
一种旋压成型机及车轮辐板成型方法.pdf

一条****发啊


1/10

2/10
3/10
4/10

5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种旋压成型机及车轮辐板成型方法.pdf
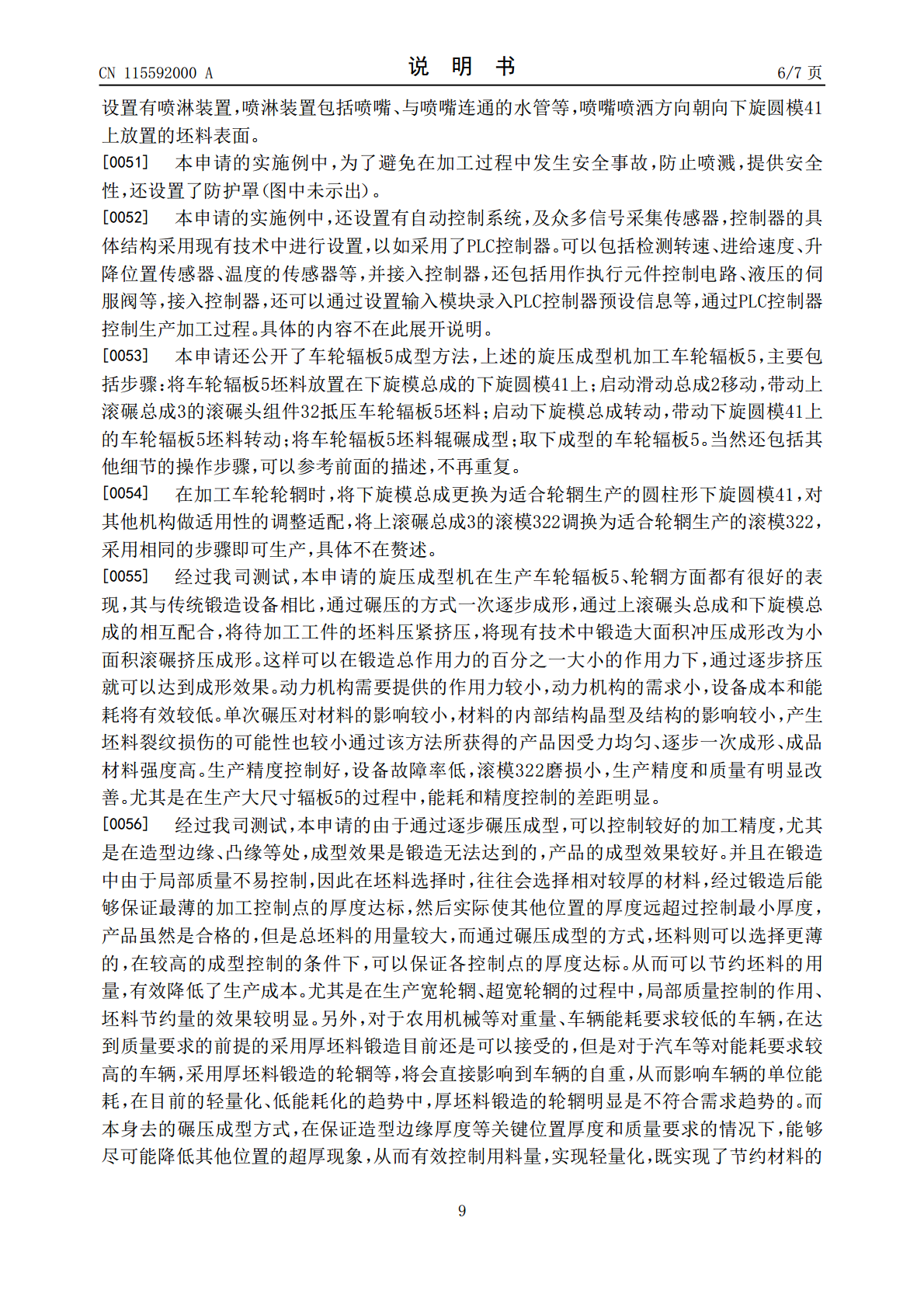
本申请涉及金属板型材的基本无切削加工技术的领域,尤其是涉及一种旋压成型机及车轮辐板成型方法。旋压成型机包括机架、下旋模具总成、滑动总成、上滚碾总成;下旋模具总成设置于机架的底座,包括用以放置坯料的下旋圆模,能够围绕中心轴线转动;滑动总成设置于机架的顶座;包括滑块组件,滑块组件能够沿中心轴线方向移动;上滚碾总成包括滚碾头组件、滚碾支架,滚碾头组件与滚碾支架的一端连接,滚碾支架的另一端固定连接于滑块组件;滚碾头组件能够相对滚碾支架转动;滑动总成带动上滚碾总成移动,具有与置于下旋圆模上的坯料接触、用以对坯料进行
