
用于制造平衡轴的方法.pdf

夏萍****文章


1/7
2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于制造平衡轴的方法.pdf
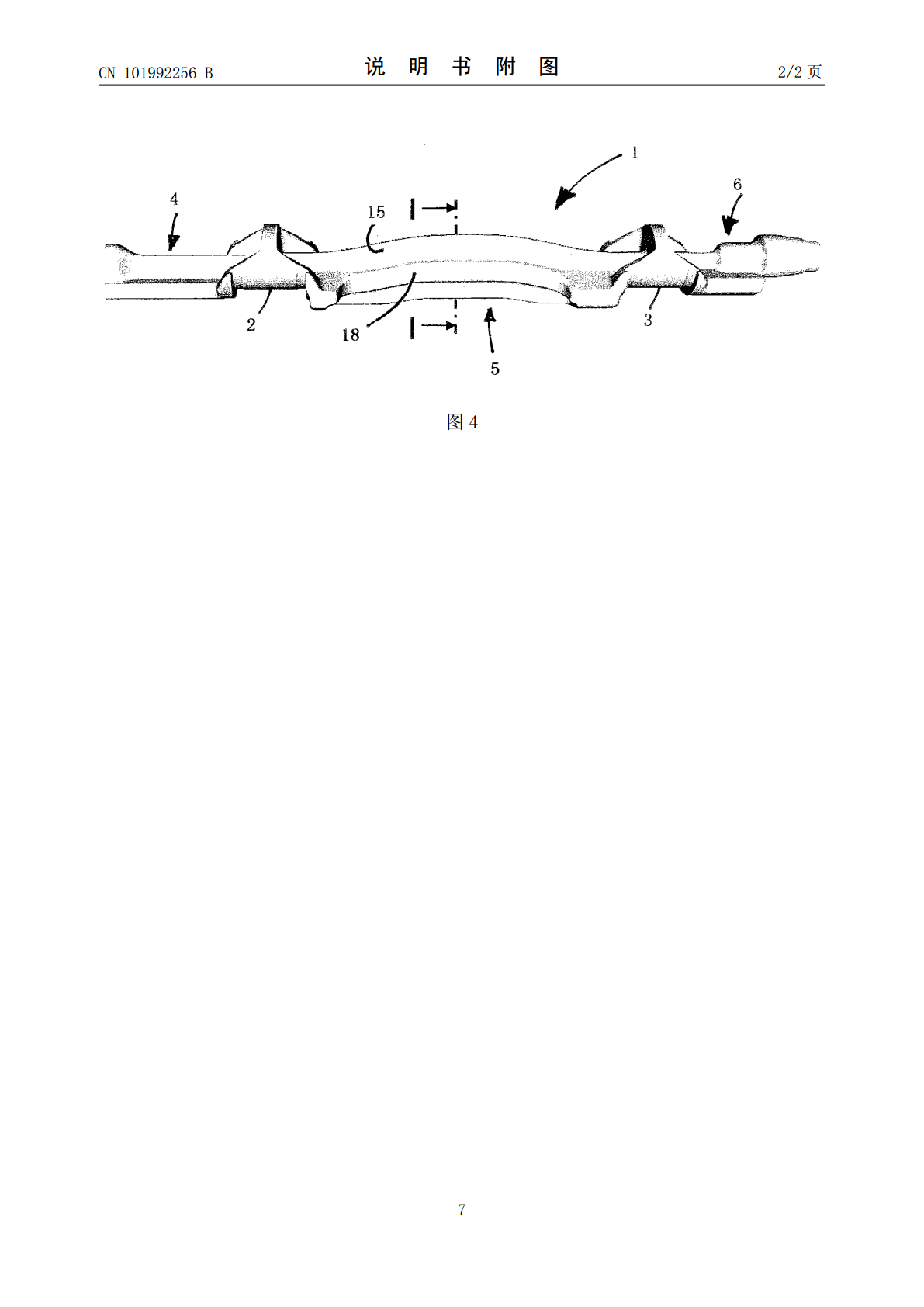
本发明提出一种用于由模锻而成的轴毛坯(11)来制造平衡轴(1)的方法。平衡轴具有轴段(5),该轴段具有基体(16)和从该基体伸出来的高度为H的肋(15)。在此,设置有以下方法步骤:通过在修边部位上将所锻造的轴毛坯修边成基体接近最终轮廓的形状,而分离在锻模(9、10)内构成的锻造毛边(14),这些修边部位彼此间的距离S2明显小于分离之前锻造毛边彼此间的距离S1。
