
一种不等厚变截面的无内胎车轮轮辋.pdf

St****36

1/5
2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种不等厚变截面的无内胎车轮轮辋.pdf
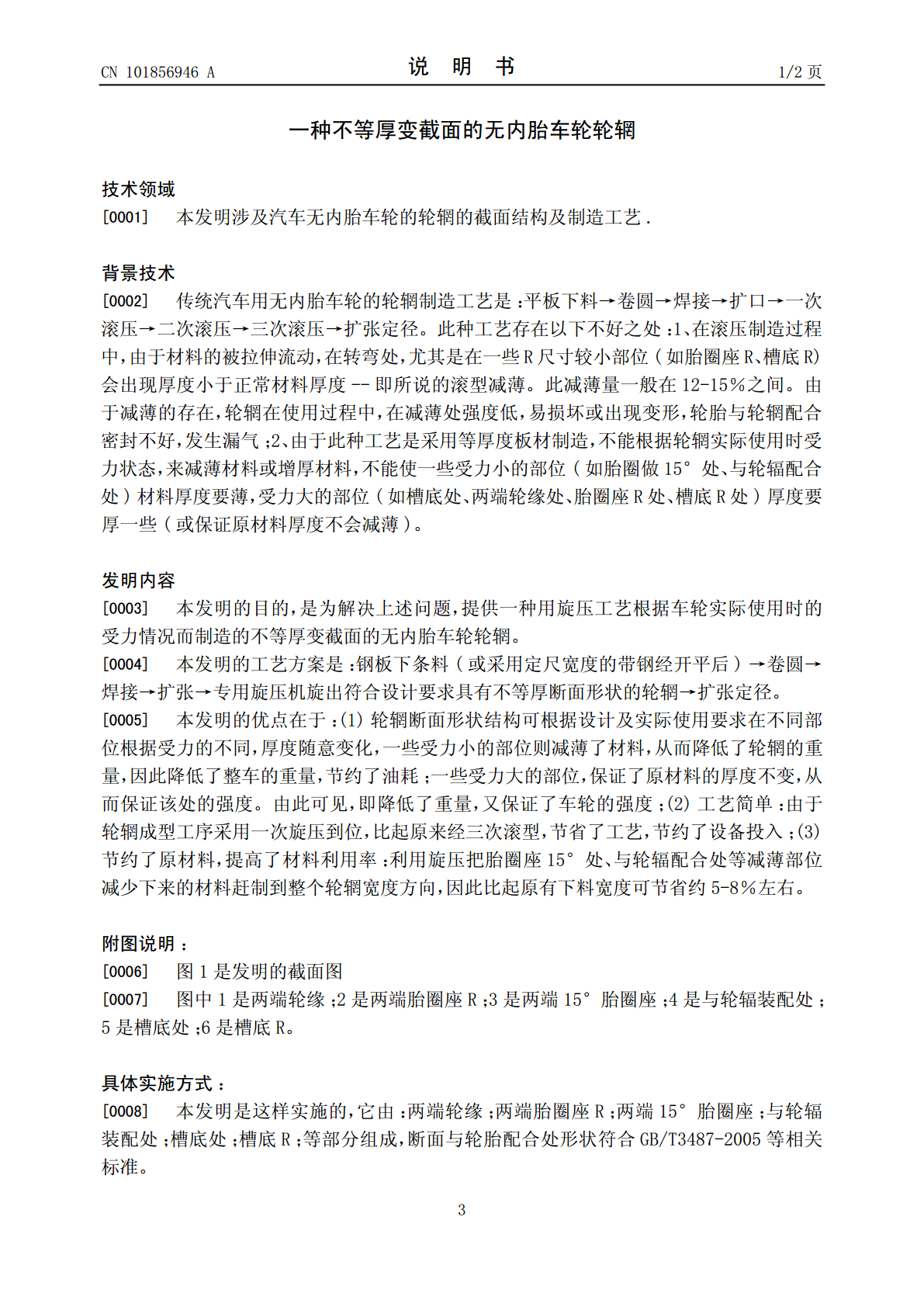
本发明是涉及一种汽车车轮用无内胎不等厚变截面轮辋,其特征是:(1)轮辋断面形状结构可根据设计及实际使用要求在不同部位根据受力的不同,厚度随意变化,一些受力小的部位则减薄了材料,从而降低了轮辋的重量,因此降低了整车的重量,节约了油耗;一些受力大的部位,保证了原材料的厚度不变,从而保证该处的强度。