
用于生产车辆轮毂的方法和利用该方法制造的轮毂.pdf

雨巷****碧易

1/9
2/9

3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于生产车辆轮毂的方法和利用该方法制造的轮毂.pdf
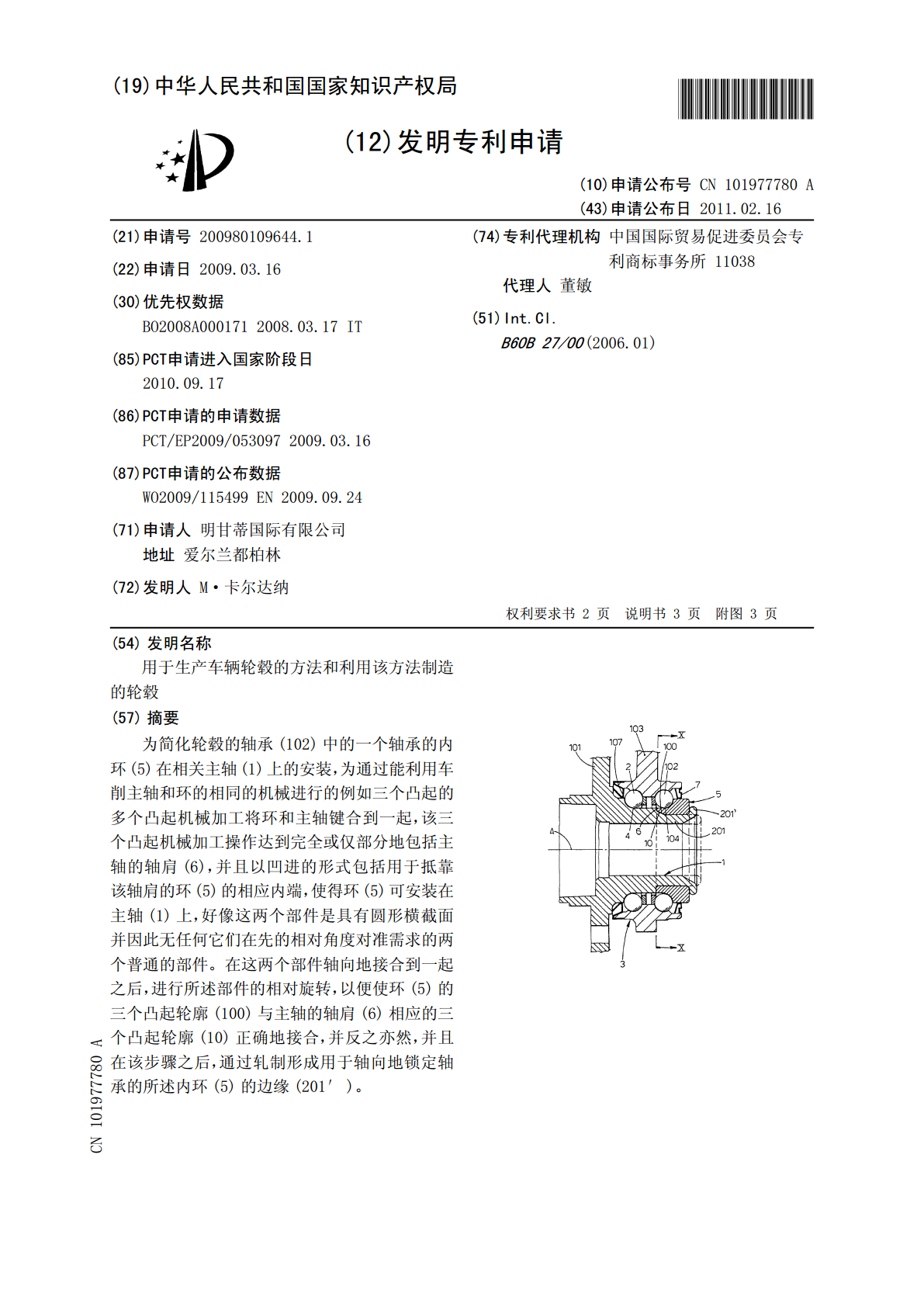
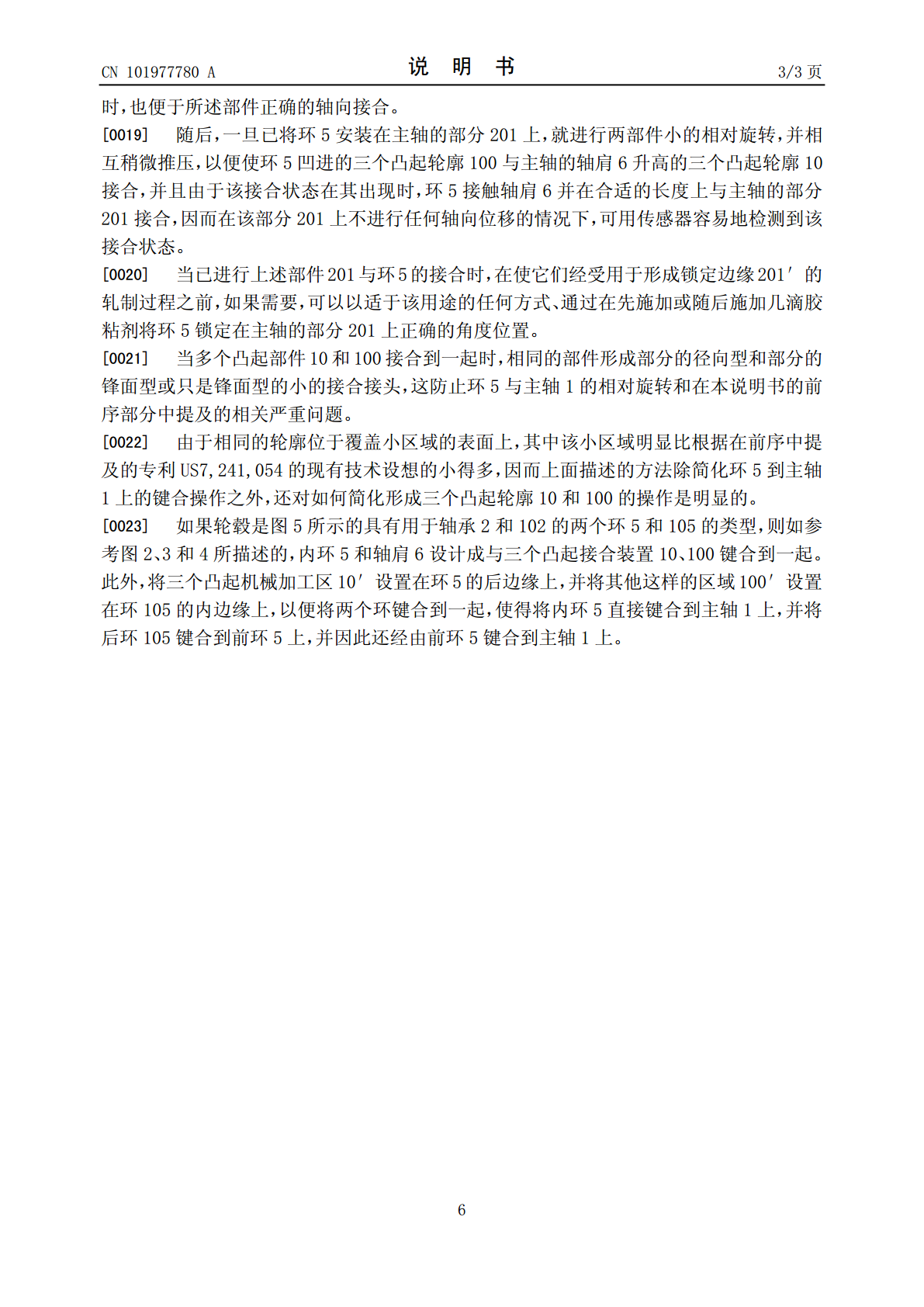
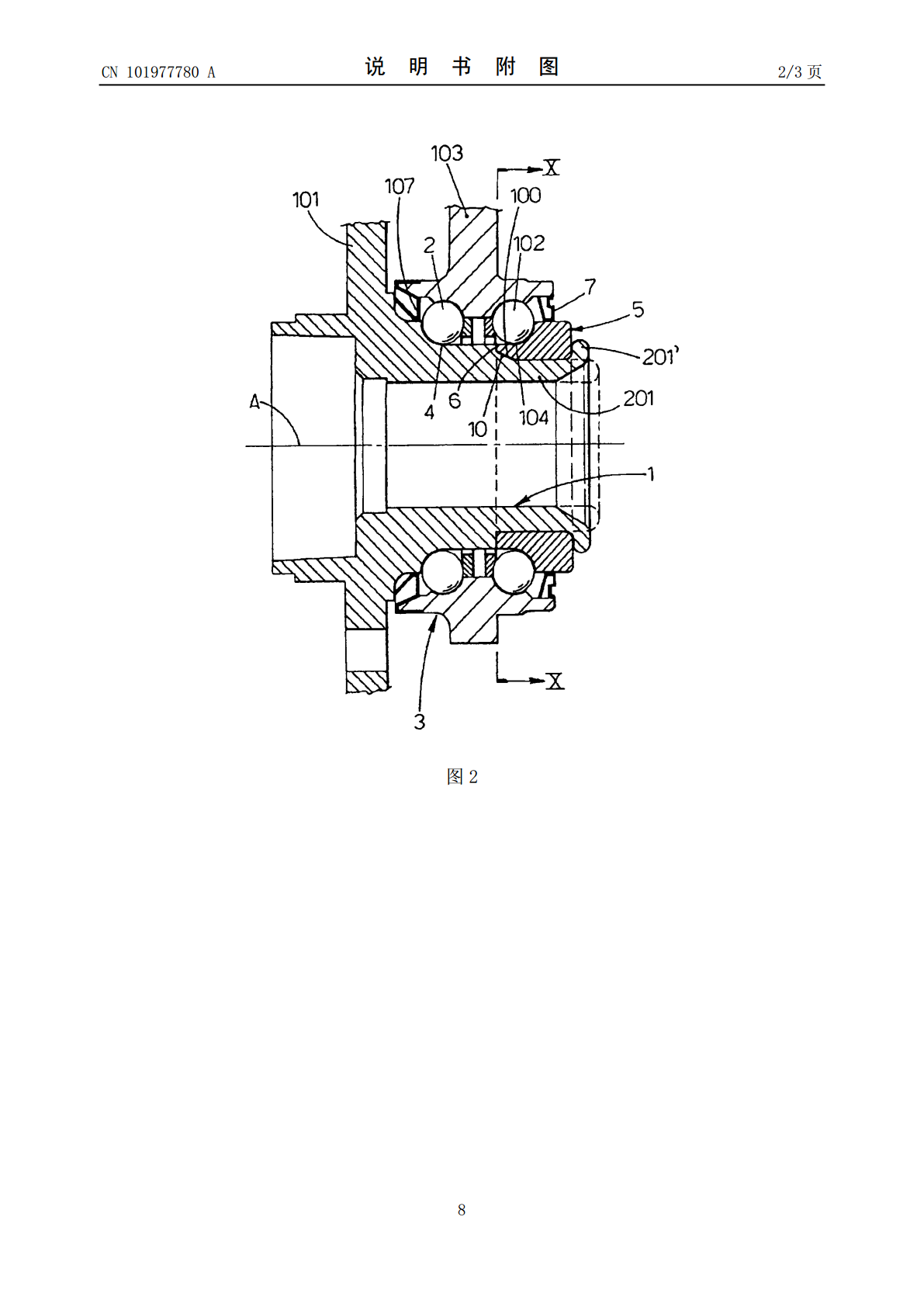
