
一种激光拼焊焊缝碾压预成型组合压轮.pdf

猫巷****晓容

1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种激光拼焊焊缝碾压预成型组合压轮.pdf
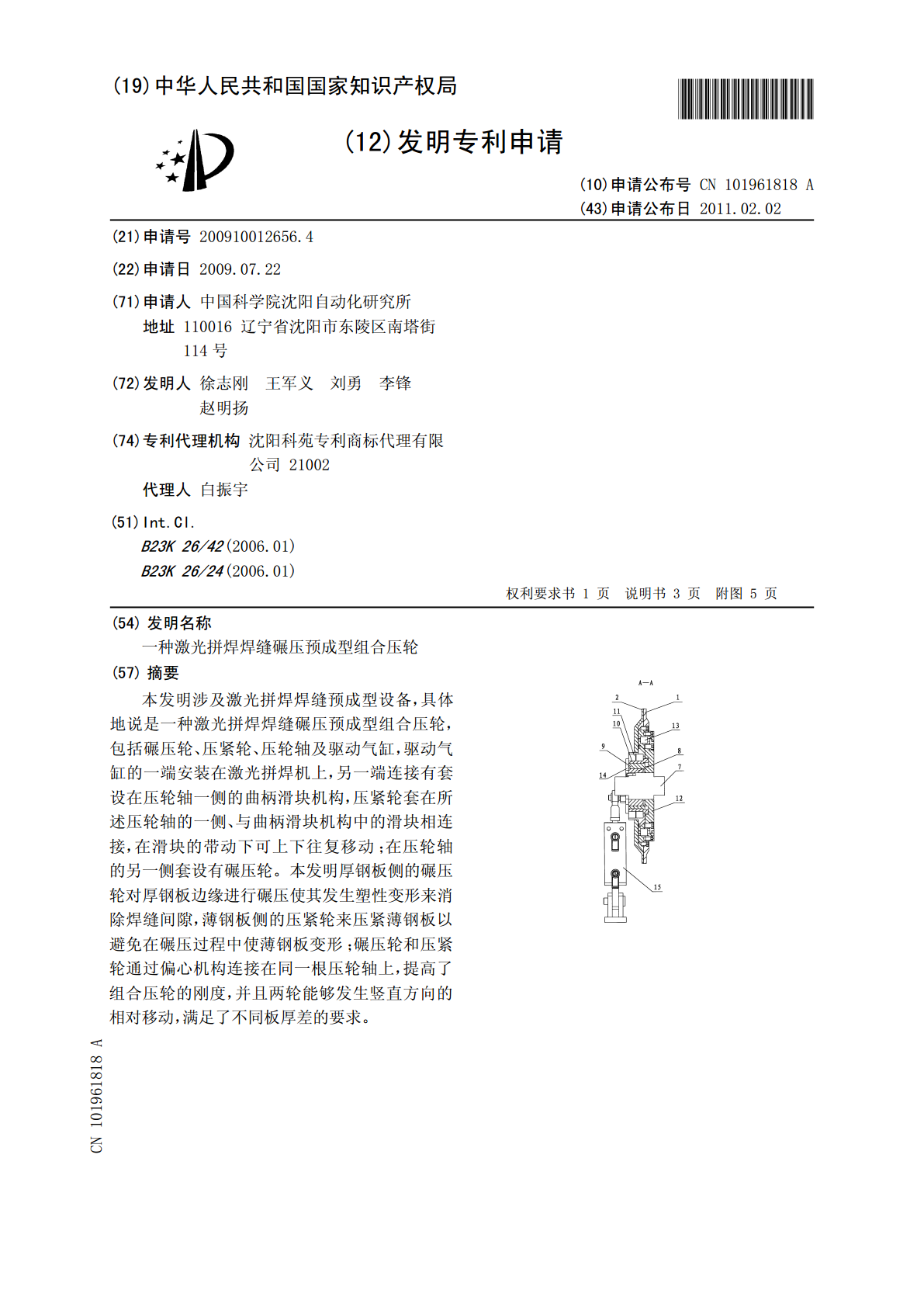
本发明涉及激光拼焊焊缝预成型设备,具体地说是一种激光拼焊焊缝碾压预成型组合压轮,包括碾压轮、压紧轮、压轮轴及驱动气缸,驱动气缸的一端安装在激光拼焊机上,另一端连接有套设在压轮轴一侧的曲柄滑块机构,压紧轮套在所述压轮轴的一侧、与曲柄滑块机构中的滑块相连接,在滑块的带动下可上下往复移动;在压轮轴的另一侧套设有碾压轮。本发明厚钢板侧的碾压轮对厚钢板边缘进行碾压使其发生塑性变形来消除焊缝间隙,薄钢板侧的压紧轮来压紧薄钢板以避免在碾压过程中使薄钢板变形;碾压轮和压紧轮通过偏心机构连接在同一根压轮轴上,提高了组合压轮

