
一种新型叠加式齿轮及其制造方法.pdf

小云****66


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种新型叠加式齿轮及其制造方法.pdf
一种新型叠加式齿轮及其制造方法,采用冷冲压的方式,制出适当数量的薄齿轮片,将适当数量的薄齿轮片叠加后并用适当的方法定位,用铆钉将上述叠加在一起的薄齿轮片铆接在一起。
一种间隙注油式叠加齿轮及其齿轮加工方法.pdf
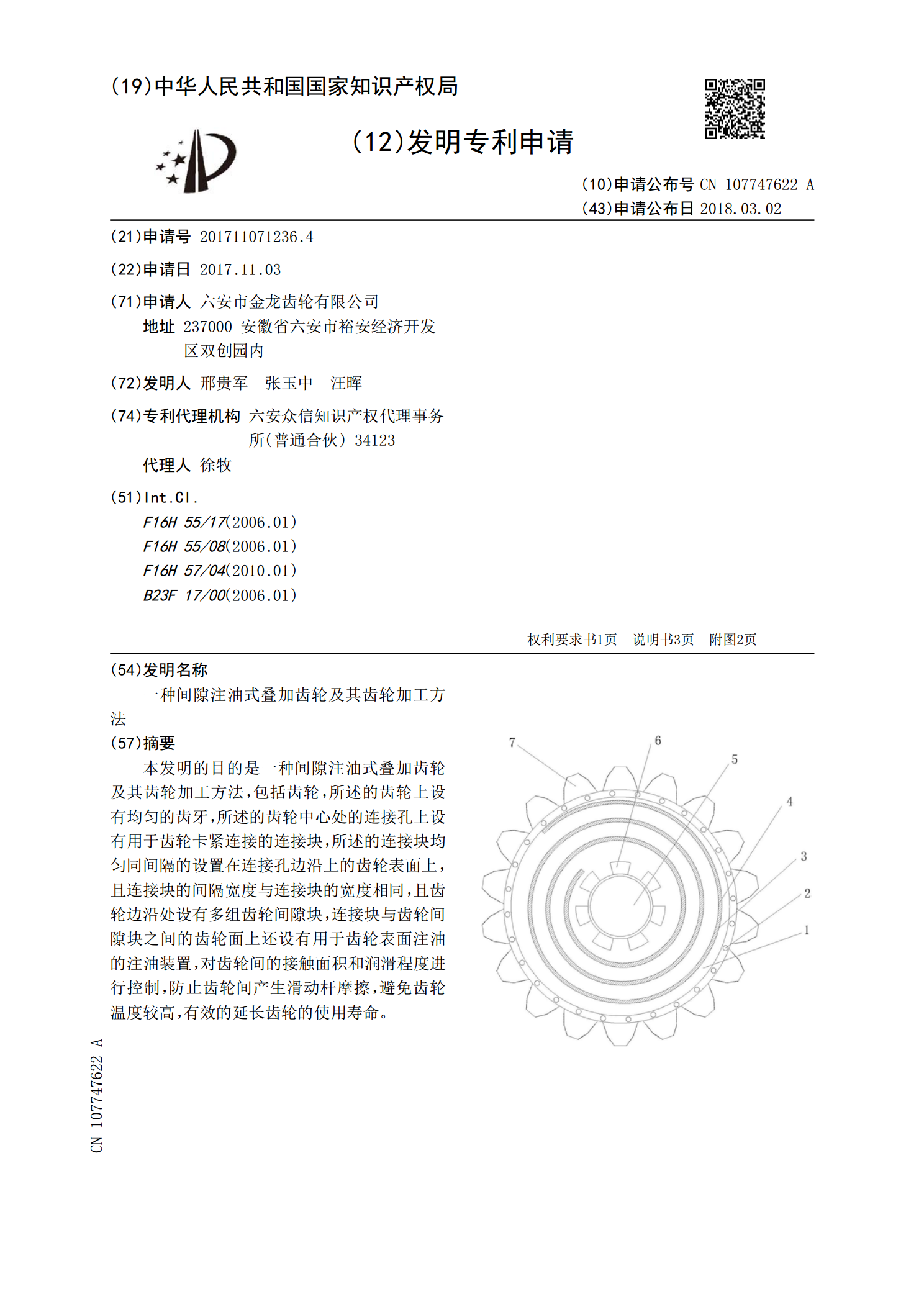
本发明的目的是一种间隙注油式叠加齿轮及其齿轮加工方法,包括齿轮,所述的齿轮上设有均匀的齿牙,所述的齿轮中心处的连接孔上设有用于齿轮卡紧连接的连接块,所述的连接块均匀同间隔的设置在连接孔边沿上的齿轮表面上,且连接块的间隔宽度与连接块的宽度相同,且齿轮边沿处设有多组齿轮间隙块,连接块与齿轮间隙块之间的齿轮面上还设有用于齿轮表面注油的注油装置,对齿轮间的接触面积和润滑程度进行控制,防止齿轮间产生滑动杆摩擦,避免齿轮温度较高,有效的延长齿轮的使用寿命。

一种新型叠加式锻压机械齿轮机构.pdf
一种新型叠加式锻压机械齿轮机构,采用冷冲压的方式,制出适当数量的薄齿轮片,将适当数量的薄齿轮片叠加后并用适当的方法定位,用铆钉将上述叠加在一起的薄齿轮片铆接在一起。有益效果:本发明由于在结构上,采用适当数量的薄型齿轮片经叠加后铆接形成符合规定厚度尺寸的齿轮的结构与制造方法。由于较薄型的齿轮能够非常方便的采用冷冲压的方法制造出来,而且铆接也是十分容易的工艺,所以不但降低了生产制造的成本,同时生产周期也非常的短。

