
一种汽车后桥从动齿轮坯锻件成形方法.pdf

St****36

1/8
2/8
3/8
4/8

5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车后桥从动齿轮坯锻件成形方法.pdf
本发明提出一种汽车后桥从动齿轮坯锻件成形方法,根据坯料计算公式计算出坯料的尺寸,依次进行棒料下料‑加热‑镦粗‑冲孔‑冲连皮‑毛坯预整形‑辗扩成型‑模锻整形,本发明对坯料进行预整形,有效避免产生纵向飞边缺陷;对辗扩模具的高度和上端面角度进行优化设计,有效避免产生凹坑缺陷,提高生产效率,降低成本。
汽车后桥从动齿轮锻件的整形方法及模具.pdf
本发明涉及汽车后桥从动齿轮锻件的整形方法和模具。该方法包括制备从动齿轮锻件的半成品-扩孔件、将所制造的扩孔件放入整形模具型腔中、从动齿轮锻件的整形的步骤。该模具包括凸模、凹模和缷料板,其中,凹模由浮动模和一对轧辊所形成的封闭型腔所组成。本发明能够有效地整形从动齿轮扩孔件,消除扩孔件表面凹坑、椭圆及扭曲变形等缺陷,能够采用较小载荷、相对简单的设备对汽车后桥从动齿轮锻件进行有效地整形,节约原材料10%以上;例如,整形外径为430mm从动轮锻件,所需载荷仅为6300kN,下料重量为36公斤。

汽车后桥从动螺旋齿轮齿形的成形方法及模具.pdf
本发明涉及汽车后桥从动螺旋齿轮齿形的成形方法和模具。该方法包括制备从动螺旋齿轮的半成品、将所制造的坯件放入成形模具型腔中、从动螺旋齿轮齿形的成形的步骤。该模具包括上模和下模,其中,上模为一种对称双锥轧辊,下模由凹模(13)、底模(17)及模芯(19)组成。本发明能够有效地成形从动螺旋齿轮齿形,能够采用较小载荷、相对简单的设备对汽车后桥从动齿轮坯齿形进行有效地成形,节约原材料30%以上。例如,成形外径为246mm的从动螺旋齿轮,所需载荷设备载荷为400吨,而用普通设备需4000吨以上设备;用原初切螺旋齿工艺
一种汽车后桥主动齿轮锻件成形工艺.pdf
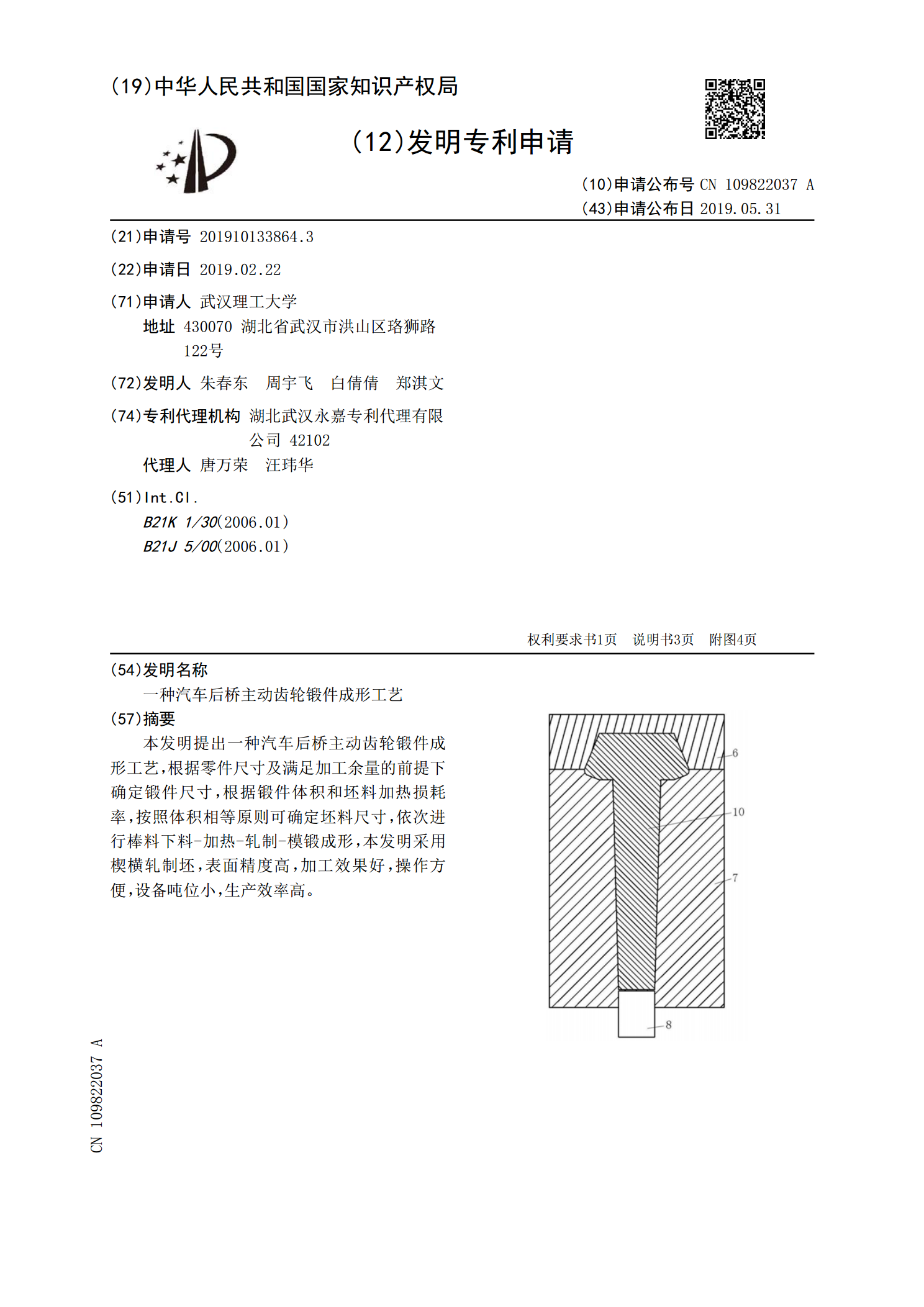
本发明提出一种汽车后桥主动齿轮锻件成形工艺,根据零件尺寸及满足加工余量的前提下确定锻件尺寸,根据锻件体积和坯料加热损耗率,按照体积相等原则可确定坯料尺寸,依次进行棒料下料‑加热‑轧制‑模锻成形,本发明采用楔横轧制坯,表面精度高,加工效果好,操作方便,设备吨位小,生产效率高。

汽车后桥主减速器主、从动螺旋伞齿轮坯成形的复合工艺.pdf
本发明公开了一种适用于汽车后桥主减速器主、从动螺旋伞齿轮坯成形的复合工艺,复合工艺流程为:a.下料;b.加热;c.楔横轧成对轧制出主动螺旋伞齿轮坯的杆部,并将其分离为两个相同的轧件;d.将两个相同的轧件分别在热模锻压力机上成形出主动螺旋伞轮坯的大端和完整的从动螺旋伞齿轮坯,得到两个相同的锻件,成形后的主动螺旋伞齿轮坯大端和从动螺旋伞齿轮坯之间由连皮连接;e.将两个相同的锻件在连皮处分离,得到两个相同的从动螺旋伞齿轮坯和两个相同的主动螺旋伞齿轮坯;本发明降低模锻设备吨位,有效提高材料利用率,提高生产效率高,