由此可见,既降低了重量,又保证了车轮的强度;(2)工艺简单:由于轮辋成型工序采用一次旋压到位,比起原来经三次滚型,节省了工艺,节约了设备投入;(3)节约了原材料,提高了材料利用率:利用旋压把胎圈做15°处、与轮辐配合
一种变截面型材无内胎车轮轮辋成形工艺.pdf
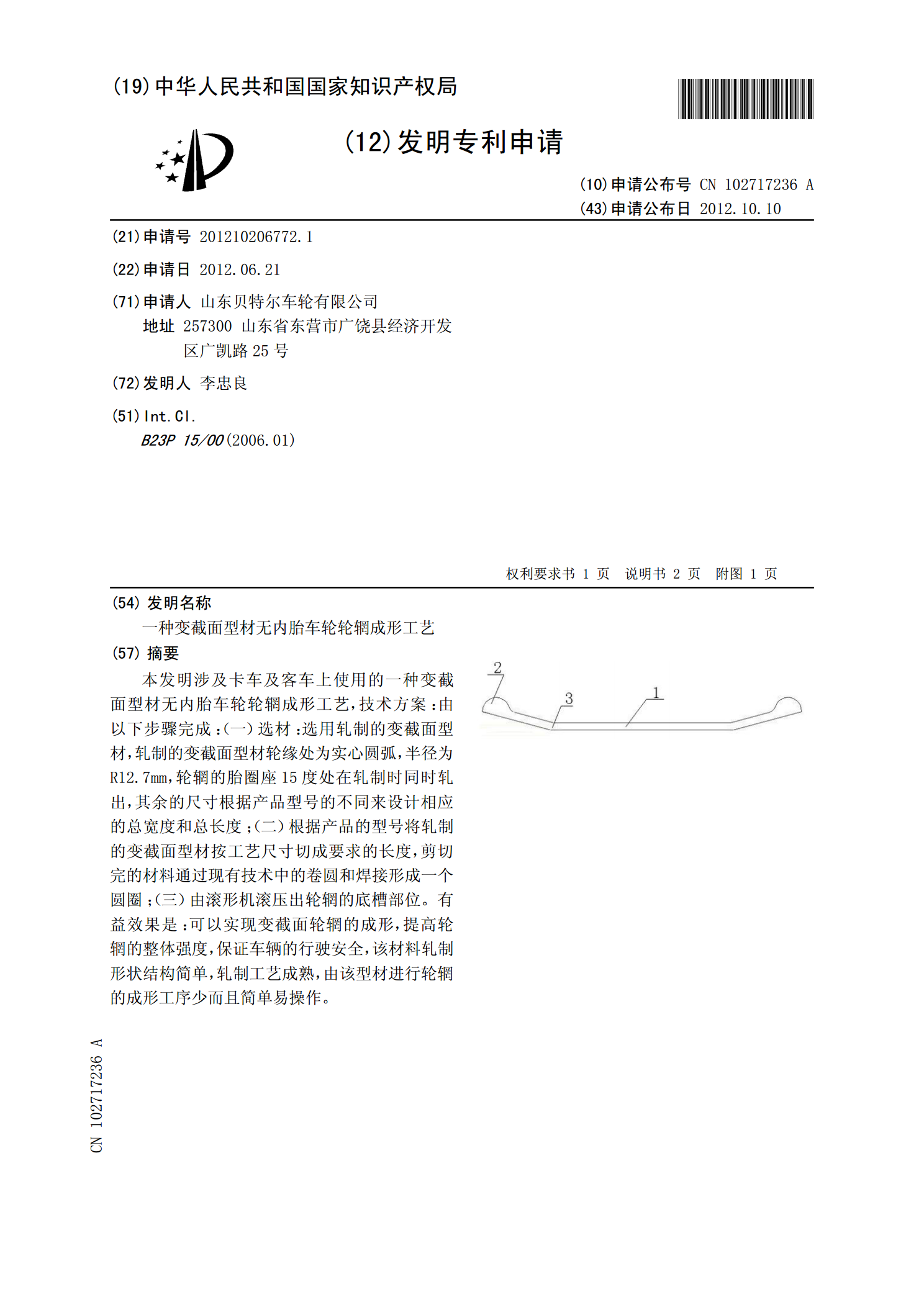
本发明涉及卡车及客车上使用的一种变截面型材无内胎车轮轮辋成形工艺,技术方案:由以下步骤完成:(一)选材:选用轧制的变截面型材,轧制的变截面型材轮缘处为实心圆弧,半径为R12.7mm,轮辋的胎圈座15度处在轧制时同时轧出,其余的尺寸根据产品型号的不同来设计相应的总宽度和总长度;(二)根据产品的型号将轧制的变截面型材按工艺尺寸切成要求的长度,剪切完的材料通过现有技术中的卷圆和焊接形成一个圆圈;(三)由滚形机滚压出轮辋的底槽部位。