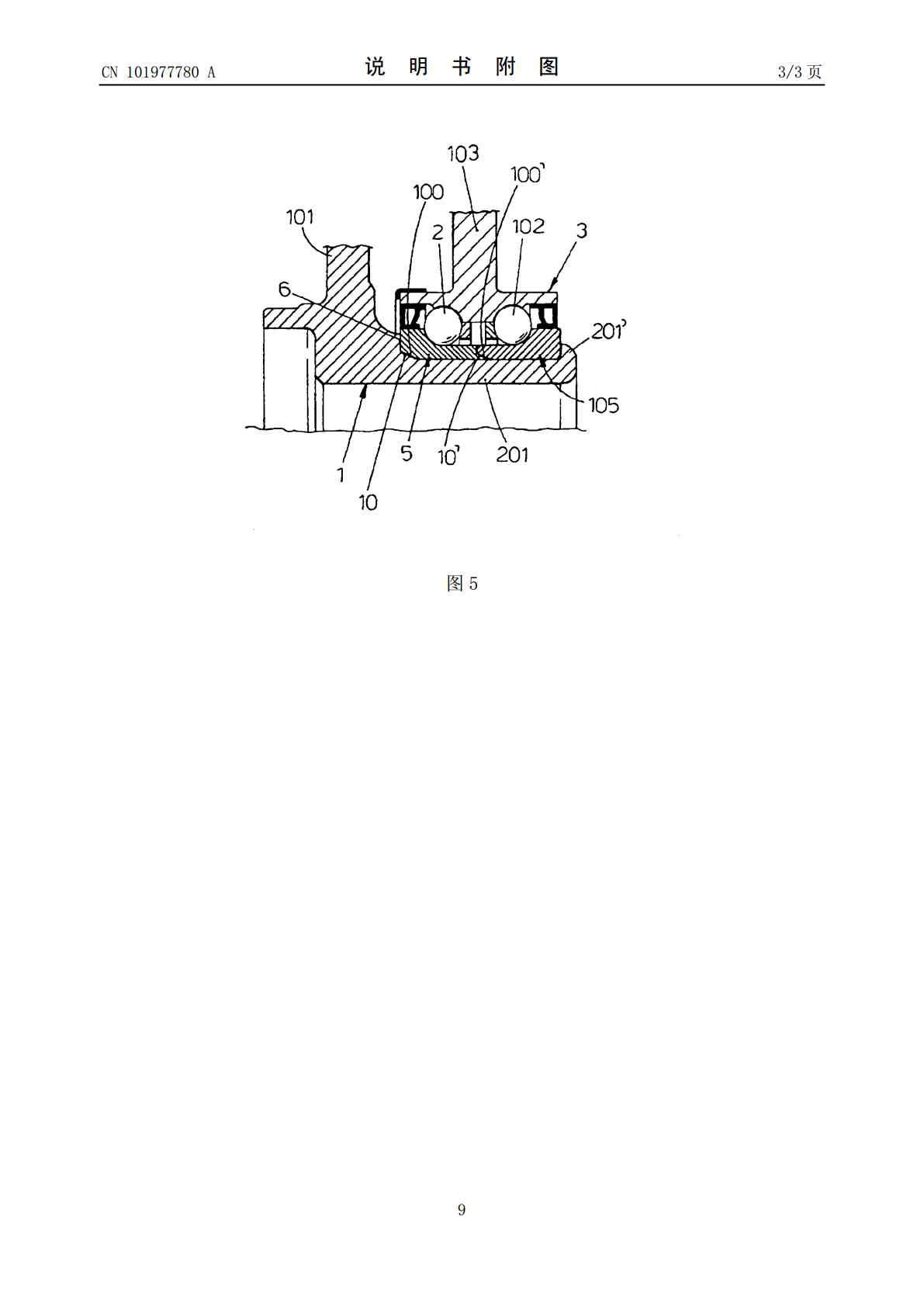
为简化轮毂的轴承(102)中的一个轴承的内环(5)在相关主轴(1)上的安装,为通过能利用车削主轴和环的相同的机械进行的例如三个凸起的多个凸起机械加工将环和主轴键合到一起,该三个凸起机械加工操作达到完全或仅部分地包括主轴的轴肩(6),并且以凹进的形式包括用于抵靠该轴肩的环(5)的相应内端,使得环(5)可安装在主轴(1)上,好像这两个部件是具有圆形横截面并因此无任何它们在先的相对角度对准需求的两个普通的部件。