
钢管自动切割装置.pdf

是你****平呀


1/7

2/7
3/7
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钢管自动切割装置.pdf
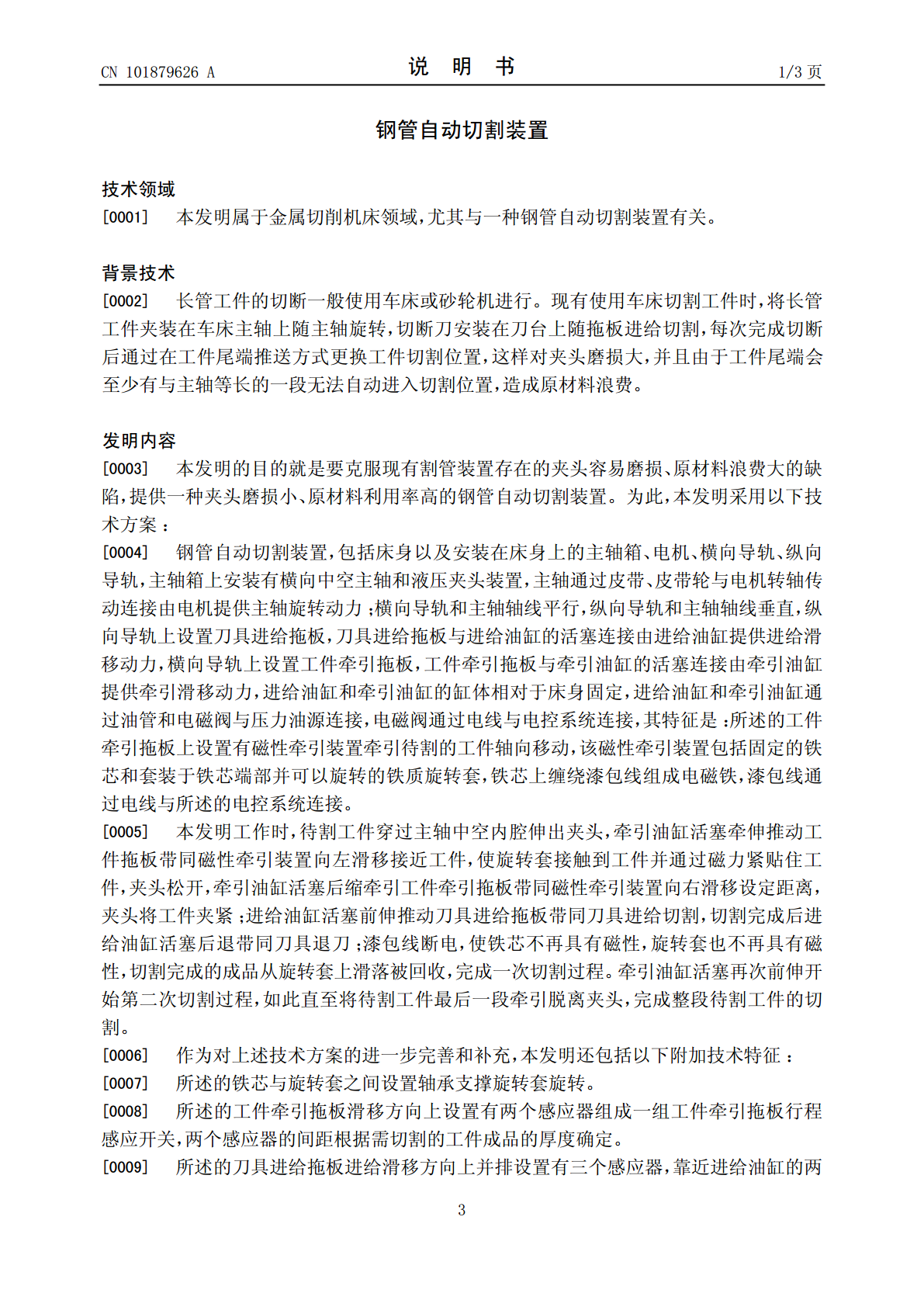
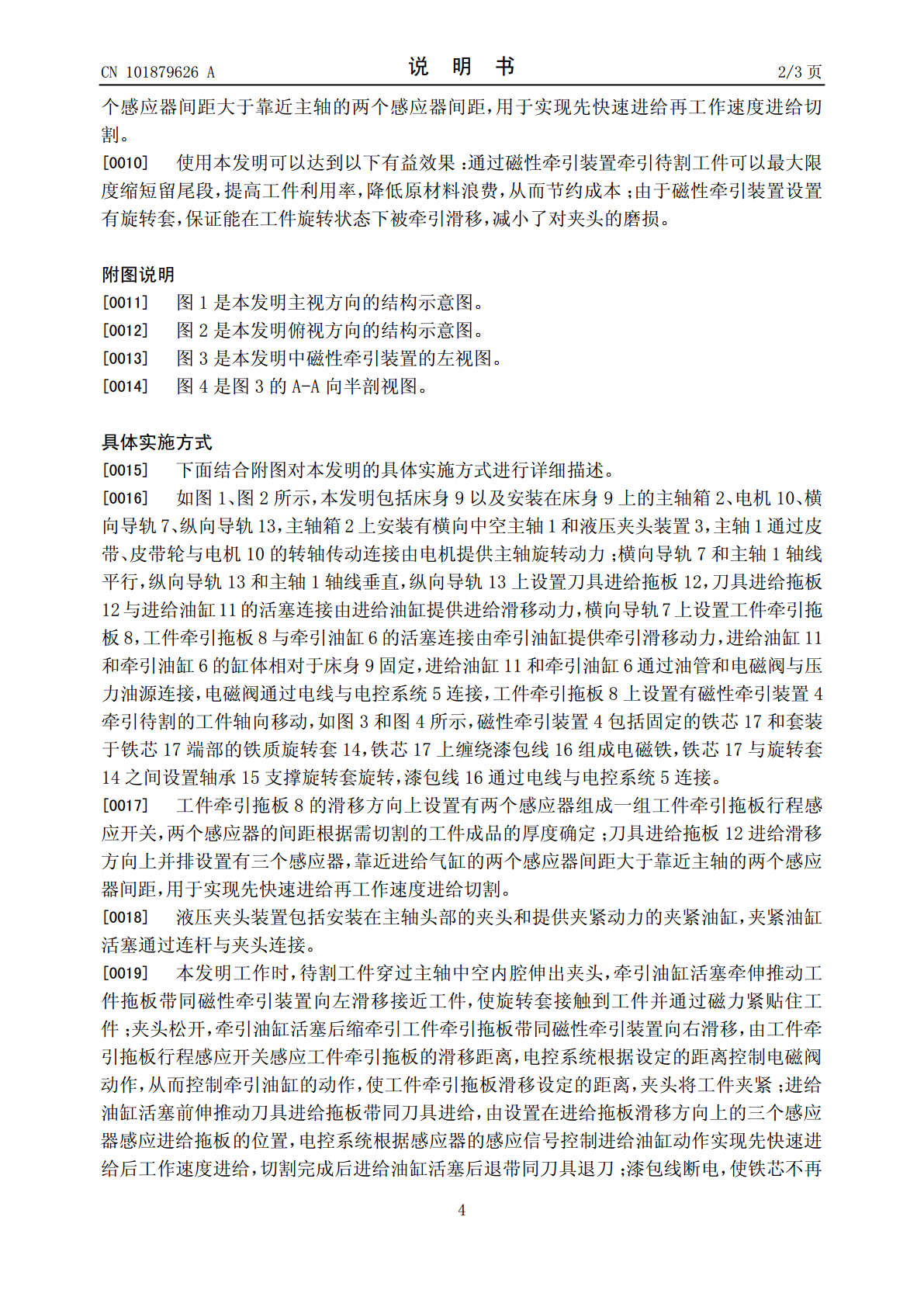
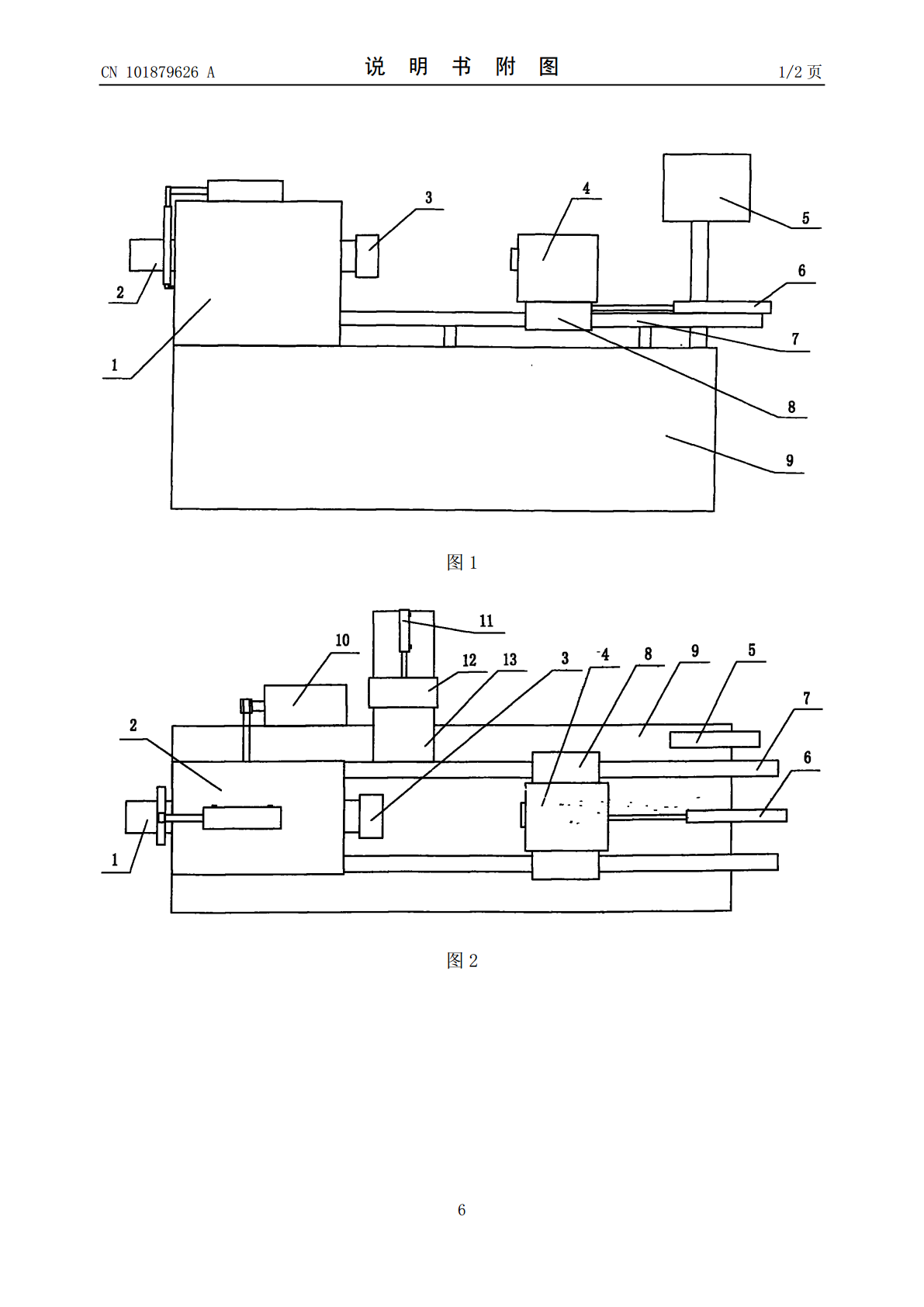