有益效果是:可以实现变截面轮辋的成形,提高轮辋的整体强度,保证车辆的行驶安全,该材
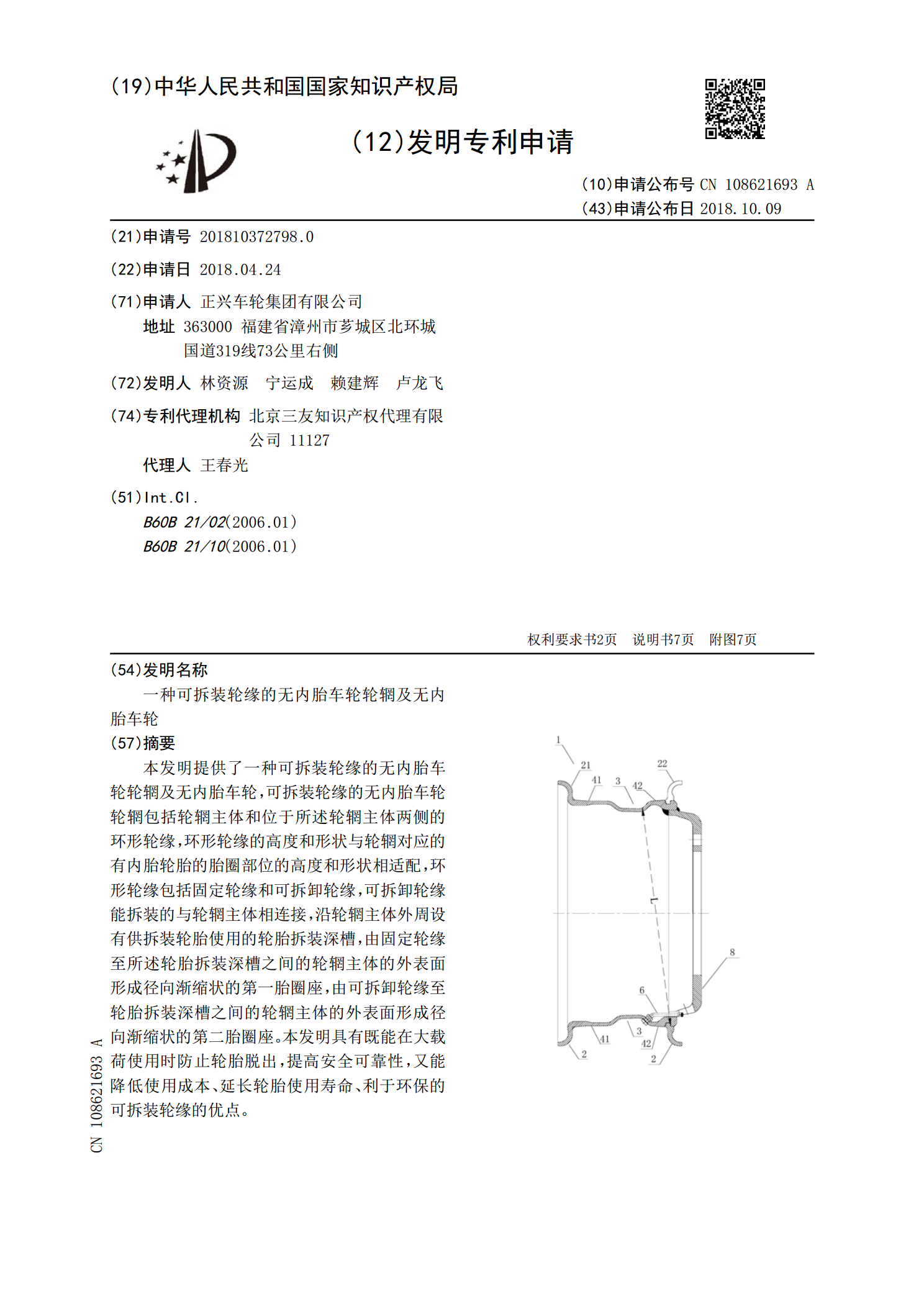
一种可拆装轮缘的无内胎车轮轮辋及无内胎车轮.pdf
本发明提供了一种可拆装轮缘的无内胎车轮轮辋及无内胎车轮,可拆装轮缘的无内胎车轮轮辋包括轮辋主体和位于所述轮辋主体两侧的环形轮缘,环形轮缘的高度和形状与轮辋对应的有内胎轮胎的胎圈部位的高度和形状相适配,环形轮缘包括固定轮缘和可拆卸轮缘,可拆卸轮缘能拆装的与轮辋主体相连接,沿轮辋主体外周设有供拆装轮胎使用的轮胎拆装深槽,由固定轮缘至所述轮胎拆装深槽之间的轮辋主体的外表面形成径向渐缩状的第一胎圈座,由可拆卸轮缘至轮胎拆装深槽之间的轮辋主体的外表面形成径向渐缩状的第二胎圈座。