
一种车轮辗压成型方法.pdf

涵蓄****09


1/9

2/9

3/9
4/9
5/9
6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种车轮辗压成型方法.pdf
本发明提供一种车轮辗压成型方法,通过(1)下圆料、冲辗压中心孔;(2)将圆料利用中心孔定位,用辗压轮在靠模腔内将圆料辗压成由中间向边部逐步变薄的车轮辐板坯料;(3)切边、定径;(4)压边圈保压拉伸成型,成型后的车轮满足截面形状的要求以及外径和高度的尺寸要求;(5)加工中心孔、螺孔、手孔、螺孔球面、中心孔,实现车轮辗压成型。通过本发明可以精确成型各种逐步变形的几何截面,成型后轴向和圆周方向的质量均衡、动平衡精度高,使材料产生精确的形变,不仅可以提高生产效率,而且还降低了生产成本,因此具备良好的应用及推广前景
一种轮辐辗压成型方法.pdf
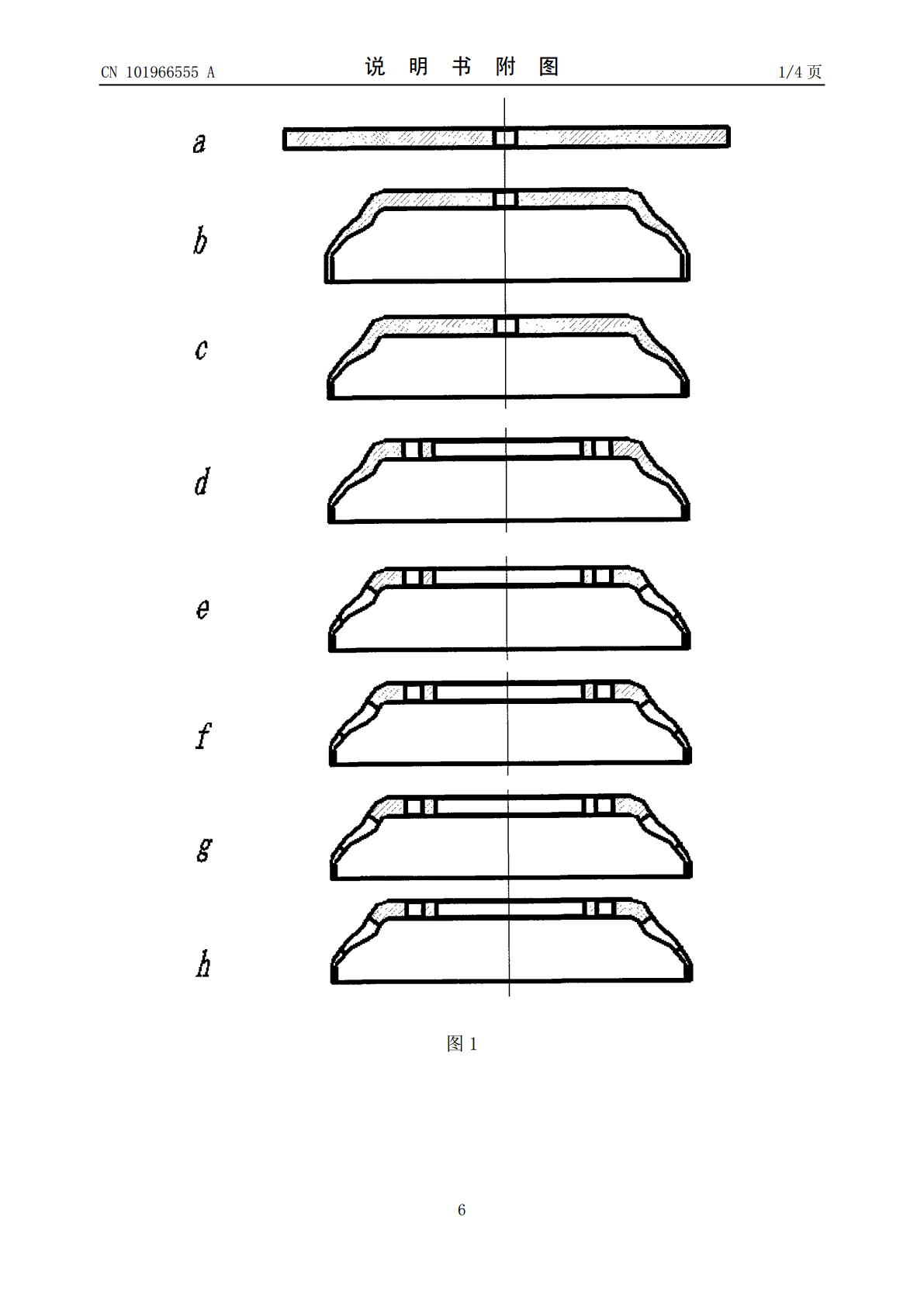