钢管自动切割装置,属于金属切削机床领域。现有割管装置存在夹头容易磨损、原材料浪费大的缺陷。本发明包括床身以及安装在床身上的主轴箱、电机、横向导轨、纵向导轨,主轴箱上安装有中空主轴和液压夹头装置,主轴通过皮带、皮带轮与电机转轴传动连接;纵向导轨上设置刀具进给拖板,刀具进给拖板与进给油缸活塞连接,横向导轨上设置工件牵引拖板,工件牵引拖板与牵引油缸活塞连接,进给油缸和牵引油缸缸体相对于床身固定并通过油管和电磁阀与压力油源连接,电磁阀通过电线与电控系统连接,工件牵引拖板上设置有磁性牵引装置,通过磁性牵引装置牵引处

一种自动切割钢管装置.pdf
一种自动切割钢管装置,由上料支架、主支架、推进气缸、导杆、直线轴承、包装支持架、包装支架、出料支架、锯床、推板、推进气缸支架、槽钢底板、翻料气缸支架、电机主链轮、电机、翻料杆轴承底板、翻料气缸、翻料气缸连接件、翻料板、翻料气缸底座、翻料杆、翻料杆轴承、双链轮、传送辊轴承、传送辊、压紧头、压紧气缸固定板、压紧气缸、上料挡垫、金属传感器组成,其特征在于:上料支架在主支架前面,主支架上是锯床、传送辊推进装置及翻料装置,主支架后面是出料支架及包装支架。