在这两个部件轴向地接合到一起之后,进行所述部件的相对旋转,以便使环(5)的三个凸起轮廓(100)与主轴

用于风轮机的轮毂和制造所述轮毂的方法.pdf
本发明公开了用于风轮机的轮毂(1)和制造轮毂(1)的方法。轮毂(1)包括形成空心主体的连续壳体,该空心主体具有适于将轮毂(1)连接到主轴的主轴凸缘(4)并具有一个或多个叶片凸缘(5),每个叶片凸缘(5)适于将轮毂(1)连接到风轮机叶片。轮毂(1)还包括至少两个轮毂部件(2、3、7),每个轮毂部件(2、3、7)分别由可铸造材料铸造而成,接着通过一个或多个连接部分(6)将每个轮毂部件(2、3、7)连接到至少一个其它的轮毂部件(2、3、7),使得至少一个叶片凸缘(5)和/或主轴凸缘(4)包括形成其中一个轮毂部件
轮毂、滑动套筒和同步设备以及用于制造轮毂的方法和用于制造滑动套筒的方法.pdf
本发明描述了用于机动车的同步设备(10)的轮毂(12),其中所述轮毂(12)包括由烧结的粉末材料构成的外齿部(24),所述外齿部具有多个轮毂齿(26)和在轮毂齿之间的轮毂齿隙(28)。