
大型焊接齿轮及其加工工艺方法.pdf

猫巷****傲柏


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大型焊接齿轮及其加工工艺方法.pdf
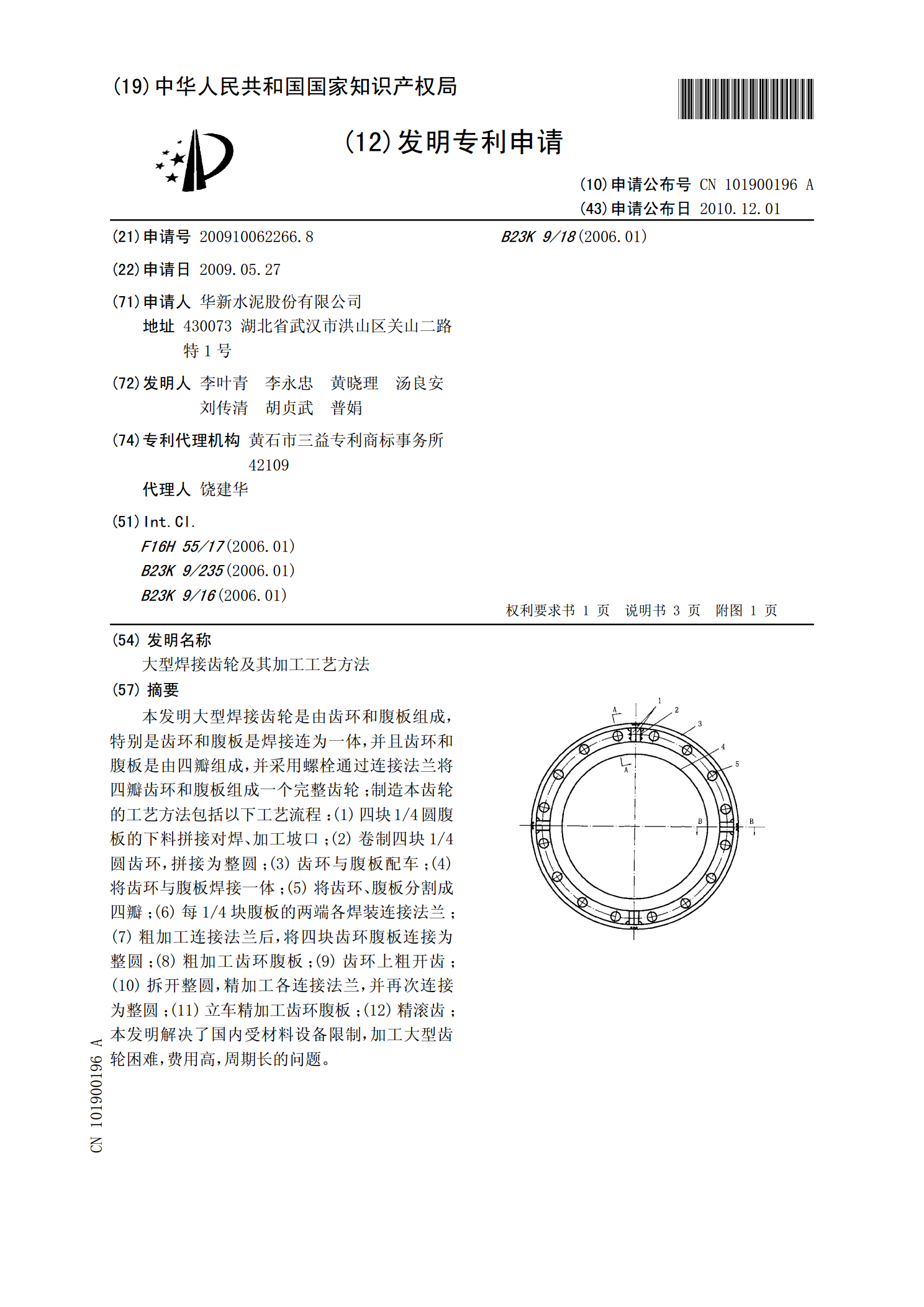
本发明大型焊接齿轮是由齿环和腹板组成,特别是齿环和腹板是焊接连为一体,并且齿环和腹板是由四瓣组成,并采用螺栓通过连接法兰将四瓣齿环和腹板组成一个完整齿轮;制造本齿轮的工艺方法包括以下工艺流程:(1)四块1/4圆腹板的下料拼接对焊、加工坡口;(2)卷制四块1/4圆齿环,拼接为整圆;(3)齿环与腹板配车;(4)将齿环与腹板焊接一体;(5)将齿环、腹板分割成四瓣;(6)每1/4块腹板的两端各焊装连接法兰;(7)粗加工连接法兰后,将四块齿环腹板连接为整圆;(8)粗加工齿环腹板;(9)齿环上粗开齿;(10)拆开整圆

