
中小型汽车后桥从动齿轮的中间成形体制造方法.pdf

是立****92


1/10

2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

中小型汽车后桥从动齿轮的中间成形体制造方法.pdf
本发明公开了一种中小型汽车后桥从动齿轮的中间成形体制造方法,该方法可提高生产效率且减少材料消耗量。上述方法包括:先将坯料镦粗成加工件,再将加工件进行冲孔和去连皮,然后将加工件进行预整形以及扩孔,最后将加工件通过碾压成形,形成中间成形体。与现有技术相比,上述方法由于用辗压成形,消除了上下端面的不平整及外圆的椭圆度较大等缺陷,因此减少了切削加工余量,节约原材料。上述镦粗、扩孔、去连皮以及预整形都可通过开式曲柄压力机来完成,通过开式曲柄压力机可对加工件的轴向高度精确控制,从而有利于减少在加工过程中产生毛刺以及飞

中小型汽车后桥从动齿轮的制造方法.pdf
本发明公开了一种中小型汽车后桥从动齿轮的制造方法,可提高从动齿轮的生产效率和力学性能且减少材料消耗量。上述制造方法包括:先将坯料镦粗成加工件,再将加工件进行冲孔和去连皮,然后将加工件进行预整形以及扩孔,最后将加工件通过碾压成形,形成从动齿轮。与现有技术相比,上述方法由于为直接成形,无需经过齿形初切加工,因此可提高生产效率,还可提高从动齿轮的力学性能。上述镦粗、扩孔、去连皮以及预整形都可通过开式曲柄压力机来完成,通过开式曲柄压力机可对加工件的轴向高度精确控制,从而有利于减少在加工过程中产生毛刺以及飞边等缺陷

