
一种Nb-Si基合金空心涡轮叶片的制备方法.pdf

一吃****海逸

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种Nb-Si基合金空心涡轮叶片的制备方法.pdf
本发明属于空心涡轮叶片的制备技术领域,涉及一种激光快速成形技术制备尤其涉及一种Nb‑Si基合金空心涡轮叶片的制备方法。本发明以商用纯元素粉末为原料,对原料粉末的几何形貌无特殊要求,无需球形粉末,同时也无需制备预合金化粉末。制备过程不需要坩埚约束,无需研制高承温能力的惰性陶瓷型壳和型芯,有效避免了电极、坩埚等对高活性Nb‑Si合金熔体的污染。本发明以激光为能量源,利用激光加工的快速熔化和凝固特点,能大幅度细化Nb‑Si基合金的显微组织,此外,采用单道次扫描获得的Nb‑Si基合金的显微组织呈现出一定的取向性,
定向凝固铌硅基合金空心涡轮叶片陶瓷型芯制备方法.pdf
本发明公开了一种定向凝固铌硅基合金空心涡轮叶片陶瓷型芯制备方法,包括:步骤一、将氧化铪粉体、氧化钇粉体和氧化铝晶须进行混合,获得陶瓷粉料后保温;步骤二、按照80~95wt%的陶瓷粉料和5~20wt%的增塑剂,将陶瓷粉料加入到熔融后的增塑剂后搅拌2~10h,得到型芯浆料后冷却成料饼;步骤三、在110~130℃下熔化料饼,在35~45℃下预热模具,采用陶瓷压芯机压制陶瓷型芯坯体;步骤四、将陶瓷型芯坯体置于轻质氧化镁中进行排蜡和焙烧,从而得到铌硅基合金涡轮叶片定向凝固用陶瓷型芯。