该装置能够通过传感器自动识别钢管是否滚落到位,一次切割两根钢管
一种液压固定切割的自动钢管切割装置.pdf
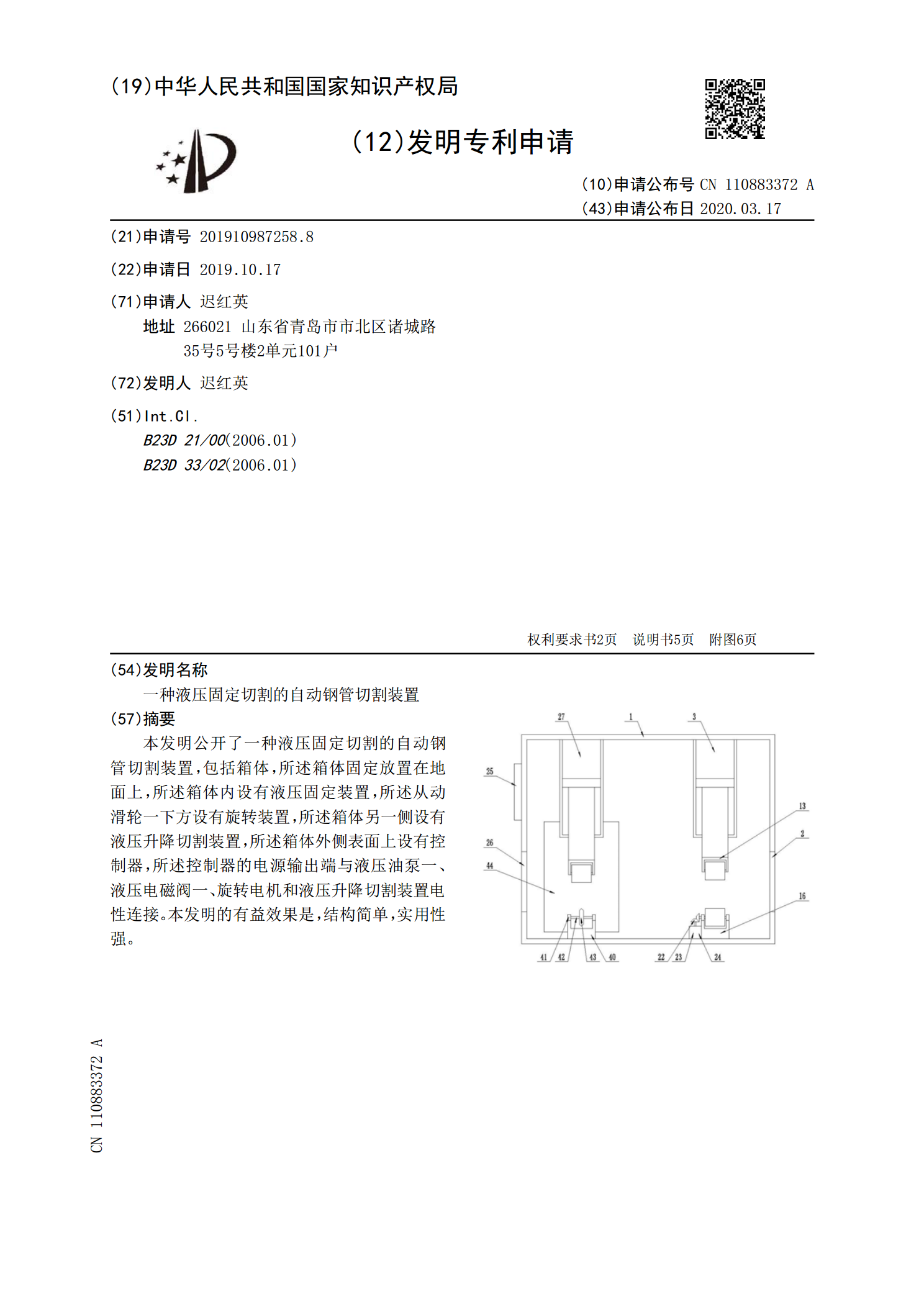
本发明公开了一种液压固定切割的自动钢管切割装置,包括箱体,所述箱体固定放置在地面上,所述箱体内设有液压固定装置,所述从动滑轮一下方设有旋转装置,所述箱体另一侧设有液压升降切割装置,所述箱体外侧表面上设有控制