
电磁感应加热辅助随焊冲击碾压焊缝整形装置.pdf

阳炎****找我


1/9
2/9

3/9
4/9

5/9
6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

电磁感应加热辅助随焊冲击碾压焊缝整形装置.pdf
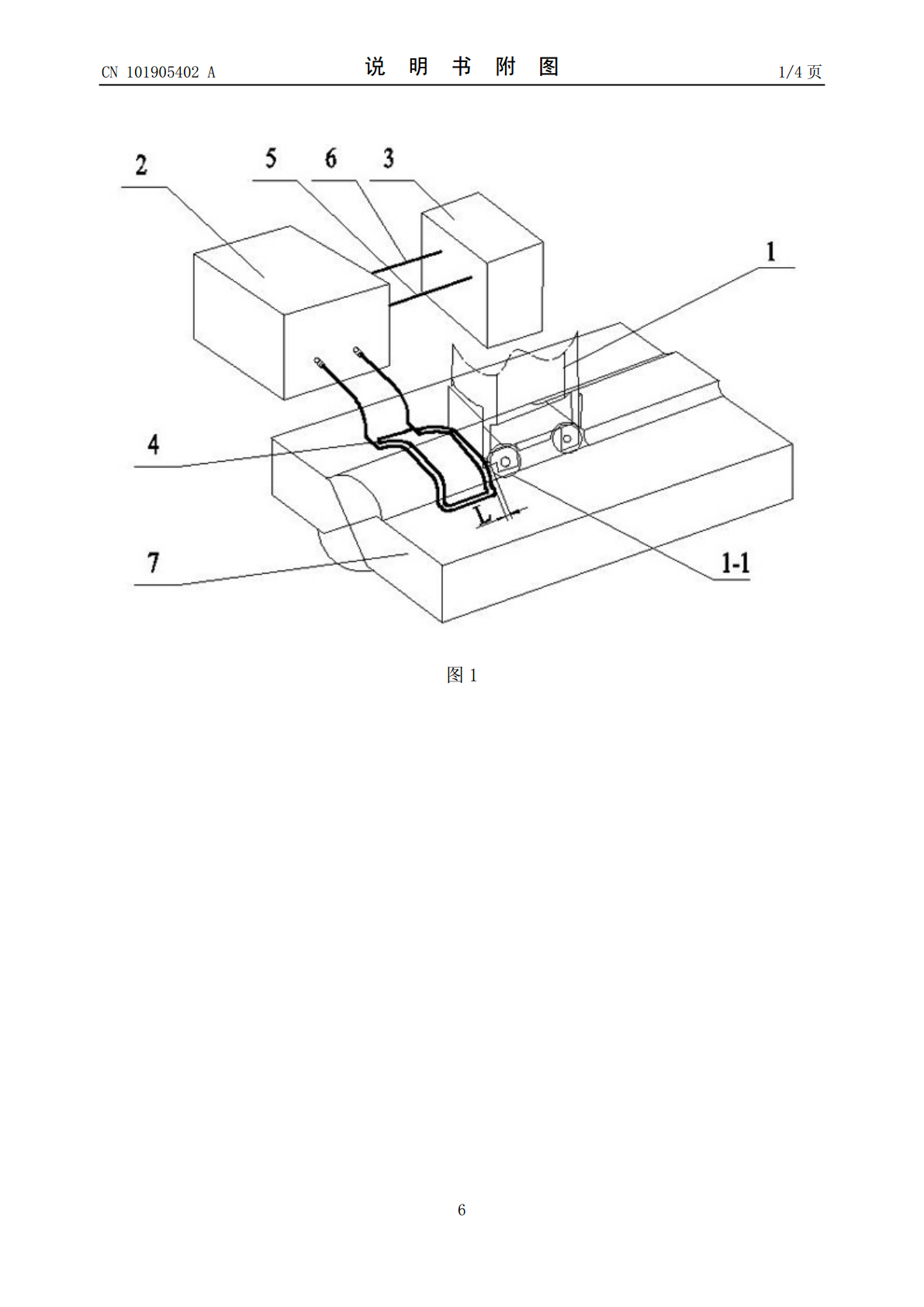
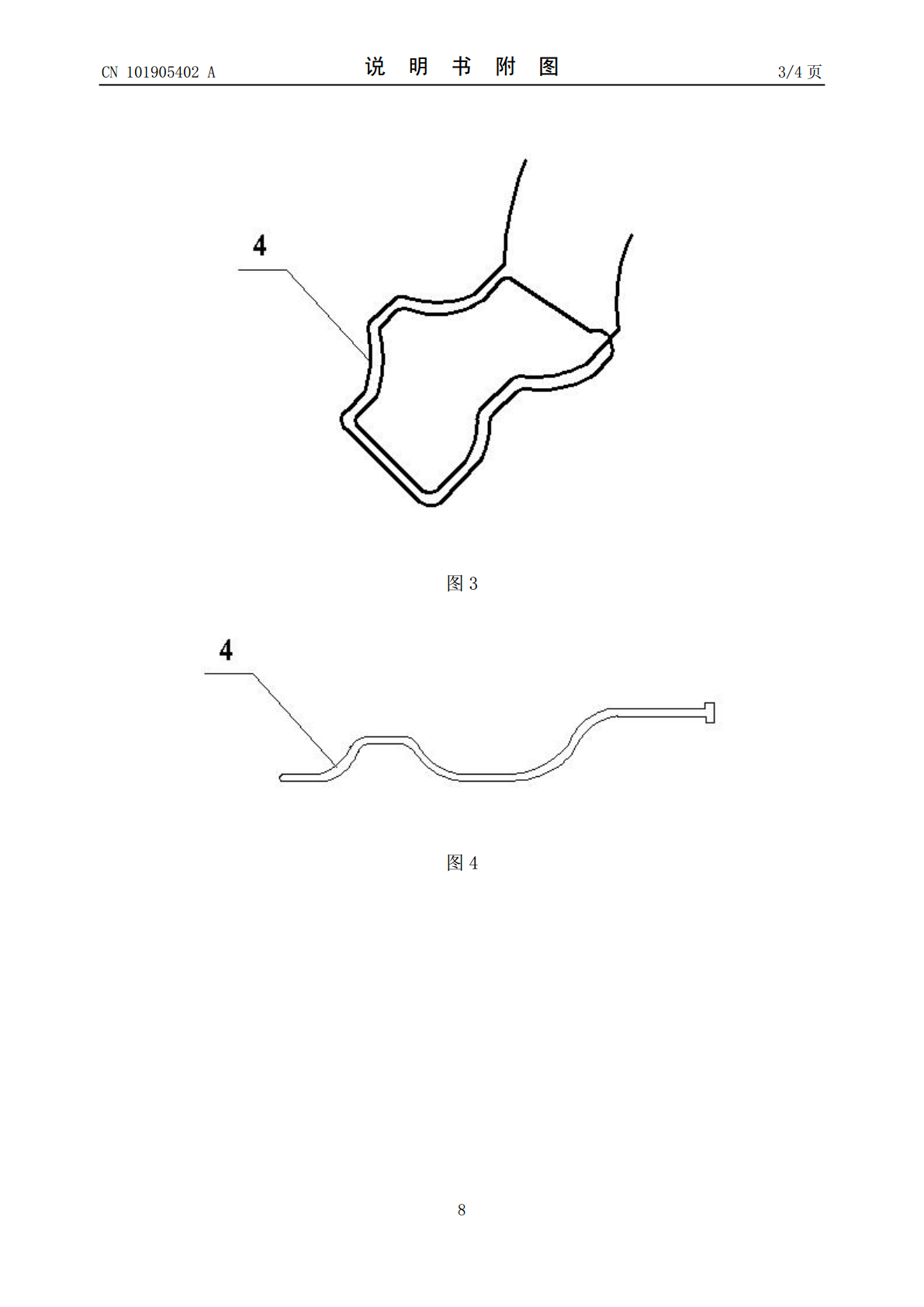
电磁感应加热辅助随焊冲击碾压焊缝整形装置,它涉及一种随焊焊缝整形装置。本发明解决了现有的焊接电弧作用于焊缝中心,导致焊缝中心区域温度较高,焊趾部位温度相对较低,不利于塑性成形的问题。