旋压成型机和用于制造轮子的成型方法.pdf
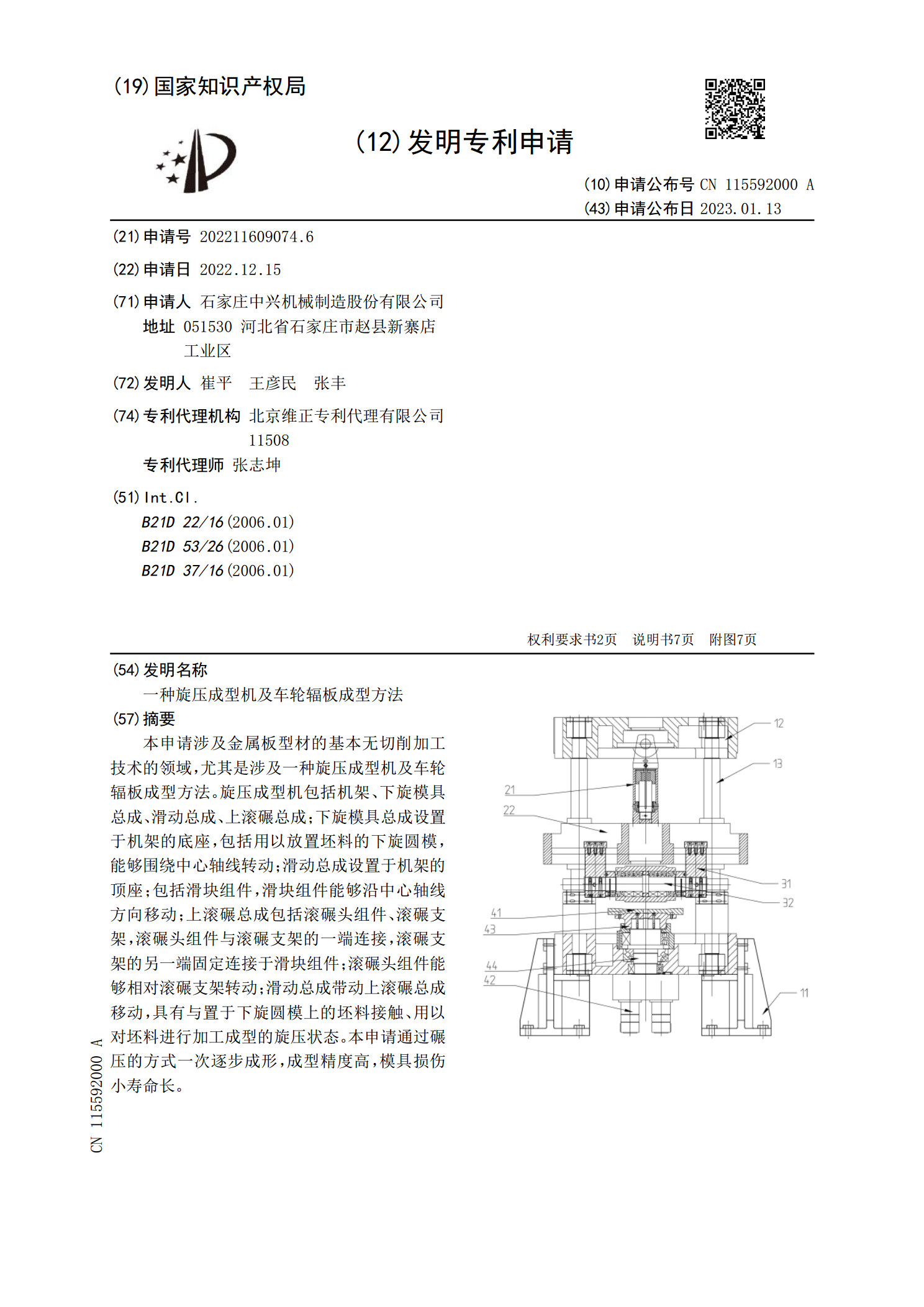
本发明涉及一种旋压成型机和一种用于制造轮子(50)的成型方法,轮子具有由工件(5)形成的轮辋(60),旋压成型机具有:旋压芯轴(20),其外侧构造用于使轮辋(60)成型;配合芯轴(12),其中所述工件(5)夹紧在旋压芯轴(20)或配合芯轴(12)上;旋转驱动器;和至少一个压辊(40),其能够进给至工件(5)上用于轮辋(60)成型。根据本发明设置为,旋压芯轴(20)具有套筒形的周边元件(30),周边元件在成型时能够沿轴向移动,其中旋压芯轴(20)具有基部支撑件(22),周边元件(30)能够沿轴向推移地支承在
一种轮辐辗压成型方法.pdf