一种大型焊接齿轮的加工工艺.pdf
本发明公开了一种大型焊接齿轮的加工工艺,具体包括以下步骤:步骤1:齿坯初步机械加工,步骤2:毛坯预备热处理,步骤3:齿轮齿形的初步加工,步骤4:齿轮齿形的车削加工,步骤5:齿轮各部件的焊接,步骤6:齿轮剃齿、滚齿精加工,步骤7:齿轮的二次热处理,本发明涉及齿轮技术领域。该大型焊接齿轮的加工工艺,通过步骤5的设置,使得齿轮在焊接时对焊接部位进行预加热并且进行保温,预加热后,齿轮的整体性能较常温状态更加活泼,焊接时焊点能够完全加热融合,达到最佳焊接状态,并且焊接时采用二氧化碳进行焊接保护,有效避免空气对焊点进

大型齿轮焊接工艺研究.docx
大型齿轮焊接工艺研究一、引言大型齿轮是重要的机械传动部件,在各种工业行业中广泛应用。对于大型齿轮的制造,焊接是其中一个非常重要的工艺。与传统的加工方法相比,齿轮的焊接可以更好地满足各种实际需求,提高生产效率和降低生产成本。本文旨在深入探讨大型齿轮焊接工艺的研究现状及其未来发展趋势。二、大型齿轮焊接工艺研究现状1.焊接材料的选择在大型齿轮焊接工艺中,合适的焊接材料选择至关重要。一般来说,焊接材料的选择应该依据工作温度、硬度、热处理和机械性能等指标。常见的焊接材料有铜、铁、钢等金属制成的合金,其中钢具有较高的

工字齿轮模具及其加工工艺方法.pdf
本发明涉及一种工字齿轮模具及其加工工艺方法,上模板与定位销相连接,定位销与压头上工作台连接,上垫板与上模板及垫板相连接,将上模装入上模套与垫板相连接后用上压圈及方头螺钉、螺母、垫圈把上模外套紧固,下模板用方头螺钉与下工作台紧固,将下垫板装入下模板内,再将下模及下模内芯与下模外套相连,用下压圈与方头螺钉、螺母、垫圈把下模外套紧固,将坯料放入下模内,再将分模内芯放入。其加工工艺方法:1)将制好的坯料放入下模内;2)将分模模芯放入下模与坯料之间;3)压头带动上模座向下,锻打;4)成型后,顶出杆将锻件顶出,取出锻

大型齿轮加工方法.docx
大型齿轮加工方法一、引言近年来,随着工业技术水平的不断提高,齿轮作为传动器件得到广泛应用,如机床、机械、汽车、飞机等领域都需要用到齿轮。而其中大型齿轮作为一种重要的机械零件,具有承载重量大、传动力矩大等特点,因此其加工过程也非常重要。本文主要介绍大型齿轮加工方法。二、大型齿轮加工方法介绍(1)蜗杆加工法蜗杆是一种非常常见的齿轮,它与蜗轮配合使用,可实现减速传动。在大型齿轮加工过程中,蜗杆加工法是常用的一种方法。蜗杆加工法分为两种方式:单头车削法和双头车削法,其中单头车削法通常用于直径较小的蜗杆的加工,而双