
物品运送装置.pdf

春岚****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

物品运送装置.pdf
本发明的物品运送装置可以快速进行运送路径的切换,设有与接受轮(13)邻接的第一供给轮(11),和设置在比所述第一供给轮更靠所述接受轮的旋转方向上游侧的第二供给轮(12),还设有切换机构(17),所述切换机构将所述第一供给轮的抓器(A)切换成把小瓶(1)转移到所述接受轮的抓器(C)的使用状态、和不干涉被接受轮的抓器保持着的物品的退避状态。在使用第一运送路径时,所述切换机构使第一供给轮的抓器成为使用状态,在使用第二运送路径时,所述切换机构使第一供给轮的抓器成为退避状态,使第一供给轮的抓器不干涉所述接受轮的抓器

运送物品的升降装置.pdf
一种运送物品的升降装置,是在老小区等地面停车场上方设带停车场的二层平台。平台前地上设带第一升降梯的轨道,该升降梯经钢绳、滑轮与设在平台前地上的筒管内的垂头连接;该升降梯设带拉手的第一插扣;轨道经支架设第一固定扣。轨道傍地上设带脚踩板的第二插扣,第一升降梯设第二固定扣。平台前面地上设梯井,梯井内壁设滑道,滑道设带脚踩阀的第二升降梯。梯井底部设与气腔连接的基础座,气腔设定位环,气腔与设在第二升降梯底部的气罐连接,气罐设减压阀和与脚踩阀连接的泄气管。基础座设气门嘴和带放气阀的放气管。平台前面地上设多个阶梯式的脚