激光拼焊焊缝控制装置.pdf
本发明涉及激光拼焊领域,尤其涉及一种激光拼焊焊缝控制装置,包括激光焊接头,其特征在于:还包括位于待拼焊工件端部中央的碾压滚轮、与碾压滚轮连接的电机或磁力部、设置于拼焊焊缝的传感器,传感器检测拼焊焊缝大小并将焊缝大小信号传递至控制器,由控制器驱动电机或磁力部动作。本发明激光焊接头在拼焊焊缝间进行拼焊,拼焊过程中焊缝变大,传感器检测到后将信号传递给控制器,控制器控制电机带动滚轮运动或者控制磁力部通磁以通过磁力促使碾压滚轮运动。进而用中央的碾压滚轮将比较厚的待拼焊工件边缘通过碾压使边缘延展,减少拼焊焊缝,提高焊
激光拼焊板焊缝防冲压开裂的焊接方法.pdf
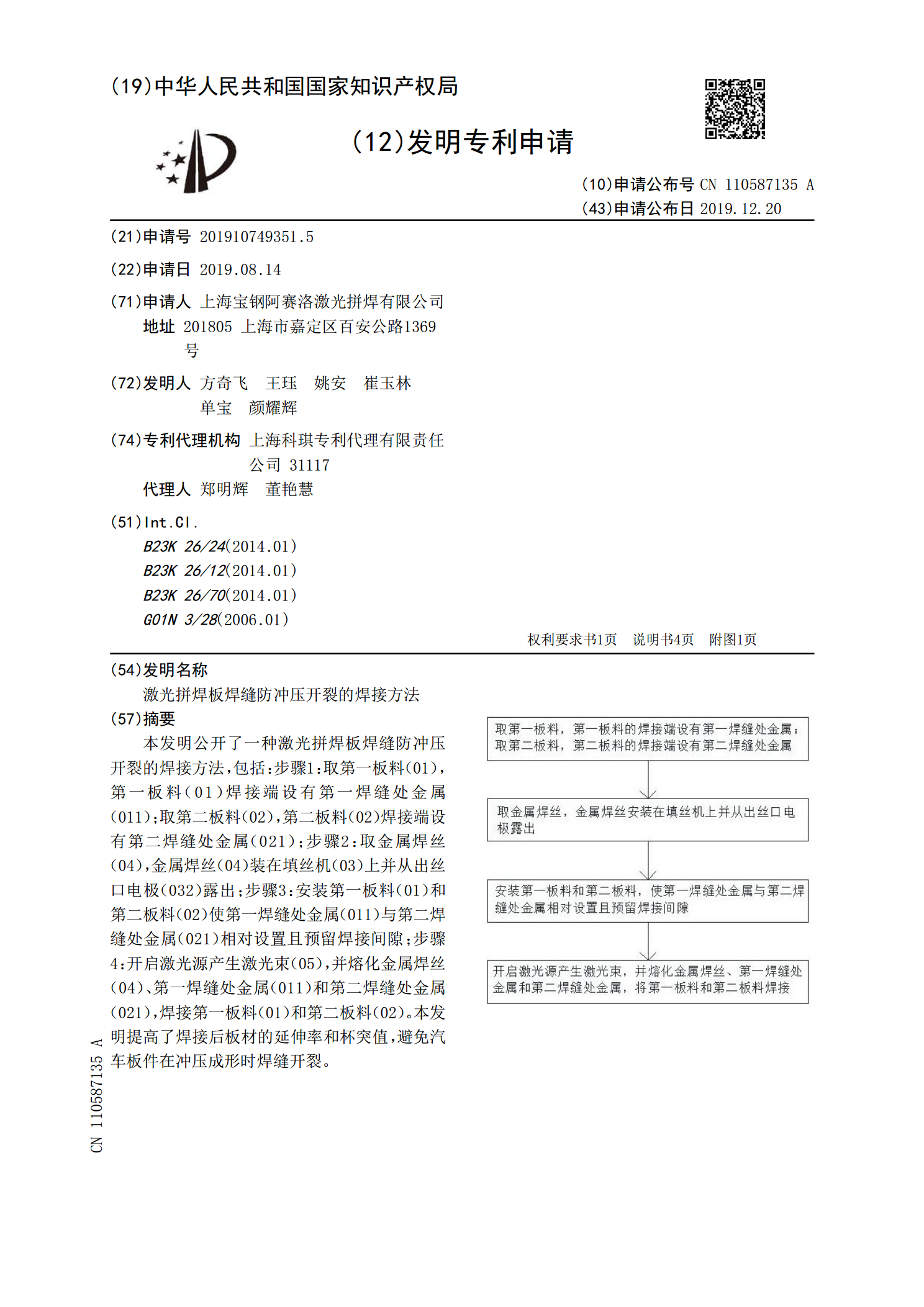