本发明的冷却水系统的出水口与中频感应加热设备的进水口相连,冷却水系统的进水口与中频感应加热设备的出水口相连,中频感应加热设备的导电嘴与感应加热线圈密封连接,感应加热线圈的形状为高强钢低匹配等承载焊接接头的仿形,感应加热线圈悬于工件的焊缝的上方,感应加热线圈与工件的焊缝之间的距离为0.05mm-0.5mm,感应加热线圈与焊缝整形
一种焊接接头随焊冲击碾压焊缝整形装置.pdf
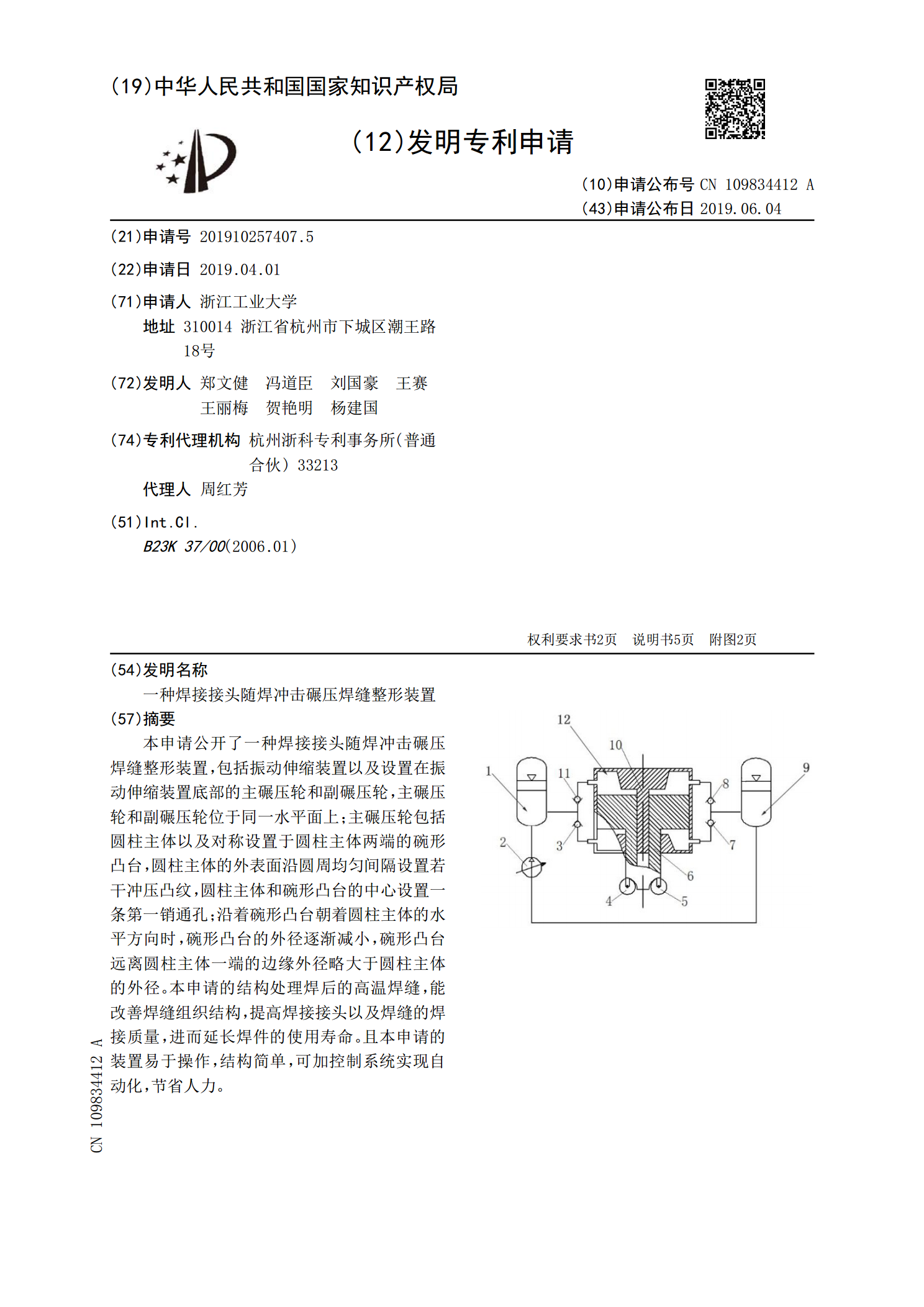