一种高温合金多联空心涡轮叶片的制备工艺.pdf
一种高温合金多联空心涡轮叶片的制备工艺,包括:(1)将多联叶片分解成多个叶片单元,制备各单元叶片的叶身蜡模,其中叶身带有陶瓷型芯;带有陶瓷型芯的单元叶身蜡模采用注射成形方式成形,注射温度为63℃-68℃,压力为0.3-0.5MPa,注射时间为10-30秒,保压时间为10-30秒。(2)将各带有陶瓷型芯的单元叶身蜡模放入多联模具中注蜡一次成型,制得多联空心叶片蜡模;(3)多联空心叶片蜡模经涂料、脱蜡、烧结、浇注、清理、脱芯工序,最后得到高温合金多联空心涡轮叶片铸件。
一种TiAl合金涡轮叶片的制备方法.pdf
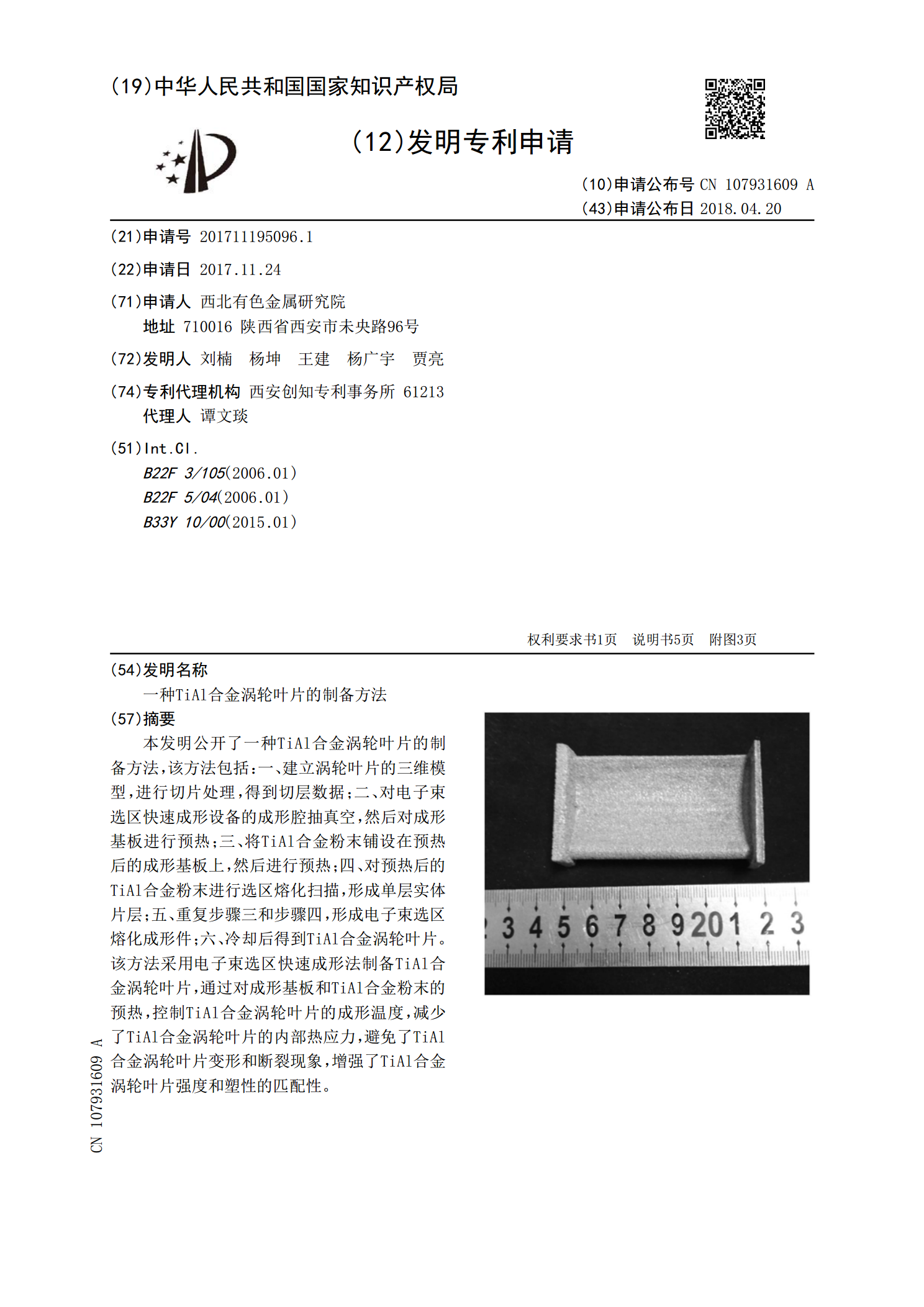
本发明公开了一种TiAl合金涡轮叶片的制备方法,该方法包括:一、建立涡轮叶片的三维模型,进行切片处理,得到切层数据;二、对电子束选区快速成形设备的成形腔抽真空,然后对成形基板进行预热;三、将TiAl合金粉末铺设在预热后的成形基板上,然后进行预热;四、对预热后的TiAl合金粉末进行选区熔化扫描,形成单层实体片层;五、重复步骤三和步骤四,形成电子束选区熔化成形件;六、冷却后得到TiAl合金涡轮叶片。该方法采用电子束选区快速成形法制备TiAl合金涡轮叶片,通过对成形基板和TiAl合金粉末的预热,控制TiAl合金

一种用K465合金熔铸空心涡轮工作叶片的方法.pdf
一种用K465合金熔铸空心涡轮工作叶片的方法,其具体熔铸叶片的步骤如下:准备阶段:装料、装砂箱、抽真空;熔化和高温精炼阶段:将合金加热至熔化,然后再保温精炼;降温浇注和脱壳阶段;其特征在于:所述的熔化和高温精炼阶段的具体过程为,在真空度为P≤6.67Pa时,将合金加热至1650℃~1660℃使其完全熔化,停止加热,然后继续抽真空,使真空度达到P≤1Pa时,等待合金温度降至1620℃~1630℃时,对合金进行保温处理5~7分钟,提高了叶片晶铸的合格率,将该项技术应用于大修机无余量高压涡轮工作叶片的批量生产上