本发明公开了一种激光拼焊板焊缝防冲压开裂的焊接方法,包括:步骤1:取第一板料(01),第一板料(01)焊接端设有第一焊缝处金属(011);取第二板料(02),第二板料(02)焊接端设有第二焊缝处金属(021);步骤2:取金属焊丝(04),金属焊丝(04)装在填丝机(03)上并从出丝口电极(032)露出;步骤3:安装第一板料(01)和第二板料(02)使第一焊缝处金属(011)与第二焊缝处金属(021)相对设置且预留焊接间隙;步骤4:开启激光源产生激光束(05),并熔化金属焊丝(04)、第一焊缝处金属(011

激光叠焊焊缝成型技术研究的开题报告.docx
激光叠焊焊缝成型技术研究的开题报告一、选题背景随着经济的发展和工业制造的进步,有越来越多的需求需要对金属材料进行焊接处理,而激光焊接是一种高精度、高效率、低热影响的焊接方法,因此受到越来越多的关注。但是,在复杂的工业加工环境中,焊接的稳定性、精度和质量问题仍然是困扰着工业界的难题。其中,叠焊焊缝成型技术对焊接性能影响巨大,对于提高产品品质和工业加工效率有着重要的意义。因此,对激光叠焊焊缝成型技术进行深入研究,探究其优缺点和应用前景,具有重要的理论意义和应用价值。二、研究目的和意义本研究旨在深入研究激光叠焊
一种热成型激光拼焊一体式门环结构.pdf
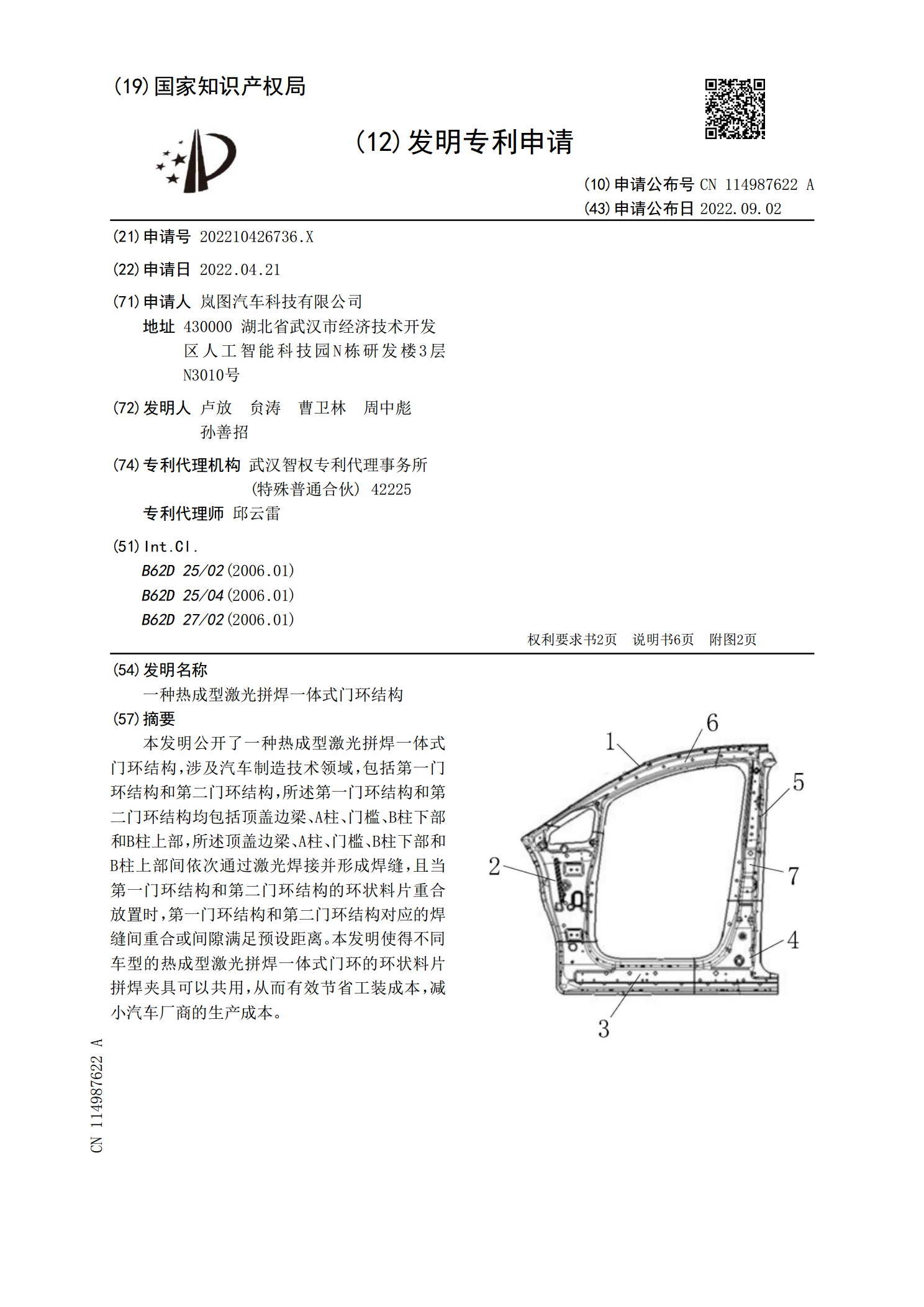
本发明公开了一种热成型激光拼焊一体式门环结构,涉及汽车制造技术领域,包括第一门环结构和第二门环结构,所述第一门环结构和第二门环结构均包括顶盖边梁、A柱、门槛、B柱下部和B柱上部,所述顶盖边梁、A柱、门槛、B柱下部和B柱上部间依次通过激光焊接并形成焊缝,且当第一门环结构和第二门环结构的环状料片重合放置时,第一门环结构和第二门环结构对应的焊缝间重合或间隙满足预设距离。本发明使得不同车型的热成型激光拼焊一体式门环的环状料片拼焊夹具可以共用,从而有效节省工装成本,减小汽车厂商的生产成本。