汽车后桥从动螺旋齿轮齿形的成形方法及模具.pdf
本发明涉及汽车后桥从动螺旋齿轮齿形的成形方法和模具。该方法包括制备从动螺旋齿轮的半成品、将所制造的坯件放入成形模具型腔中、从动螺旋齿轮齿形的成形的步骤。该模具包括上模和下模,其中,上模为一种对称双锥轧辊,下模由凹模(13)、底模(17)及模芯(19)组成。本发明能够有效地成形从动螺旋齿轮齿形,能够采用较小载荷、相对简单的设备对汽车后桥从动齿轮坯齿形进行有效地成形,节约原材料30%以上。例如,成形外径为246mm的从动螺旋齿轮,所需载荷设备载荷为400吨,而用普通设备需4000吨以上设备;用原初切螺旋齿工艺
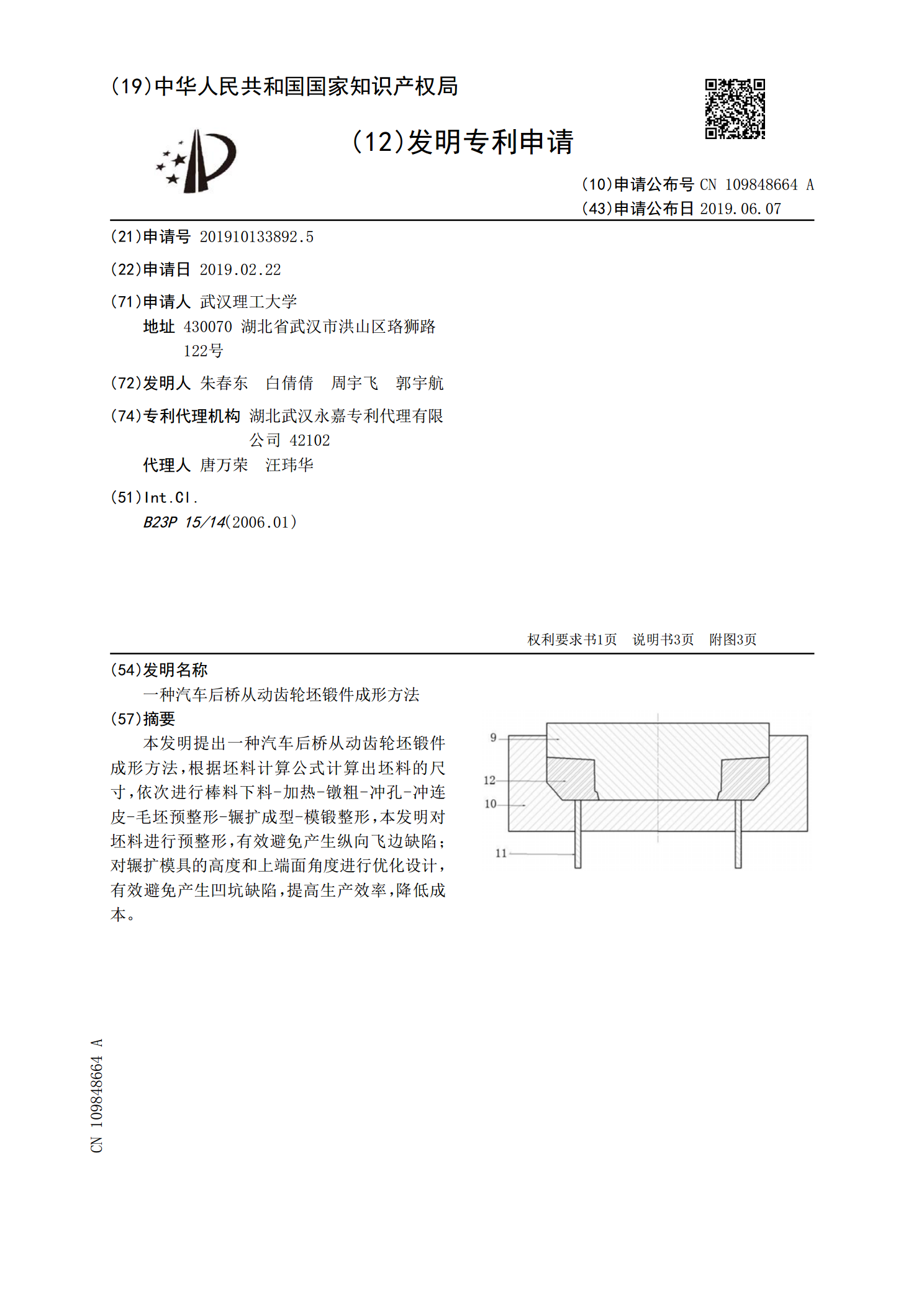
一种汽车后桥从动齿轮坯锻件成形方法.pdf