此外,所述轮毂齿(26)具有至少两个轮毂区段(36、38、40)和在轴向移动方向(X)上变化的宽度。所述至少两个轮毂区段(36、38、40)分别具有侧向的加宽部(42、44),所述加宽部在轴向移动方向(X)上看设置在所述轮毂齿(26)的对置的各侧上。此外描述了滑动套筒(14)、同步设备(10)、用于制造轮毂(12)的方法以及
轮毂及其制造方法和轮毂组件.pdf
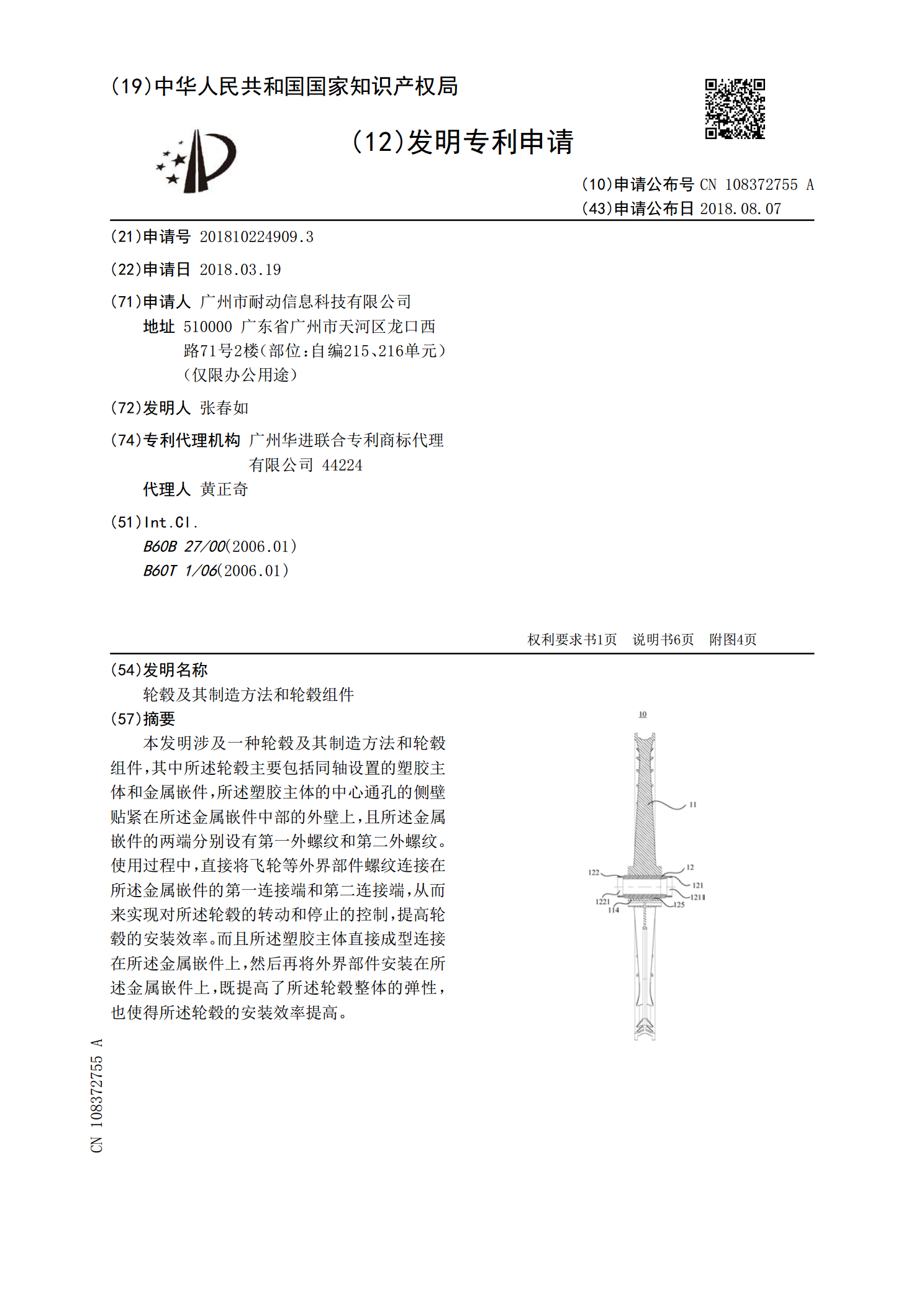