本申请公开了一种焊接接头随焊冲击碾压焊缝整形装置,包括振动伸缩装置以及设置在振动伸缩装置底部的主碾压轮和副碾压轮,主碾压轮和副碾压轮位于同一水平面上;主碾压轮包括圆柱主体以及对称设置于圆柱主体两端的碗形凸台,圆柱主体的外表面沿圆周均匀间隔设置若干冲压凸纹,圆柱主体和碗形凸台的中心设置一条第一销通孔;沿着碗形凸台朝着圆柱主体的水平方向时,碗形凸台的外径逐渐减小,碗形凸台远离圆柱主体一端的边缘外径略大于圆柱主体的外径。本申请的结构处理焊后的高温焊缝,能改善焊缝组织结构,提高焊接接头以及焊缝的焊接质量,进而延长

高强钢低匹配等承载焊接接头随焊冲击碾压焊缝整形装置.pdf
高强钢低匹配等承载焊接接头随焊冲击碾压焊缝整形装置,它涉及一种焊缝整形装置。本发明解决了机械加工焊缝整形存在的对工件进行重复装夹,费时费力,不利于推广,焊后机械加工过程增加焊缝表面微裂纹对承受动载的构件产生不利影响的问题。本发明的空气锤的锤头与冲击杆的上端固定连接,导向套的下端安装在碾压轮导向架的台肩孔内,碾压轮支座设置在碾压轮导向架的安装孔内,冲击杆与碾压轮支座通过冲击杆轴连接,前碾压轮和后碾压轮前后并列设置,前碾压轮通过一个轴销与碾压轮导向架上相应的一对第二纵向长圆孔连接,后碾压轮通过剩余的一个轴销与
焊接用冲击碾压机头及随焊装置.pdf
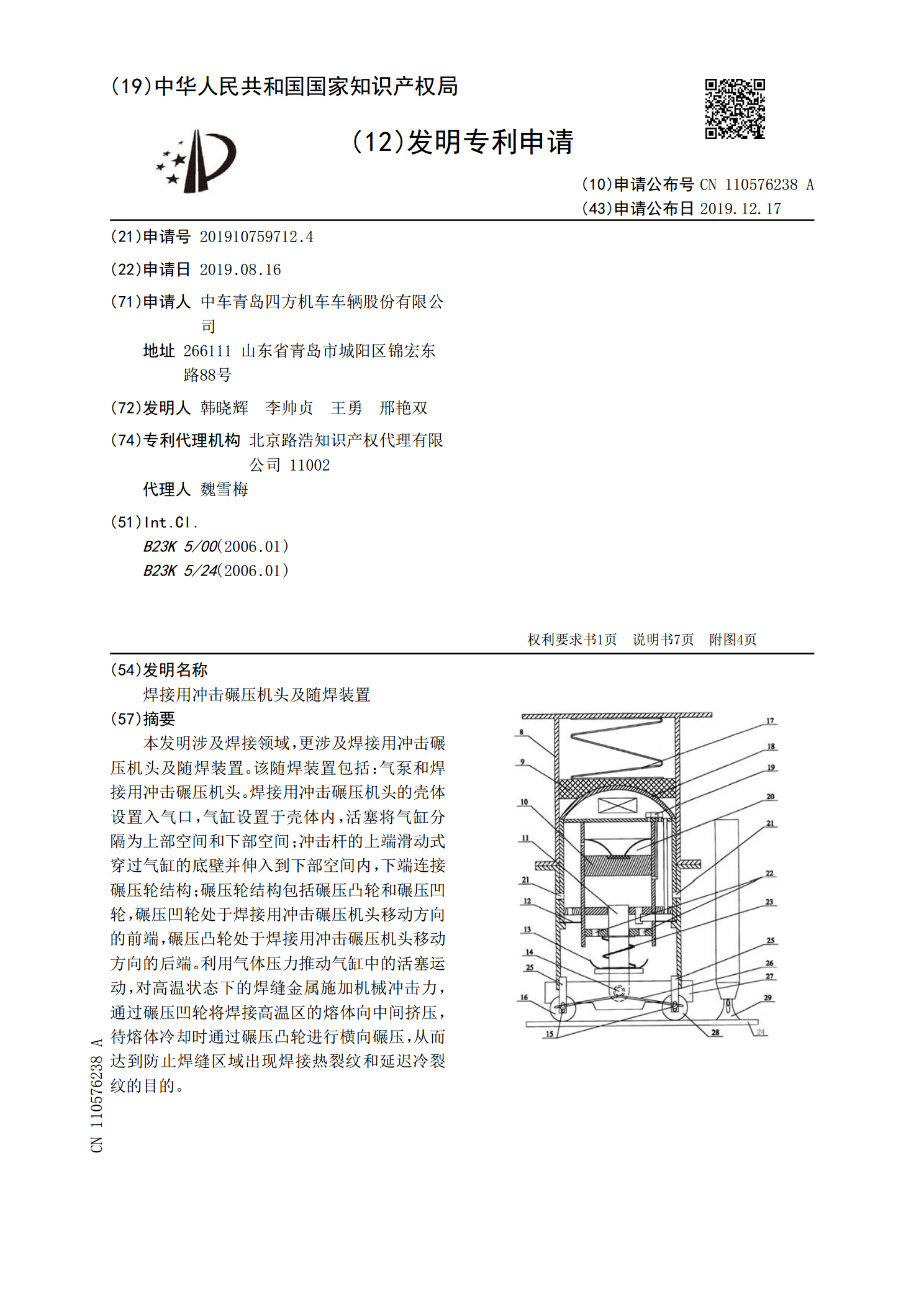