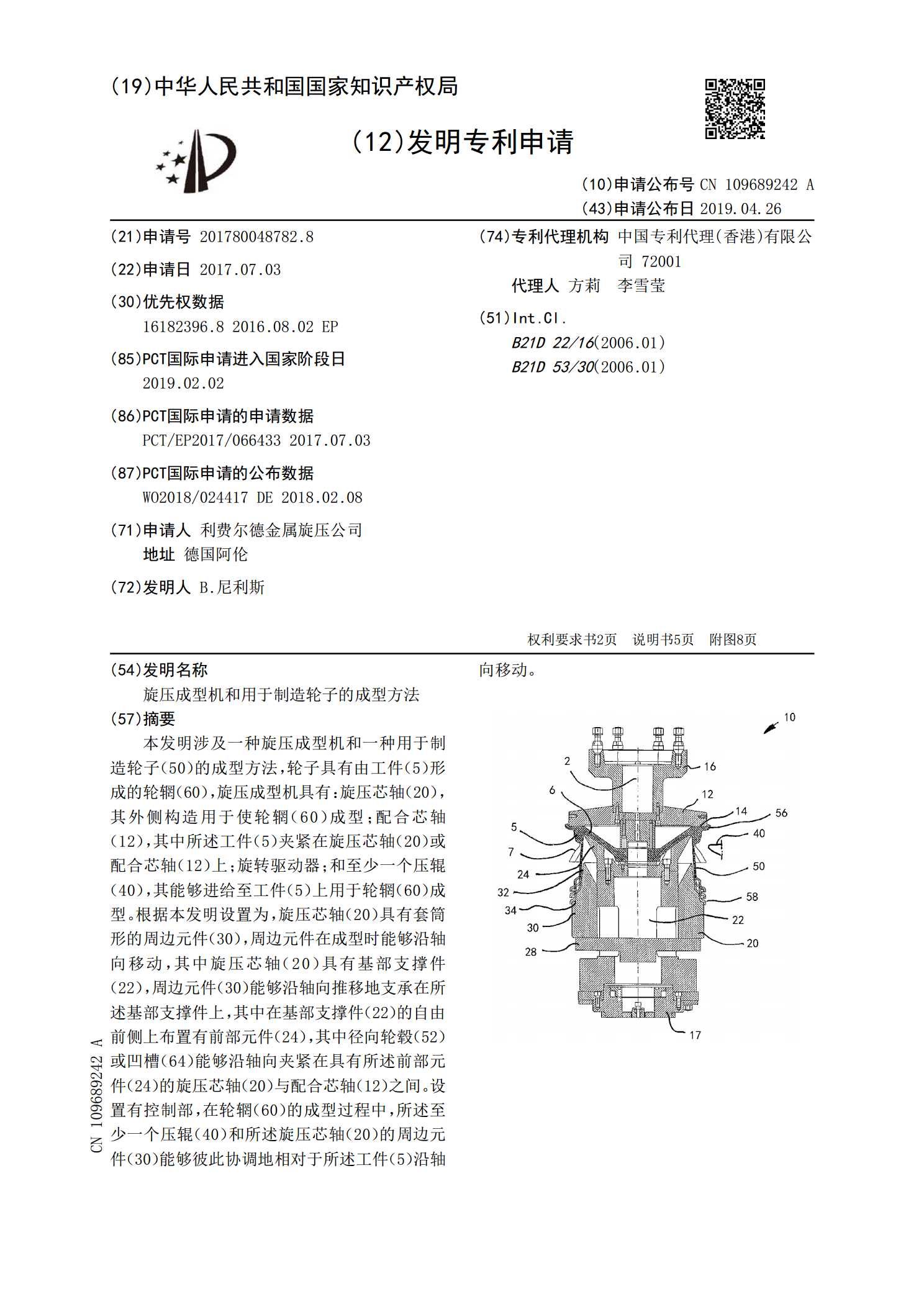
一种轮辐辗压成型方法,包括以下步骤:(1)下圆料(R);(2)将圆料(R)放置于一辗压靠模(4)的腔体(41)内,采用至少两个沿辗压靠模(4)的圆周方向对称设置的辗压轮(51),在所述辗压靠模(4)的腔体(41)内对圆料(R)进行平面同步错位辗压;(3)切边、定径;(4)拉伸成型。通过本发明可以精确成型各种逐步变形的几何截面,成型后的轴向和圆周方向的质量均衡、动平衡精度高,而且提高了生产效率,降低了生产成本。

一种封头复合旋压成型机构.pdf
本发明公开了一种封头复合旋压成型机构,包括一旋转内模、复合压紧轮,以及用于支承工件的支承辊,所述旋转内模连接有驱动电机,所述复合压紧轮通过其中轴连接有驱动机构;所述旋转内模包括旋转盘以及与所述旋转盘连接的旋转轴,所述旋转盘侧壁设置有阶梯式结构,即位于上方的用于支撑工件的支撑部和用于与所述复合压紧轮匹配成形的成形部,所述成形部的直径小于支撑部的直径。本发明结构简单,加工速度快,一次成型,通过内模和复合压紧轮的配合,有效地解决了现有技术中,褶皱和收口尺寸难以控制的问题。

一种钙塑板铆压成型机.pdf
本发明公开了一种钙塑板铆压成型机,包括支架,所述支架的上表面设有底板,所述底板的上表面设有支撑架,所述支撑架的一端设有钙塑板料跺,其特征在于,还包括沿所述支撑架长度方向依次设置的:送料机构、压料机构、成型机构、搬运机构和出料机构。本发明通过送料机构将钙塑板料跺最底层的钙塑板送至压料机构处;压料机构的动力源驱动压头向下移动将钙塑板压入到开口槽中成型,然后,搬运机构将钙塑板从压料机构处搬运至成型机构处,利用成型机构的折翼机构用于对钙塑板的边翼进行折叠,再利用超声波铆压头密封钙塑板的边翼,最终通过出料机构输入成