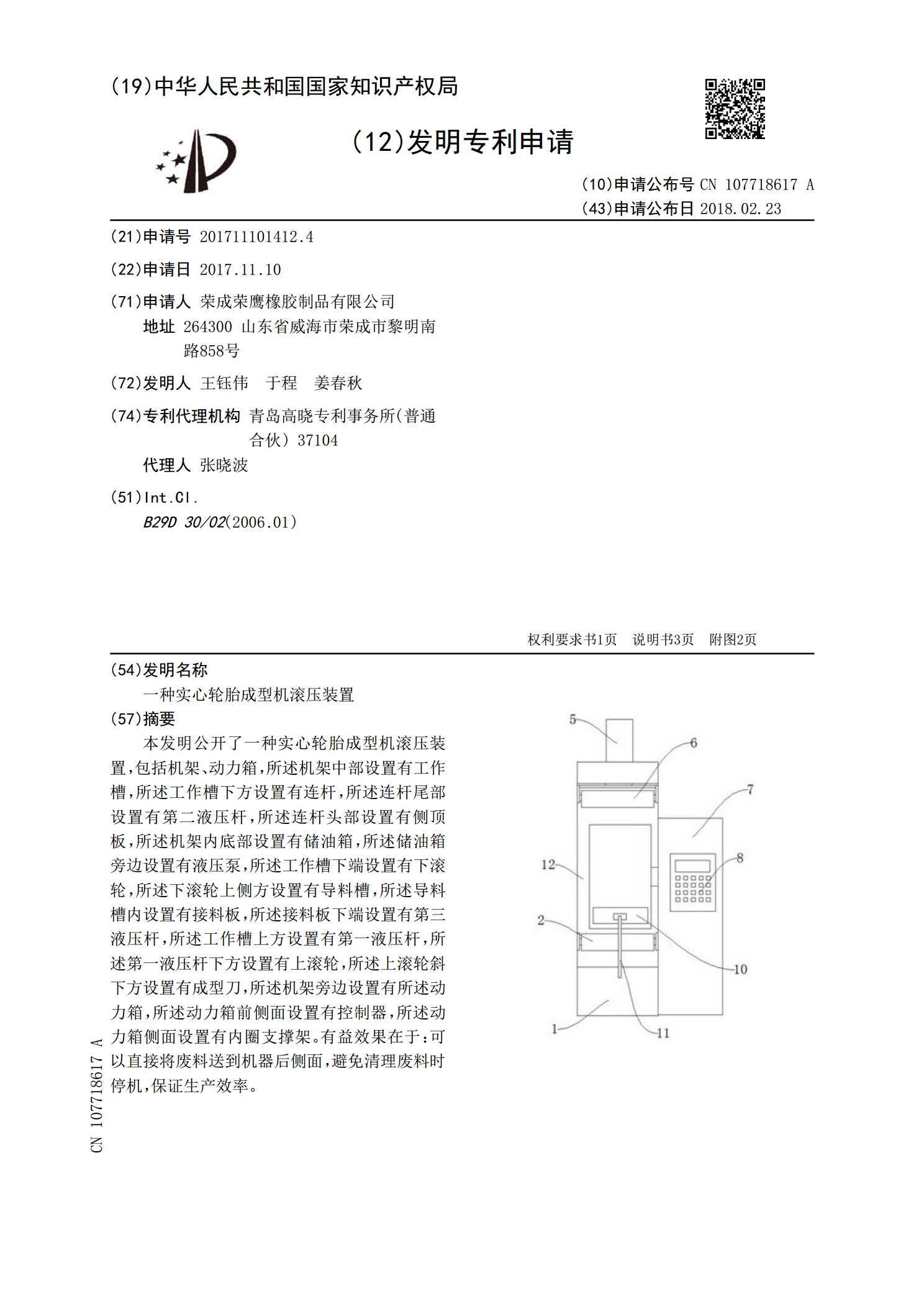
一种实心轮胎成型机滚压装置.pdf
本发明公开了一种实心轮胎成型机滚压装置,包括机架、动力箱,所述机架中部设置有工作槽,所述工作槽下方设置有连杆,所述连杆尾部设置有第二液压杆,所述连杆头部设置有侧顶板,所述机架内底部设置有储油箱,所述储油箱旁边设置有液压泵,所述工作槽下端设置有下滚轮,所述下滚轮上侧方设置有导料槽,所述导料槽内设置有接料板,所述接料板下端设置有第三液压杆,所述工作槽上方设置有第一液压杆,所述第一液压杆下方设置有上滚轮,所述上滚轮斜下方设置有成型刀,所述机架旁边设置有所述动力箱,所述动力箱前侧面设置有控制器,所述动力箱侧面设置