本发明涉及焊接领域,更涉及焊接用冲击碾压机头及随焊装置。该随焊装置包括:气泵和焊接用冲击碾压机头。焊接用冲击碾压机头的壳体设置入气口,气缸设置于壳体内,活塞将气缸分隔为上部空间和下部空间;冲击杆的上端滑动式穿过气缸的底壁并伸入到下部空间内,下端连接碾压轮结构;碾压轮结构包括碾压凸轮和碾压凹轮,碾压凹轮处于焊接用冲击碾压机头移动方向的前端,碾压凸轮处于焊接用冲击碾压机头移动方向的后端。利用气体压力推动气缸中的活塞运动,对高温状态下的焊缝金属施加机械冲击力,通过碾压凹轮将焊接高温区的熔体向中间挤压,待熔体冷却
用于随焊冲击旋转挤压装置上的曲面冲击头.pdf
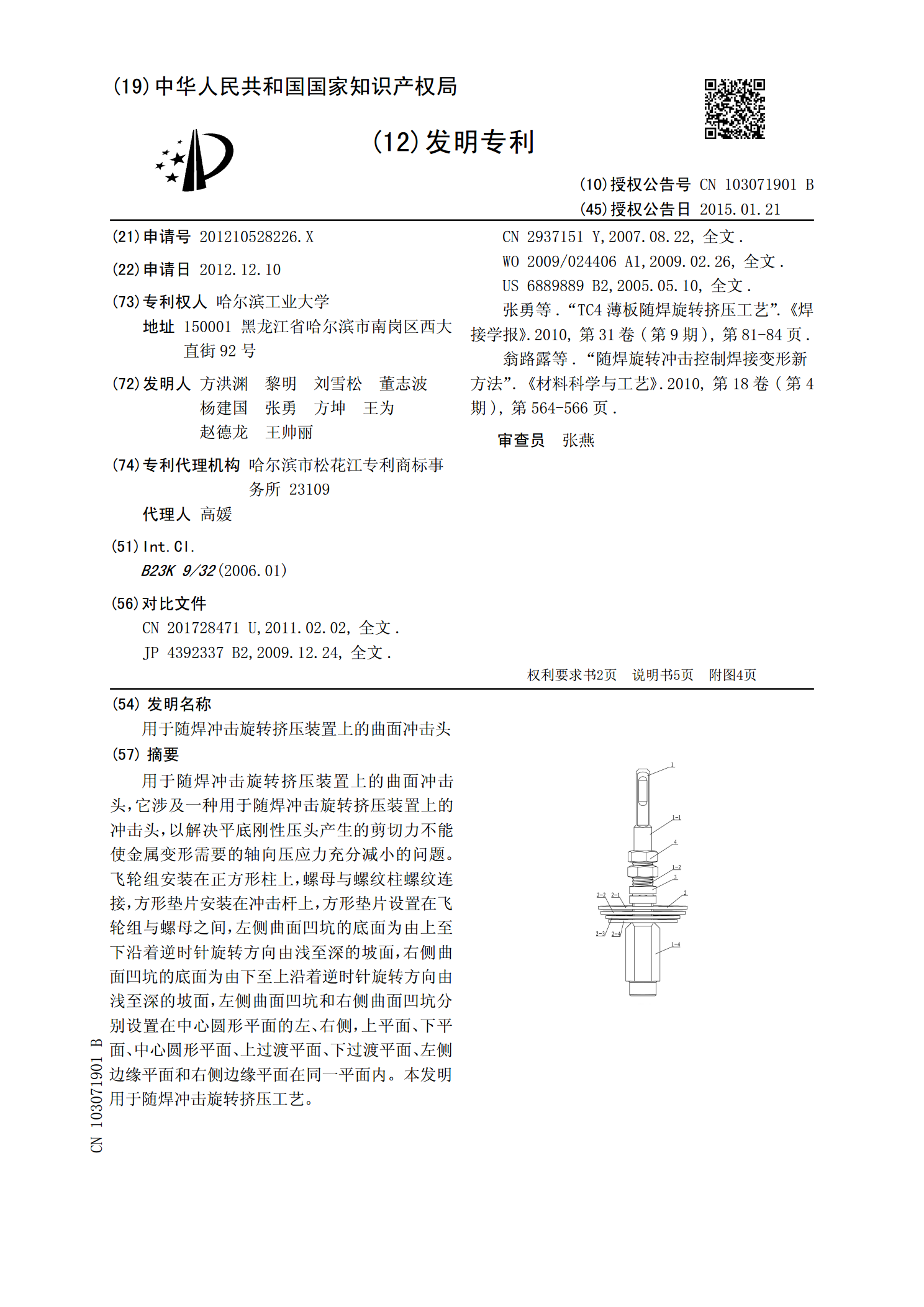
用于随焊冲击旋转挤压装置上的曲面冲击头,它涉及一种用于随焊冲击旋转挤压装置上的冲击头,以解决平底刚性压头产生的剪切力不能使金属变形需要的轴向压应力充分减小的问题。飞轮组安装在正方形柱上,螺母与螺纹柱螺纹连接,方形垫片安装在冲击杆上,方形垫片设置在飞轮组与螺母之间,左侧曲面凹坑的底面为由上至下沿着逆时针旋转方向由浅至深的坡面,右侧曲面凹坑的底面为由下至上沿着逆时针旋转方向由浅至深的坡面,左侧曲面凹坑和右侧曲面凹坑分别设置在中心圆形平面的左、右侧,上平面、下平面、中心圆形平面、上过渡平面、下过渡平面、左侧边缘