一种叠加式齿轮的结构.pdf
一种叠加式齿轮的结构,它是由采用冷冲压的方式,制造出所需数量的薄齿轮片,将所需数量的薄齿轮片叠加后定位,用铆钉将上述叠加在一起的薄齿轮片铆接在一起;由于较薄型的齿轮能够非常方便的采用冷冲压的方式制造出来,而且铆接也是十分容易的工艺,所以不但降低了生产制造的成本,同时生产周期也非常的短,避免了一些特定的行业以及特定的产品由于采用常规的制造齿轮方式所造成的严重浪费,同时也能克服生产周期较长的缺陷。
一种同心式磁齿轮的调制环及其制造方法.pdf
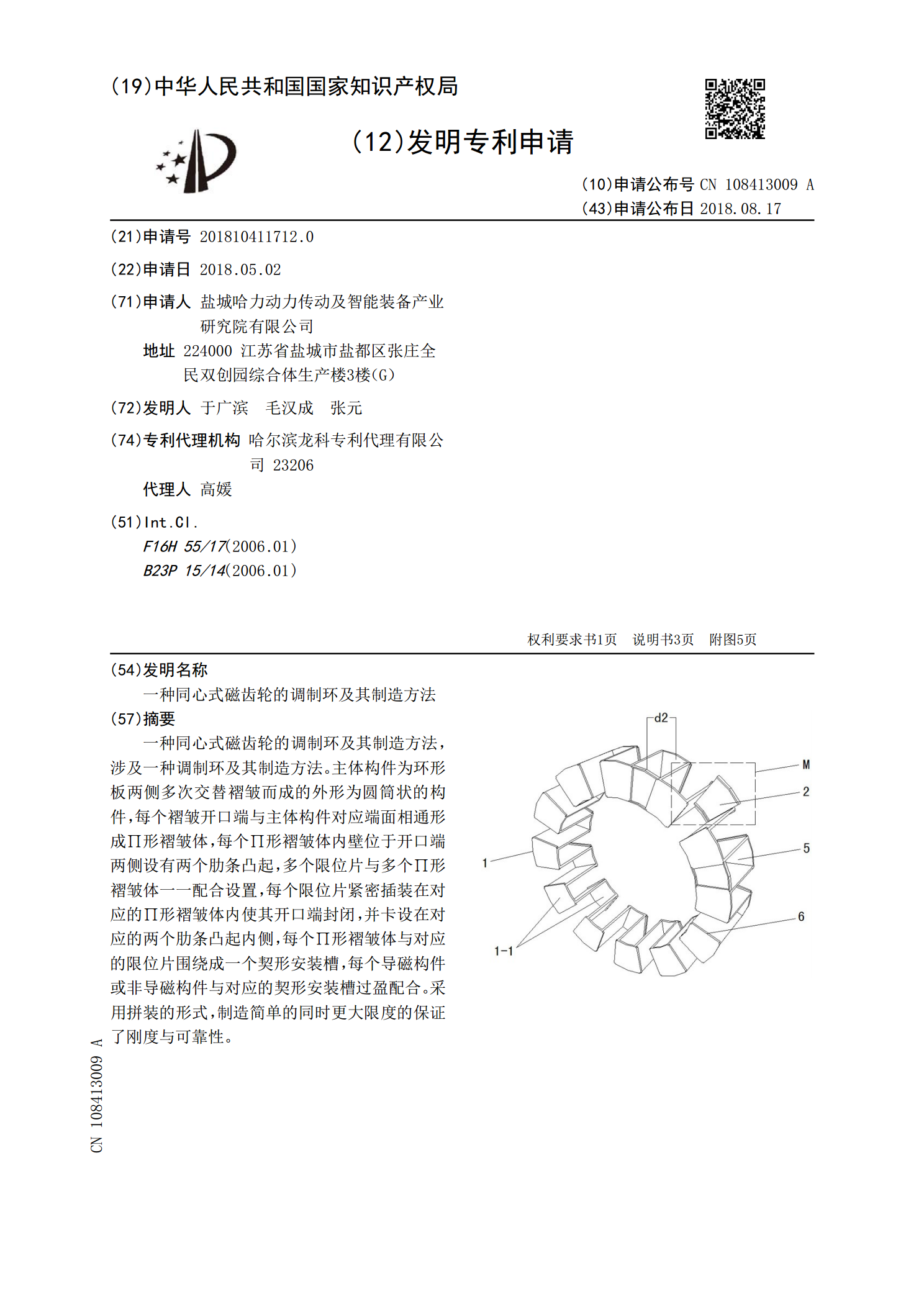
一种同心式磁齿轮的调制环及其制造方法,涉及一种调制环及其制造方法。主体构件为环形板两侧多次交替褶皱而成的外形为圆筒状的构件,每个褶皱开口端与主体构件对应端面相通形成∏形褶皱体,每个∏形褶皱体内壁位于开口端两侧设有两个肋条凸起,多个限位片与多个∏形褶皱体一一配合设置,每个限位片紧密插装在对应的∏形褶皱体内使其开口端封闭,并卡设在对应的两个肋条凸起内侧,每个∏形褶皱体与对应的限位片围绕成一个契形安装槽,每个导磁构件或非导磁构件与对应的契形安装槽过盈配合。采用拼装的形式,制造简单的同时更大限度的保证了刚度与可靠