用于运送物品的输送装置.pdf
本发明涉及一种用于运送物品(4)的输送装置,包括:可旋转地被支承的输送轮(2),该输送轮在外圆周上具有多个用于接收要被运送的物品(4)的凹部(3);入口区域(5),在该入口区域中所述物品(4)被输送给该输送轮(2);出口区域(6),在该出口区域中所述物品(4)从该输送轮(2)被导出;检验装置(8),该检验装置检验所述物品(4),以便识别废次物品;劣质品出口(7),用以排出废次物品;具有顶出元件(11)的顶出装置(10),用以将废次物品顶出到该劣质品出口(7)中;以及控制单元(9),该控制单元与该检验装置(
物品运送机器人、物品运送系统、机器人管理装置.pdf
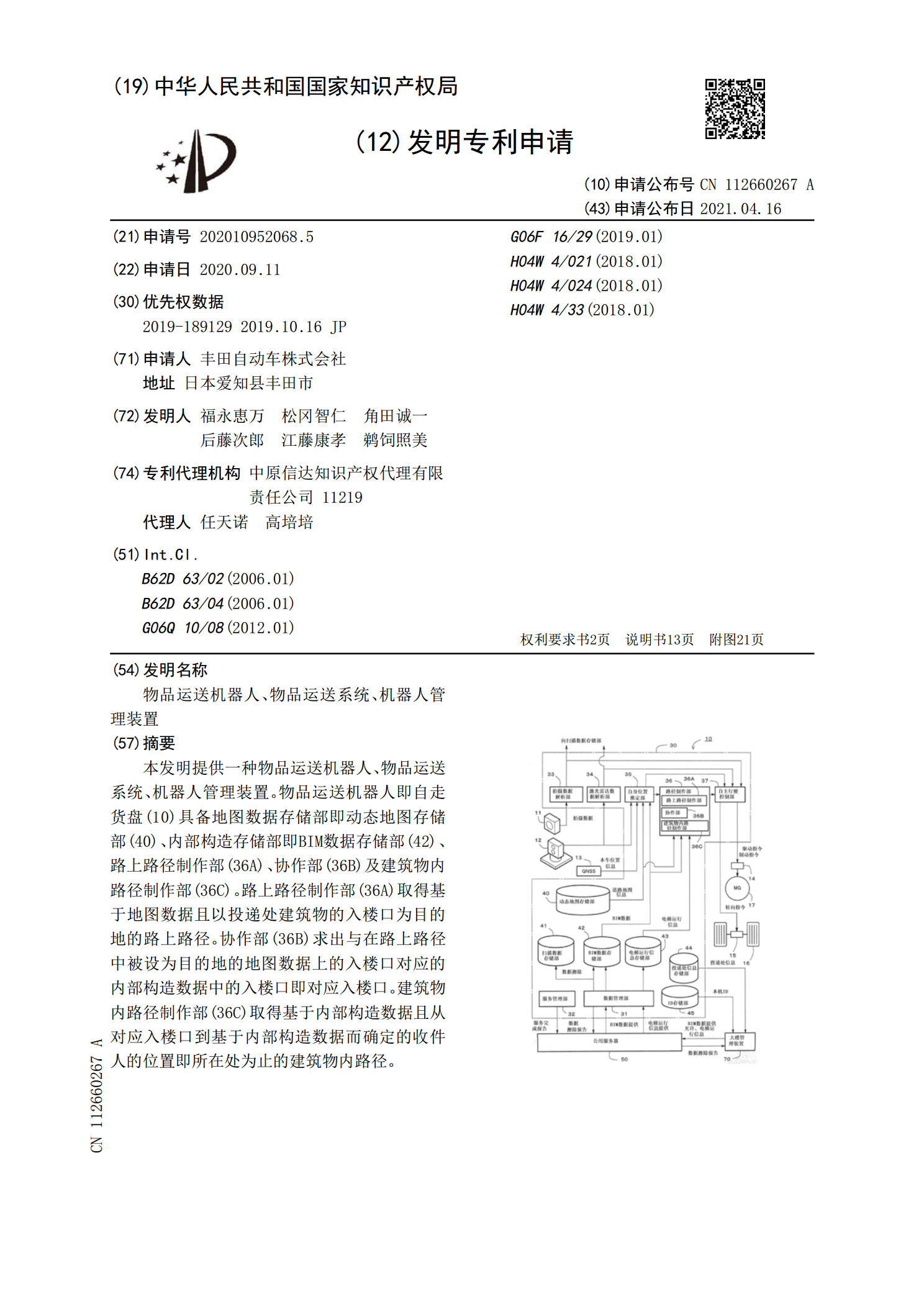
本发明提供一种物品运送机器人、物品运送系统、机器人管理装置。物品运送机器人即自走货盘(10)具备地图数据存储部即动态地图存储部(40)、内部构造存储部即BIM数据存储部(42)、路上路径制作部(36A)、协作部(36B)及建筑物内路径制作部(36C)。路上路径制作部(36A)取得基于地图数据且以投递处建筑物的入楼口为目的地的路上路径。协作部(36B)求出与在路上路径中被设为目的地的地图数据上的入楼口对应的内部构造数据中的入楼口即对应入楼口。建筑物内路径制作部(36C)取得基于内部构造数据且从对应入楼口到基
一种机舱内物品运送装置.pdf
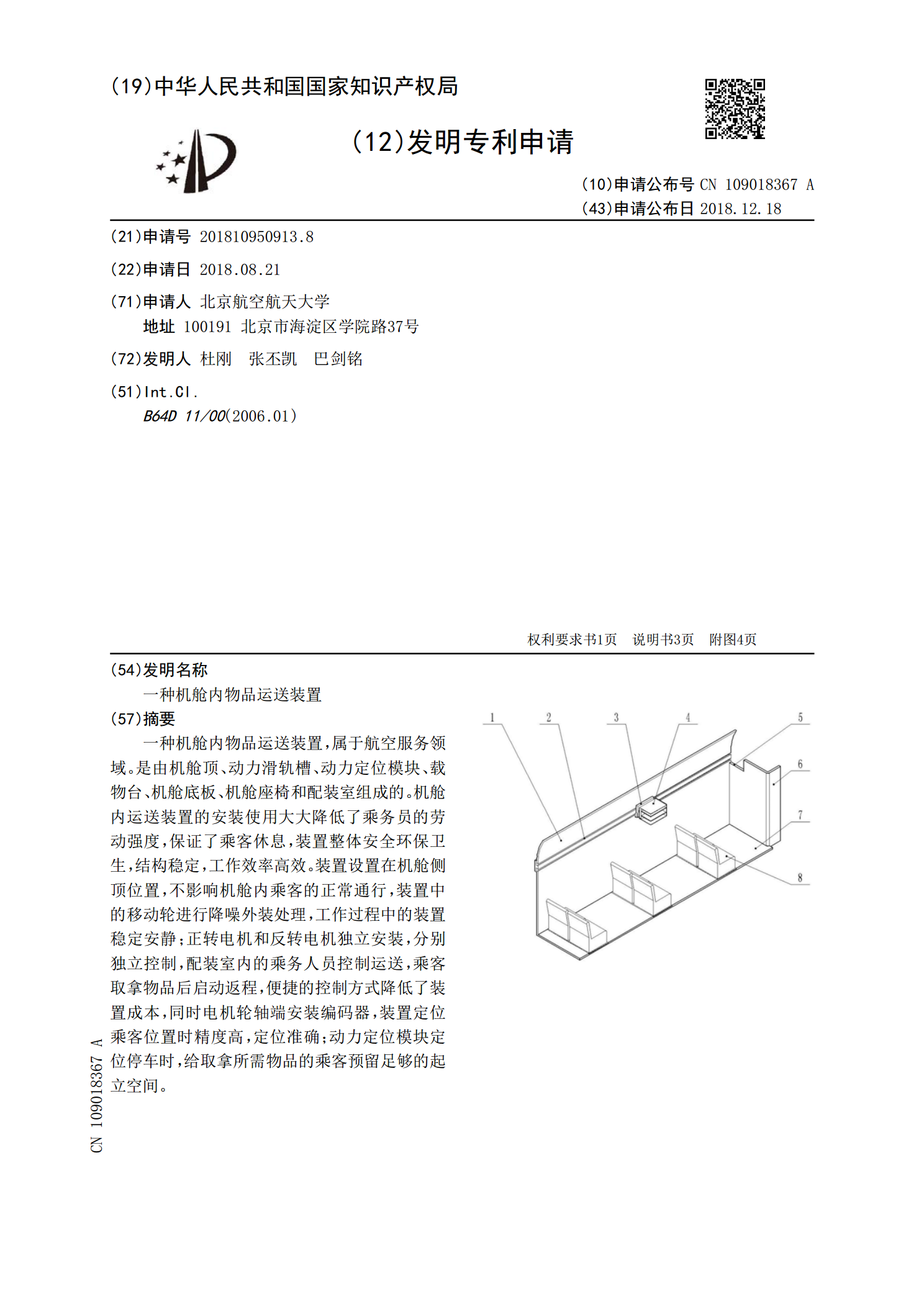
一种机舱内物品运送装置,属于航空服务领域。是由机舱顶、动力滑轨槽、动力定位模块、载物台、机舱底板、机舱座椅和配装室组成的。机舱内运送装置的安装使用大大降低了乘务员的劳动强度,保证了乘客休息,装置整体安全环保卫生,结构稳定,工作效率高效。装置设置在机舱侧顶位置,不影响机舱内乘客的正常通行,装置中的移动轮进行降噪外装处理,工作过程中的装置稳定安静;正转电机和反转电机独立安装,分别独立控制,配装室内的乘务人员控制运送,乘客取拿物品后启动返程,便捷的控制方式降低了装置成本,同时电机轮轴端安装编码器,装置定位乘客位