器,所述控制器的电源输出端与液压油泵一、液压电磁阀一、旋转电机和液压升降切割装置电性连接。本发明的有益效果是,结构简单,实用性强。
一种钢管自动切割装置.pdf
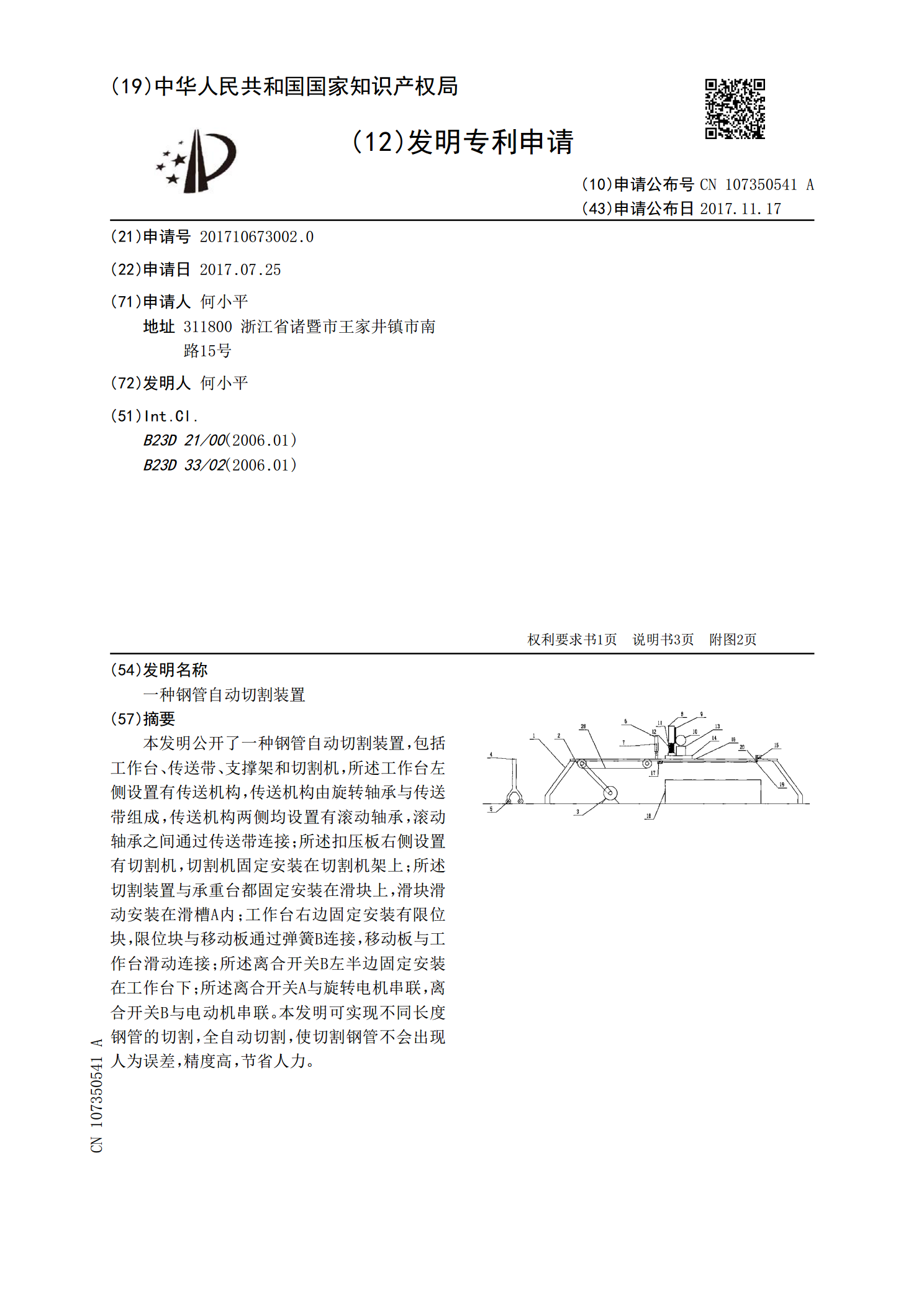
本发明公开了一种钢管自动切割装置,包括工作台、传送带、支撑架和切割机,所述工作台左侧设置有传送机构,传送机构由旋转轴承与传送带组成,传送机构两侧均设置有滚动轴承,滚动轴承之间通过传送带连接;所述扣压板右侧设置有切割机,