本发明具有既能在大载荷使用时防止轮胎脱

一种可拆装轮缘的无内胎车轮轮辋及无内胎车轮.pdf
本发明提供了一种可拆装轮缘的无内胎车轮轮辋及无内胎车轮,可拆装轮缘的无内胎车轮轮辋包括轮辋主体和环形轮缘,环形轮缘包括位于轮辋主体一侧的固定轮缘和位于轮辋主体另一侧的活动轮缘,活动轮缘能拆装的与所述轮辋主体相连接,沿轮辋主体外周中部设有供拆装轮胎使用的轮胎拆装凹槽,轮胎拆装凹槽与固定轮缘之间的所述轮辋主体外周表面形成第一胎圈座,轮胎拆装凹槽与所述活动轮缘之间的所述轮辋主体外周表面形成第二胎圈座,所述第一胎圈座和所述第二胎圈座沿所述轮辋主体的中心轴线方向均呈圆柱状。本发明具有既能在大载荷使用时防止轮胎脱出,
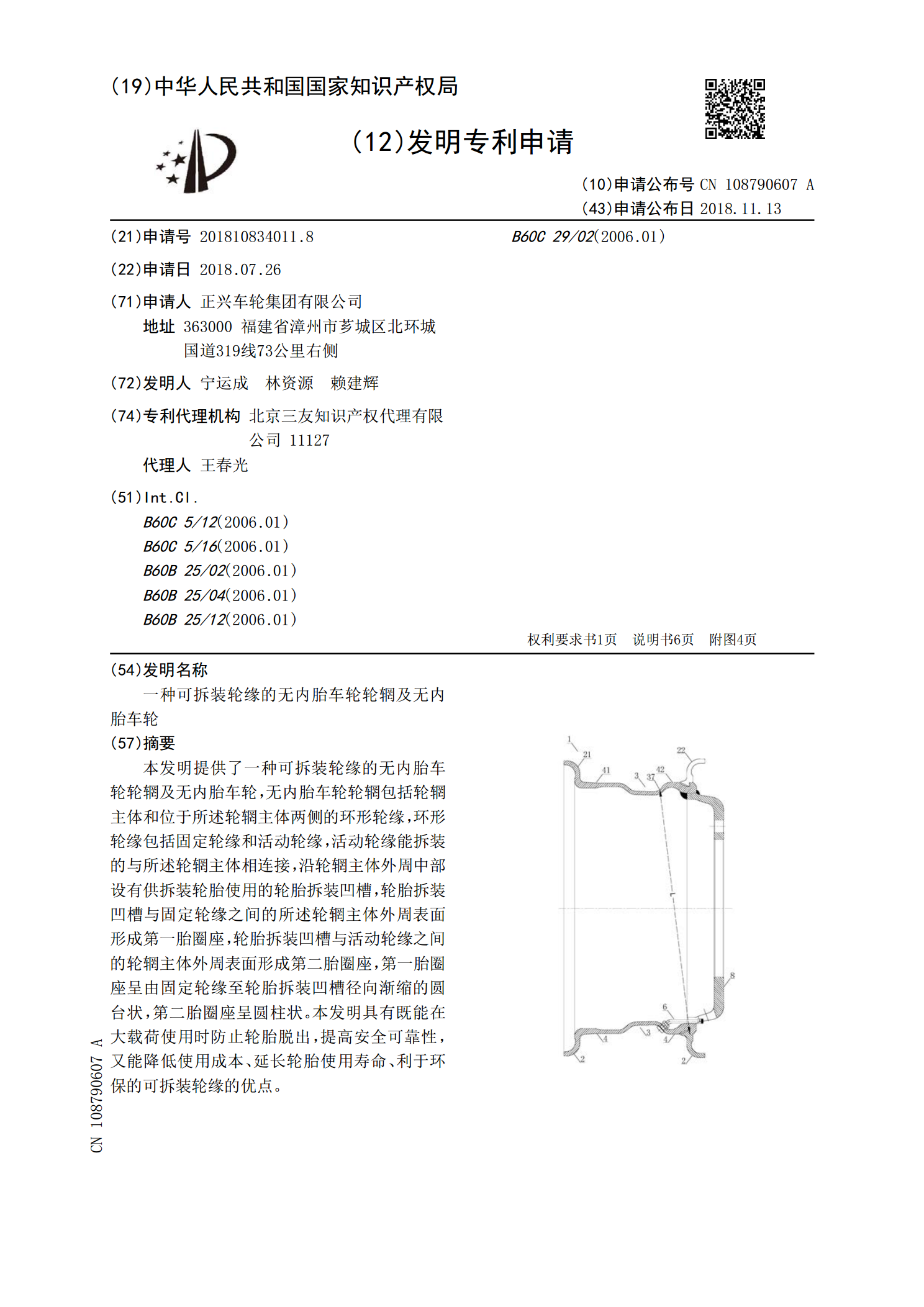
一种可拆装轮缘的无内胎车轮轮辋及无内胎车轮.pdf
本发明提供了一种可拆装轮缘的无内胎车轮轮辋及无内胎车轮,无内胎车轮轮辋包括轮辋主体和位于所述轮辋主体两侧的环形轮缘,环形轮缘包括固定轮缘和活动轮缘,活动轮缘能拆装的与所述轮辋主体相连接,沿轮辋主体外周中部设有供拆装轮胎使用的轮胎拆装凹槽,轮胎拆装凹槽与固定轮缘之间的所述轮辋主体外周表面形成第一胎圈座,轮胎拆装凹槽与活动轮缘之间的轮辋主体外周表面形成第二胎圈座,第一胎圈座呈由固定轮缘至轮胎拆装凹槽径向渐缩的圆台状,第二胎圈座呈圆柱状。本发明具有既能在大载荷使用时防止轮胎脱出,提高安全可靠性,又能降低使用成本