一种轮辐辗压成型方法,包括以下步骤:(1)下圆料(R);(2)将圆料(R)放置于一辗压靠模(4)的腔体(41)内,采用至少两个沿辗压靠模(4)的圆周方向对称设置的辗压轮(51),在所述辗压靠模(4)的腔体(41)内对圆料(R)进行平面同步错位辗压;(3)切边、定径;(4)拉伸成型。通过本发明可以精确成型各种逐步变形的几何截面,成型后的轴向和圆周方向的质量均衡、动平衡精度高,而且提高了生产效率,降低了生产成本。
一种旋压成型机及车轮辐板成型方法.pdf
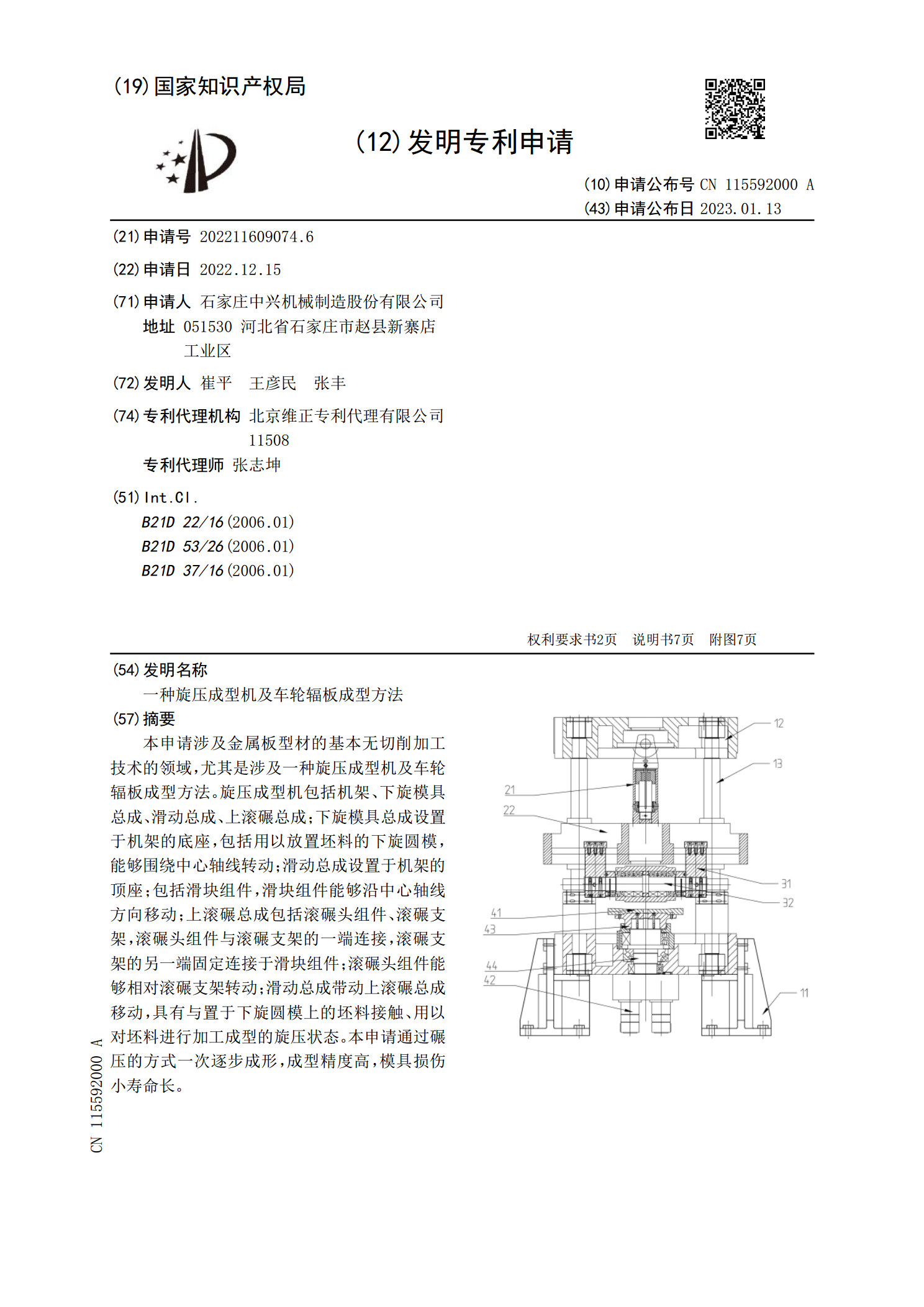
本申请涉及金属板型材的基本无切削加工技术的领域,尤其是涉及一种旋压成型机及车轮辐板成型方法。旋压成型机包括机架、下旋模具总成、滑动总成、上滚碾总成;下旋模具总成设置于机架的底座,包括用以放置坯料的下旋圆模,能够围绕中心轴线转动;滑动总成设置于机架的顶座;包括滑块组件,滑块组件能够沿中心轴线方向移动;上滚碾总成包括滚碾头组件、滚碾支架,滚碾头组件与滚碾支架的一端连接,滚碾支架的另一端固定连接于滑块组件;滚碾头组件能够相对滚碾支架转动;滑动总成带动上滚碾总成移动,具有与置于下旋圆模上的坯料接触、用以对坯料进行