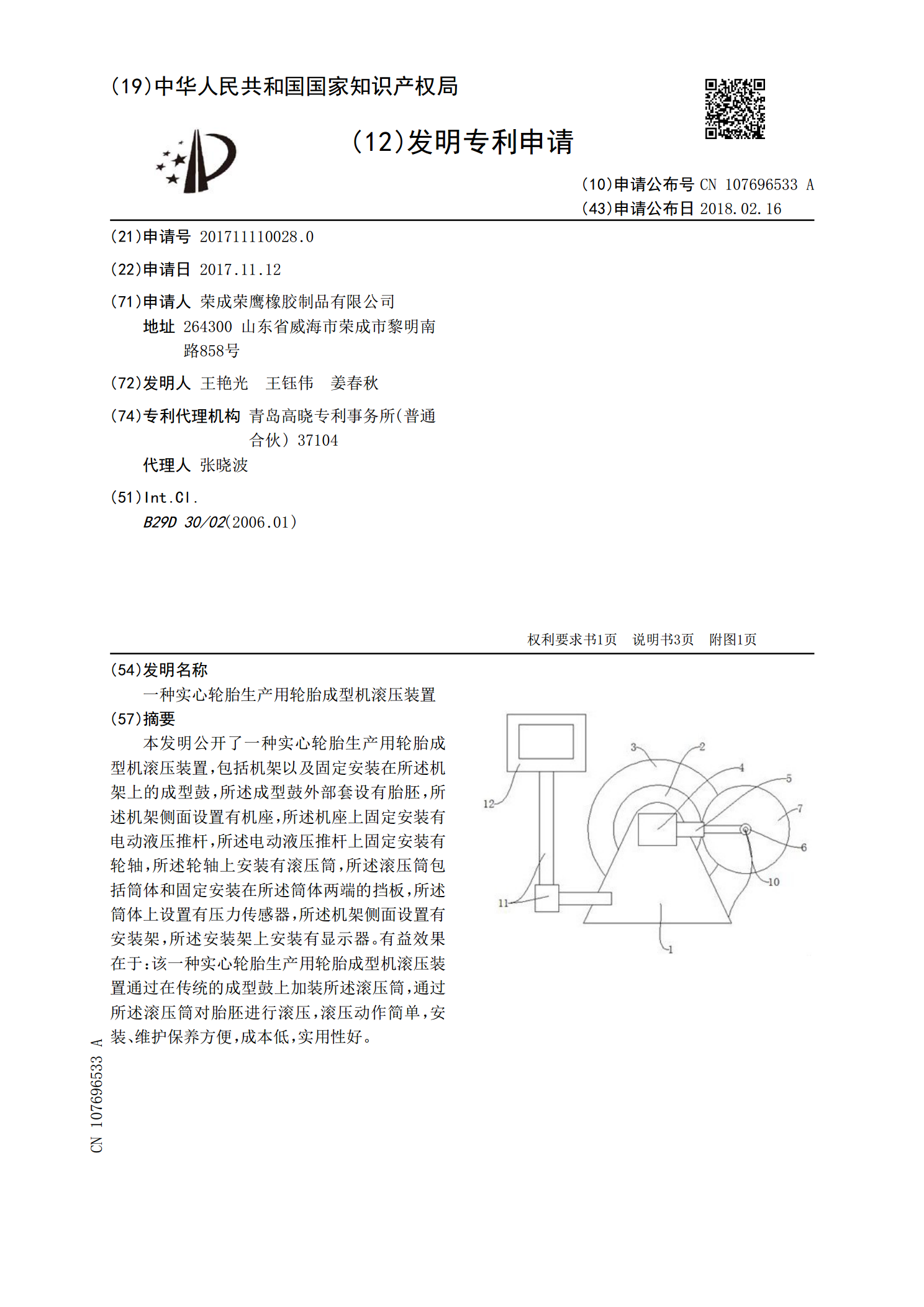
一种实心轮胎生产用轮胎成型机滚压装置.pdf
本发明公开了一种实心轮胎生产用轮胎成型机滚压装置,包括机架以及固定安装在所述机架上的成型鼓,所述成型鼓外部套设有胎胚,所述机架侧面设置有机座,所述机座上固定安装有电动液压推杆,所述电动液压推杆上固定安装有轮轴,所述轮轴上安装有滚压筒,所述滚压筒包括筒体和固定安装在所述筒体两端的挡板,所述筒体上设置有压力传感器,所述机架侧面设置有安装架,所述安装架上安装有显示器。有益效果在于:该一种实心轮胎生产用轮胎成型机滚压装置通过在传统的成型鼓上加装所述滚压筒,通过所述滚压筒对胎胚进行滚压,滚压动作简单,安装、维护保养