本发明涉及一种轮毂及其制造方法和轮毂组件,其中所述轮毂主要包括同轴设置的塑胶主体和金属嵌件,所述塑胶主体的中心通孔的侧壁贴紧在所述金属嵌件中部的外壁上,且所述金属嵌件的两端分别设有第一外螺纹和第二外螺纹。使用过程中,直接将飞轮等外界部件螺纹连接在所述金属嵌件的第一连接端和第二连接端,从而来实现对所述轮毂的转动和停止的控制,提高轮毂的安装效率。而且所述塑胶主体直接成型连接在所述金属嵌件上,然后再将外界部件安装在所述金属嵌件上,既提高了所述轮毂整体的弹性,也使得所述轮毂的安装效率提高。
车辆用轮毂及其制造方法.pdf
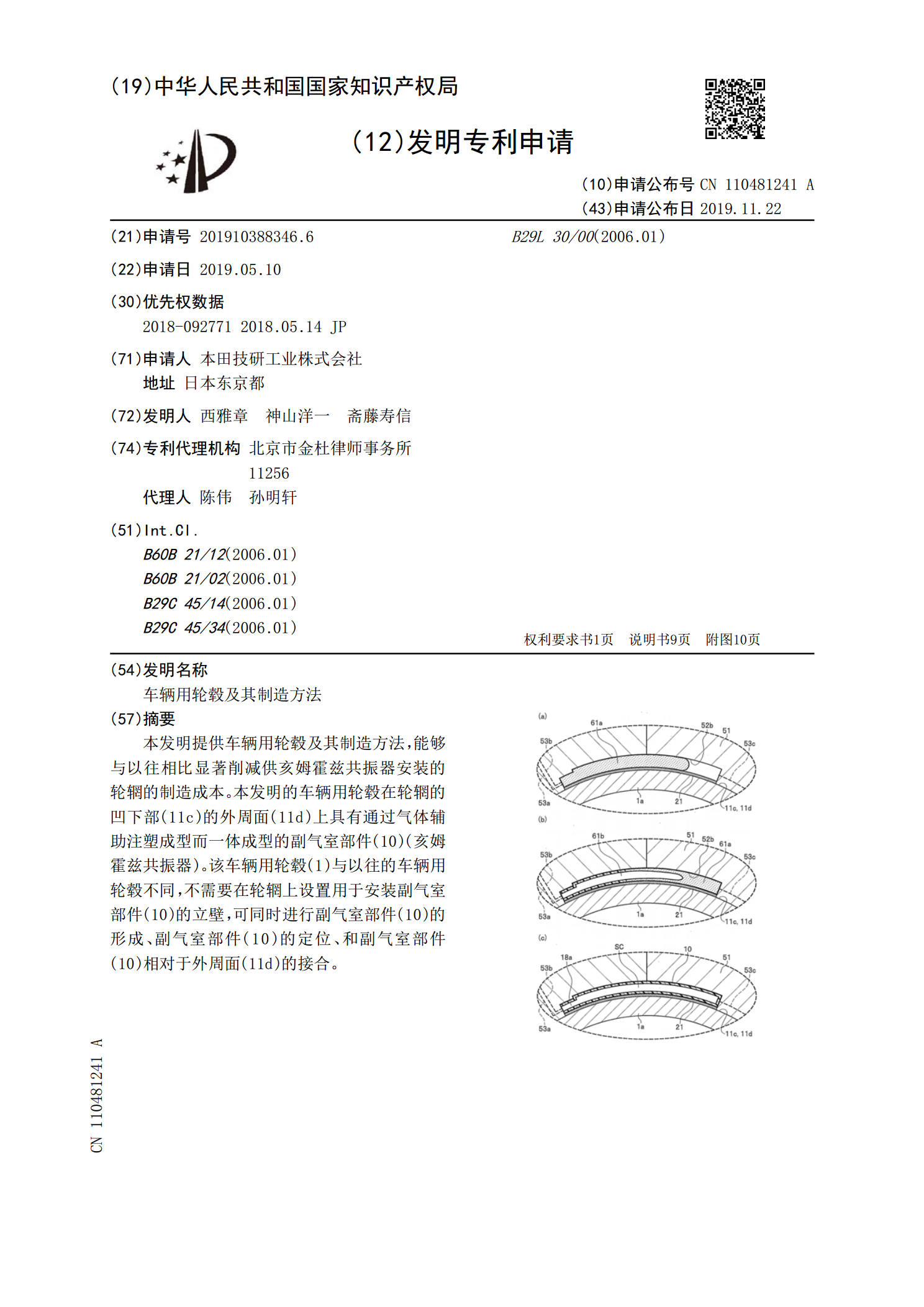
本发明提供车辆用轮毂及其制造方法,能够与以往相比显著削减供亥姆霍兹共振器安装的轮辋的制造成本。本发明的车辆用轮毂在轮辋的凹下部(11c)的外周面(11d)上具有通过气体辅助注塑成型而一体成型的副气室部件(10)(亥姆霍兹共振器)。该车辆用轮毂(1)与以往的车辆用轮毂不同,不需要在轮辋上设置用于安装副气室部件(10)的立壁,可同时进行副气室部件(10)的形成、副气室部件(10)的定位、和副气室部件(10)相对于外周面(11d)的接合。