车轮轮辐冷压成型加工方法.pdf
一种车轮轮辐冷压成型加工工艺,涉及一种机械零件冲压工艺,是各种车轮上的轮辐冷压成型加工工艺。本发明公开的工艺路线为:①打印记、②盘卷、③割料、④开坡口、⑤点焊、⑥焊接、⑦打磨、⑧扩平,⑨整形,⑩车加工。本发明的关键工序在:1.②盘卷,通过卷成锥形圆盘料,自然形成了喇叭口,避开了伸长率不足问题,达到减少甚至是没有涨爆率,提高成品率,见附图1中螺旋状锥形圆盘料示意图;2.通过收缩保证了圆度,通过压平保证了平面度。见附图2中收缩整型示意图。本发明特点是,是将20英寸以下相对较厚的车轮轮辐的材料利用率由70%以下

一种旋压成型整体式车轮及其制备方法.pdf
本发明公开了一种旋压成型整体式车轮及其制备方法,整体式车轮,包括轮辋和轮辐,所述轮辋和轮辐连接处为整体式衔接,避免了脱焊、漏气等安全隐患,提高安全可靠性,又能降低成本、延长轮胎使用寿命;旋压成型加工工艺可以减少板材的消耗,节能减排,有利于节能环保,改变了原有的传统的制备方法,解决了由原有工艺带来的工序繁琐和效率低等问题,便于整个加工工艺的质量管控,可以使车轮的加工质量和加工精度提高。