
一种扇形板毛坯的落料方法.pdf

听云****君哇


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种扇形板毛坯的落料方法.pdf
一种扇形板毛坯的落料方法,扇形板横截面的外轮廓尺寸为:外圆圆弧半径为r;外圆圆弧角度为θ,θ大于90°;径向最大厚度为t;先制作中空圆柱体型材,该中空圆柱体型材的外圆半径R大于或等于的值,式中r为扇形板横截面的外圆圆弧半径,α等于(θ-90°)÷2的值;中空圆柱体型材的壁厚大于或等于扇形板横截面的径向最大厚度t;再沿中空圆柱体型材的轴向进行切割,将中空圆柱体型材的圆周分割成四等份。本方案提供了一种在同一中空圆柱体型材上剖分出四块圆弧角大于90°的扇形板毛坯,而又不发生干涉的方法,从而节省了原材料,提高了生
一种铸件毛坯分离落料管.pdf
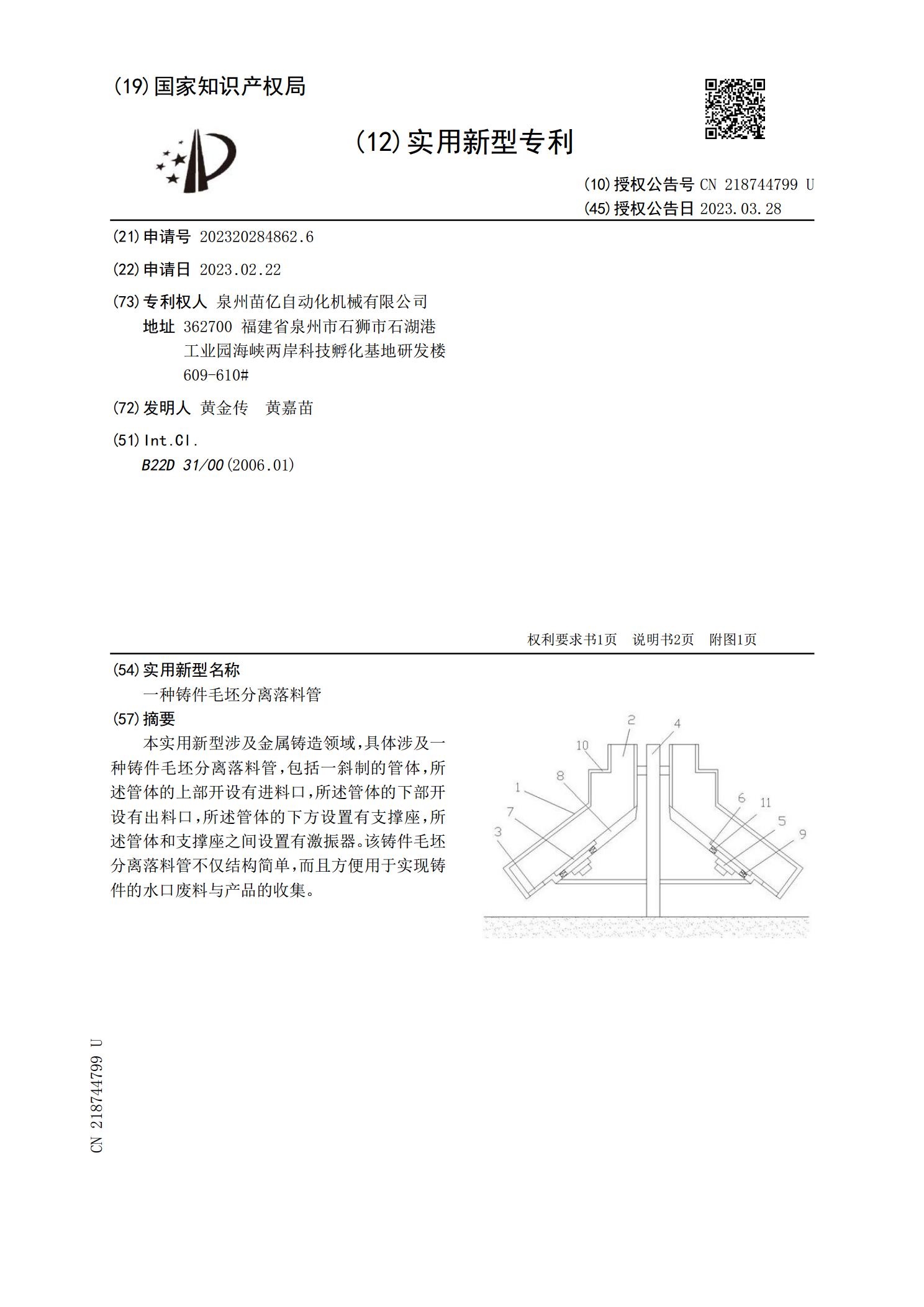
本实用新型涉及金属铸造领域,具体涉及一种铸件毛坯分离落料管,包括一斜制的管体,所述管体的上部开设有进料口,所述管体的下部开设有出料口,所述管体的下方设置有支撑座,所述管体和支撑座之间设置有激振器。该铸件毛坯分离落料管不仅结构简单,而且方便用于实现铸件的水口废料与产品的收集。

一种均匀落料系统及落料方法.pdf
本发明公开了一种均匀落料系统及其使用方法,分装机构,分装机构包括支撑架,支撑架上方设置有上输送带,上输送带包括第一上输送带和第二上输送带,第一上输送带上方设置有漏斗,第一上输送带和第二上输送带相互配合使上输送带上表面形成一个平面,第一上输送带内设置有振动器,第二上输送带右端设置有红外线检测装置;上输送带下方设置有下输送带,下输送带高度和托盘出口高度相适配,下输送带用于输送托盘,支撑架右端连接有第二推杆电机,第二推杆电机设置在下输送带的一侧用于限制托盘运动;下输送带的速度大于上输送带的速度。本发明操作简单,

一种芯板自动落料装置.pdf
本发明涉及一种芯板自动落料装置,属于校平机构技术领域,包括承料架和放料机构,放料机构设置于承料架的下方,所述承料架包括定板、动板、长定位卡爪、短定位卡爪和卡料爪,定板通过立柱固定在面板的上方,定板上开设有动板槽,定板的下侧铰接安装有转板,转板与动板固定连接,动板能够转入动板槽内;所述放料装置包括放料底板、放料气缸、放料支架和滚轮,放料底板固定在底板上,放料气缸的输出轴与放料支架固定连接,滚轮转动安装在放料支架上,滚轮能够相对于动板移动,同时动板相对于定板转动。本发明的优点在于:整个过程不需要人工上料,气缸

一种栈板自动落料机.pdf
本发明公开了一种栈板自动落料机,包括机架,所述机架上的顶部的两侧和底部的两侧均设有两组升降链轮,所述机架顶部和底部的升降链轮之间设有升降链条,所述升降链轮连接有驱动机构,所述升降链条上设有提升板,所述提升板上转动连接有转动板,所述提升板上铰接有气缸,所述气缸的活塞杆与转动板的偏心处转动连接,所述转动板的一侧铰接有插板,所述插板的底部与提升板部分抵触,所述栈板伸入栈板插槽的长度小于栈板插槽的高度,本发明提供了一种安全性高的栈板自动落料机。