
一种高温合金多联空心涡轮叶片的制备工艺.pdf

雨巷****轶丽


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高温合金多联空心涡轮叶片的制备工艺.pdf
一种高温合金多联空心涡轮叶片的制备工艺,包括:(1)将多联叶片分解成多个叶片单元,制备各单元叶片的叶身蜡模,其中叶身带有陶瓷型芯;带有陶瓷型芯的单元叶身蜡模采用注射成形方式成形,注射温度为63℃-68℃,压力为0.3-0.5MPa,注射时间为10-30秒,保压时间为10-30秒。(2)将各带有陶瓷型芯的单元叶身蜡模放入多联模具中注蜡一次成型,制得多联空心叶片蜡模;(3)多联空心叶片蜡模经涂料、脱蜡、烧结、浇注、清理、脱芯工序,最后得到高温合金多联空心涡轮叶片铸件。
一种Nb-Si基合金空心涡轮叶片的制备方法.pdf
本发明属于空心涡轮叶片的制备技术领域,涉及一种激光快速成形技术制备尤其涉及一种Nb‑Si基合金空心涡轮叶片的制备方法。本发明以商用纯元素粉末为原料,对原料粉末的几何形貌无特殊要求,无需球形粉末,同时也无需制备预合金化粉末。制备过程不需要坩埚约束,无需研制高承温能力的惰性陶瓷型壳和型芯,有效避免了电极、坩埚等对高活性Nb‑Si合金熔体的污染。本发明以激光为能量源,利用激光加工的快速熔化和凝固特点,能大幅度细化Nb‑Si基合金的显微组织,此外,采用单道次扫描获得的Nb‑Si基合金的显微组织呈现出一定的取向性,
一种复杂高温合金多联导向叶片铸件的铸造成型工艺.pdf