本发明提出一种汽车后桥从动齿轮坯锻件成形方法,根据坯料计算公式计算出坯料的尺寸,依次进行棒料下料‑加热‑镦粗‑冲孔‑冲连皮‑毛坯预整形‑辗扩成型‑模锻整形,本发明对坯料进行预整形,有效避免产生纵向飞边缺陷;对辗扩模具的高度和上端面角度进行优化设计,有效避免产生凹坑缺陷,提高生产效率,降低成本。
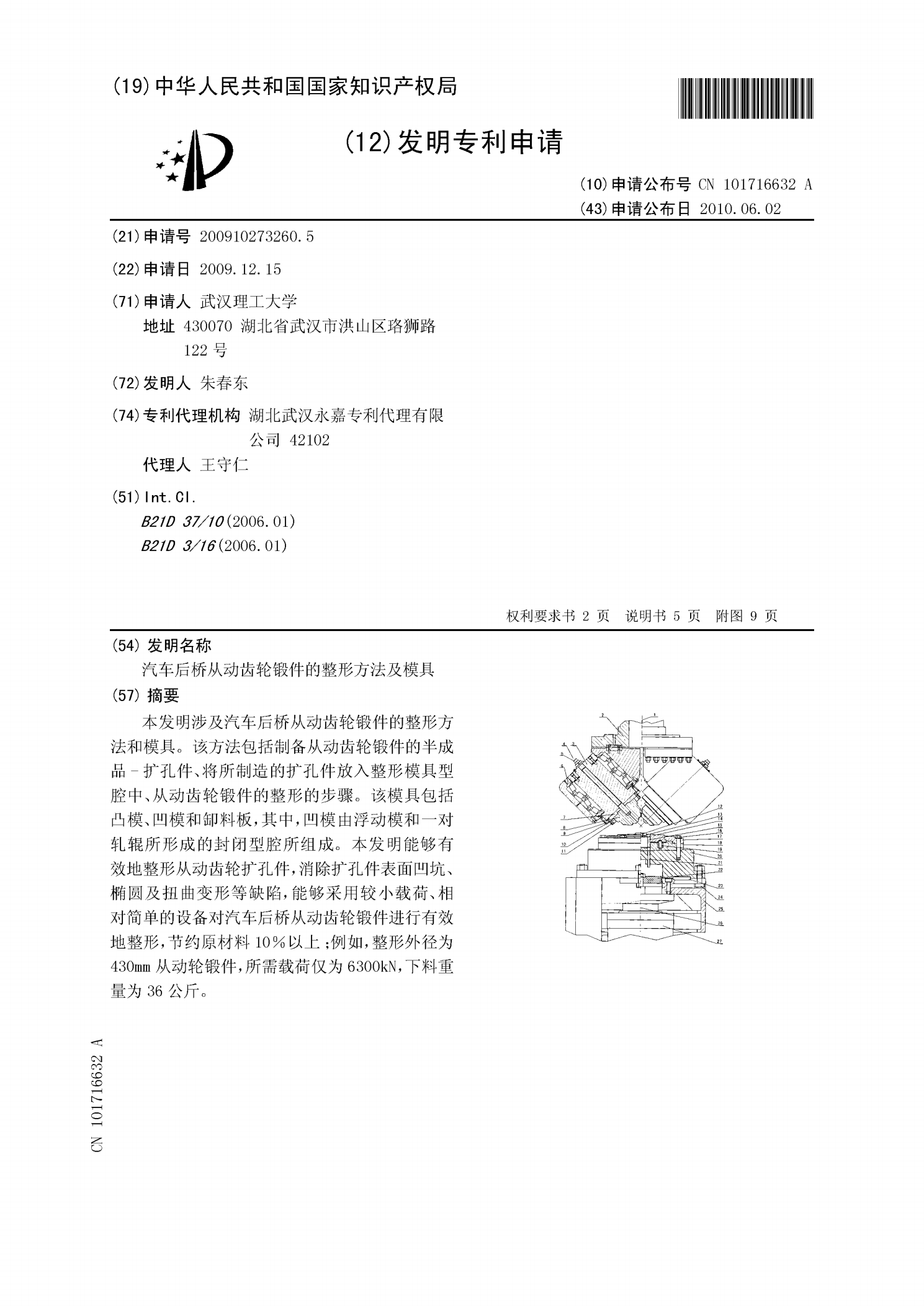
汽车后桥从动齿轮锻件的整形方法及模具.pdf
本发明涉及汽车后桥从动齿轮锻件的整形方法和模具。该方法包括制备从动齿轮锻件的半成品-扩孔件、将所制造的扩孔件放入整形模具型腔中、从动齿轮锻件的整形的步骤。该模具包括凸模、凹模和缷料板,其中,凹模由浮动模和一对轧辊所形成的封闭型腔所组成。本发明能够有效地整形从动齿轮扩孔件,消除扩孔件表面凹坑、椭圆及扭曲变形等缺陷,能够采用较小载荷、相对简单的设备对汽车后桥从动齿轮锻件进行有效地整形,节约原材料10%以上;例如,整形外径为430mm从动轮锻件,所需载荷仅为6300kN,下料重量为36公斤。