切割机固定安装在切割机架上;所述切割装置与承重台都固定安装在滑块上,滑块滑动安装在滑槽A内;工作台右边固定安装有限位块,限位块与移动板通过弹簧B连接,移动板与工作台滑动连接;所述离合开关B左半边固定安装在工作台下;所述离合开关A与旋转电机串联,离合开关B与电动机串联。本发明可实现不同长度钢管
一种自动上料的钢管切割装置.pdf
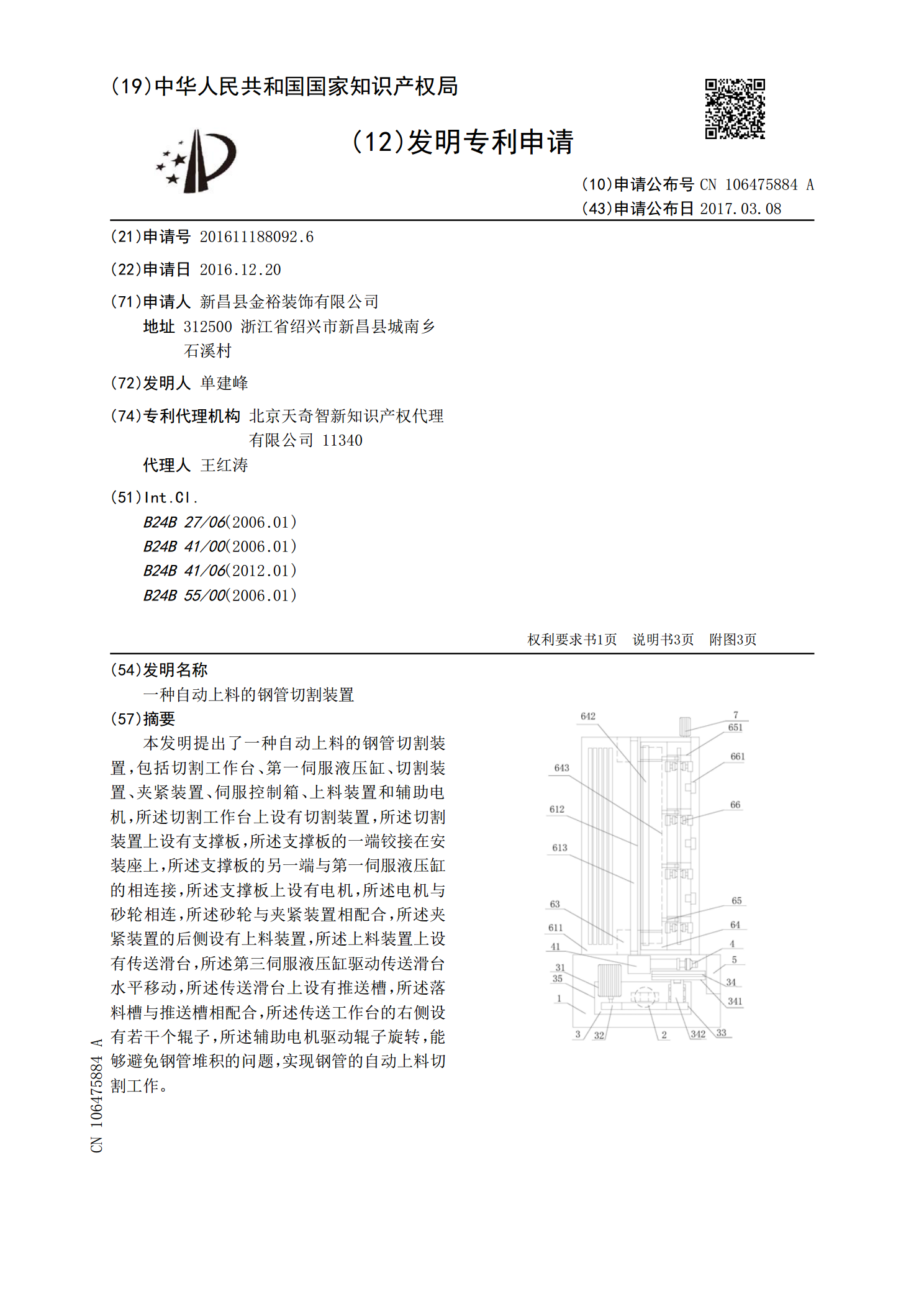
本发明提出了一种自动上料的钢管切割装置,包括切割工作台、第一伺服液压缸、切割装置、夹紧装置、伺服控制箱、上料装置和辅助电机,所述切割工作台上设有切割装置,所述切割装置上设有支撑板,所述支撑板的一端铰接在安装座上,所述支撑板的另一端与第一伺服液压缸的相连接,所述支撑板上设有电机,所述电机与砂轮相连,所述砂轮与夹紧装置相配合,所述夹紧装置的后侧设有上料装置,所述上料装置上设有传送滑台,所述第三伺服液压缸驱动传送滑台水平移动,所述传送滑台上设有推送槽,所述落料槽与推送槽相配合,所述传送工作台的右侧设有若干个辊子