本发明公开了一种复杂高温合金多联导向叶片铸件的铸造成型工艺,属于精密铸造技术领域。该工艺是制备铸件本体蜡模,将其与浇冒系统组焊成模组;对模组进行耐火涂料的逐层涂挂,送入脱蜡釜进行脱蜡,送入焙烧炉进行高温预焙烧;在型壳外部采用阶梯型的方式包裹并绑紧耐火保温棉;对高温合金棒材进行重熔冶炼得高温合金金属液;在浇注前,再次将型壳送入焙烧炉,之后送入真空感应浇注炉内,将高温合金金属液浇注进型壳中;浇注完成后保温,出炉后进行清壳、切割、喷砂和打磨。本发明有效减少或消除了热节叶片与小缘板连接位置易于产生的疏松及裂纹等铸
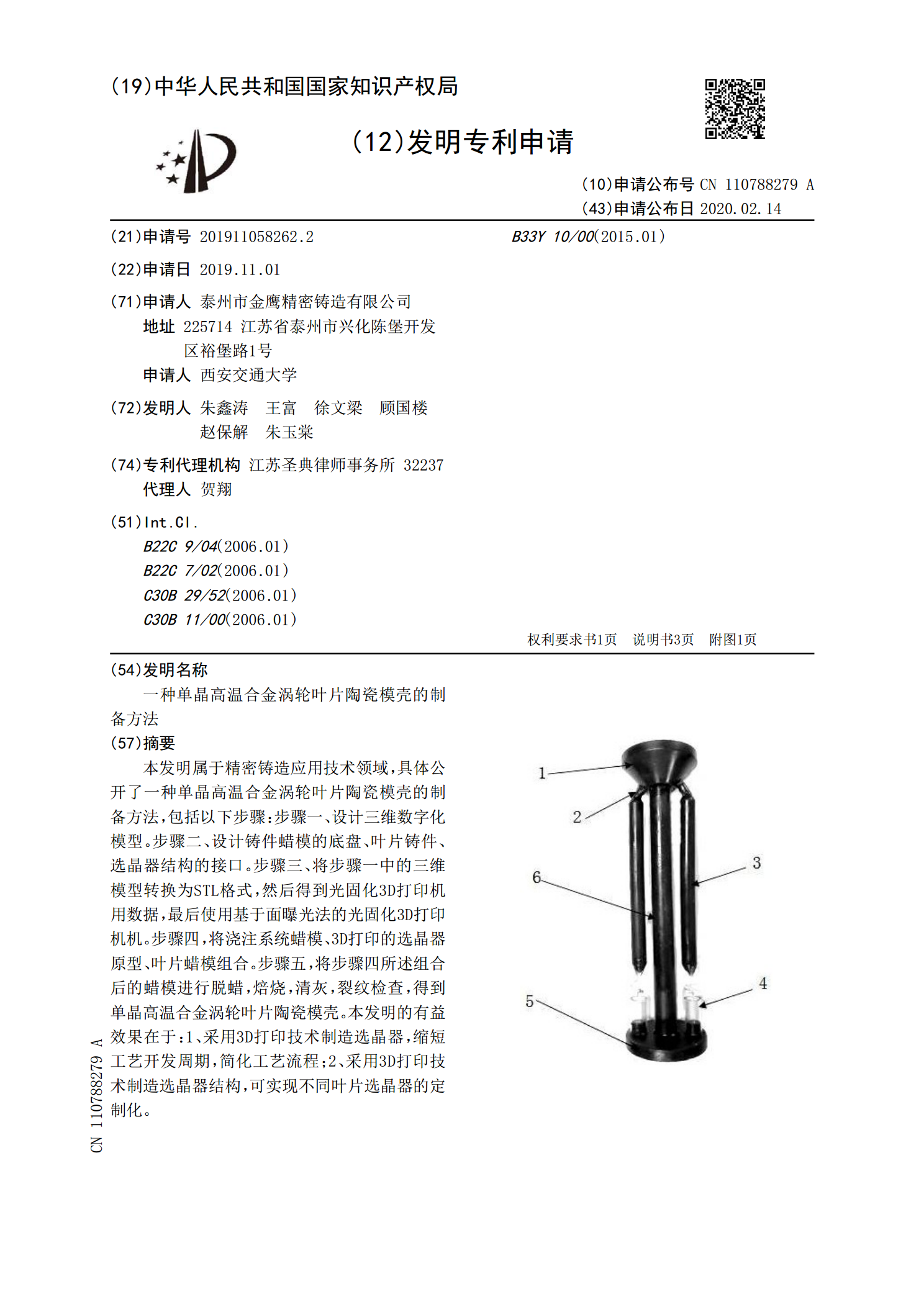
一种单晶高温合金涡轮叶片陶瓷模壳的制备方法.pdf
本发明属于精密铸造应用技术领域,具体公开了一种单晶高温合金涡轮叶片陶瓷模壳的制备方法,包括以下步骤:步骤一、设计三维数字化模型。步骤二、设计铸件蜡模的底盘、叶片铸件、选晶器结构的接口。步骤三、将步骤一中的三维模型转换为STL格式,然后得到光固化3D打印机用数据,最后使用基于面曝光法的光固化3D打印机机。步骤四,将浇注系统蜡模、3D打印的选晶器原型、叶片蜡模组合。步骤五,将步骤四所述组合后的蜡模进行脱蜡,焙烧,清灰,裂纹检查,得到单晶高温合金涡轮叶片陶瓷模壳。本发明的有益效果在于:1、采用3D打印技术制造选
一种高温合金涡轮叶片修复材料及其修复工艺.pdf
本发明属于高温合金涡轮叶片修复再制造技术,具体为一种高温合金涡轮叶片修复材料及其修复工艺。微弧火花沉积修复材料由以下组分按重量百分比组成:Ni45%-60%,Co0%-25%,Cr10%-25%,Al5%-7%,Ta2%-8%,Re0-6%,Hf0-2%,Y0-1%,C0-0.1%,总重量为100%。将上述修复材料制成直径为2mm-6mm,长度20mm以上的圆棒,采用微弧火花沉积工艺需要修复的区域进行堆焊,堆焊工艺参数为功率100W-1500W,频率100-500HZ,加工过程在氩气保护或真空手套箱内进行