转子轴和用于制造转子轴的方法.pdf
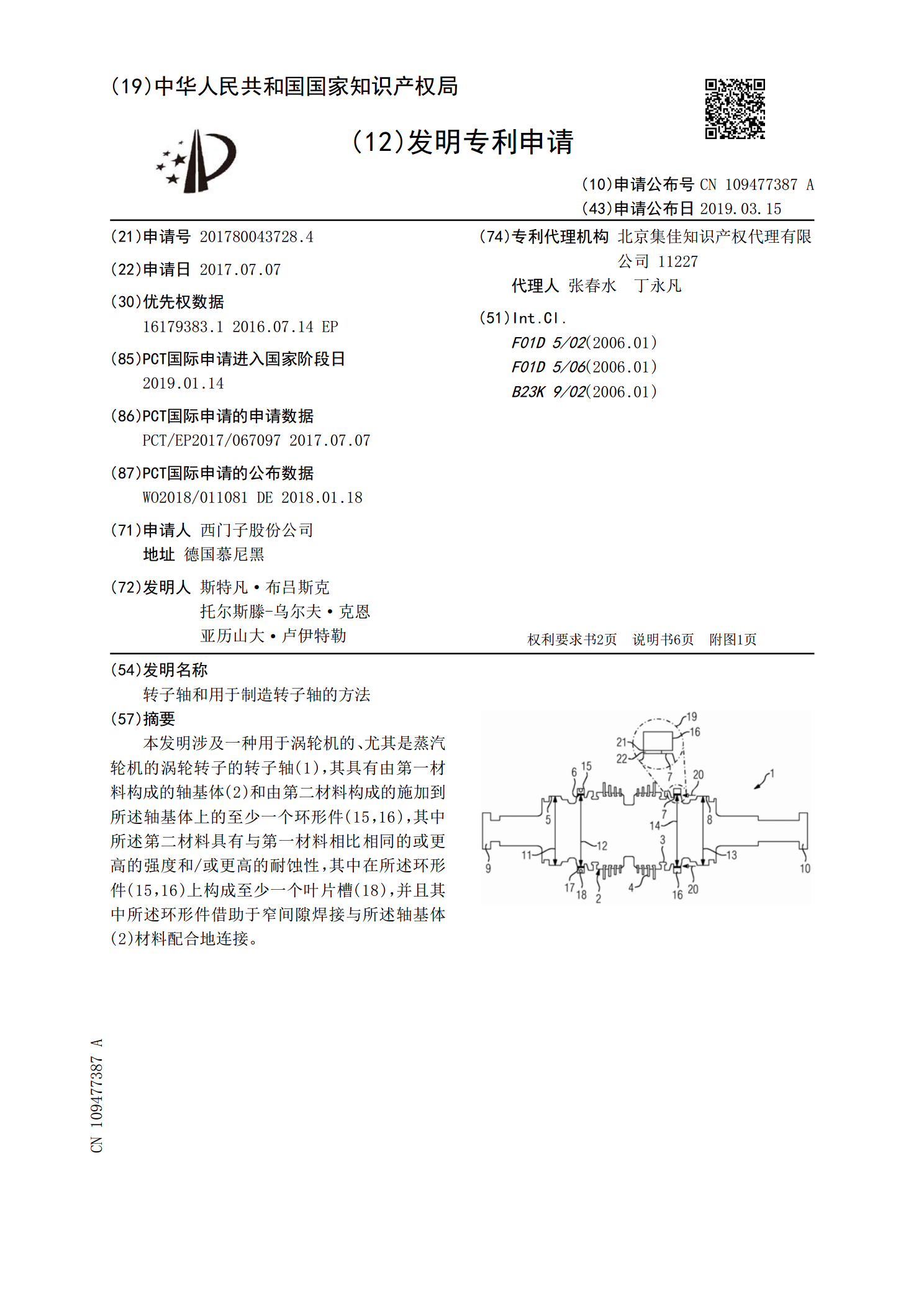
本发明涉及一种用于涡轮机的、尤其是蒸汽轮机的涡轮转子的转子轴(1),其具有由第一材料构成的轴基体(2)和由第二材料构成的施加到所述轴基体上的至少一个环形件(15,16),其中所述第二材料具有与第一材料相比相同的或更高的强度和/或更高的耐蚀性,其中在所述环形件(15,16)上构成至少一个叶片槽(18),并且其中所述环形件借助于窄间隙焊接与所述轴基体(2)材料配合地连接。
用于平衡轴的齿轮以及平衡轴.pdf
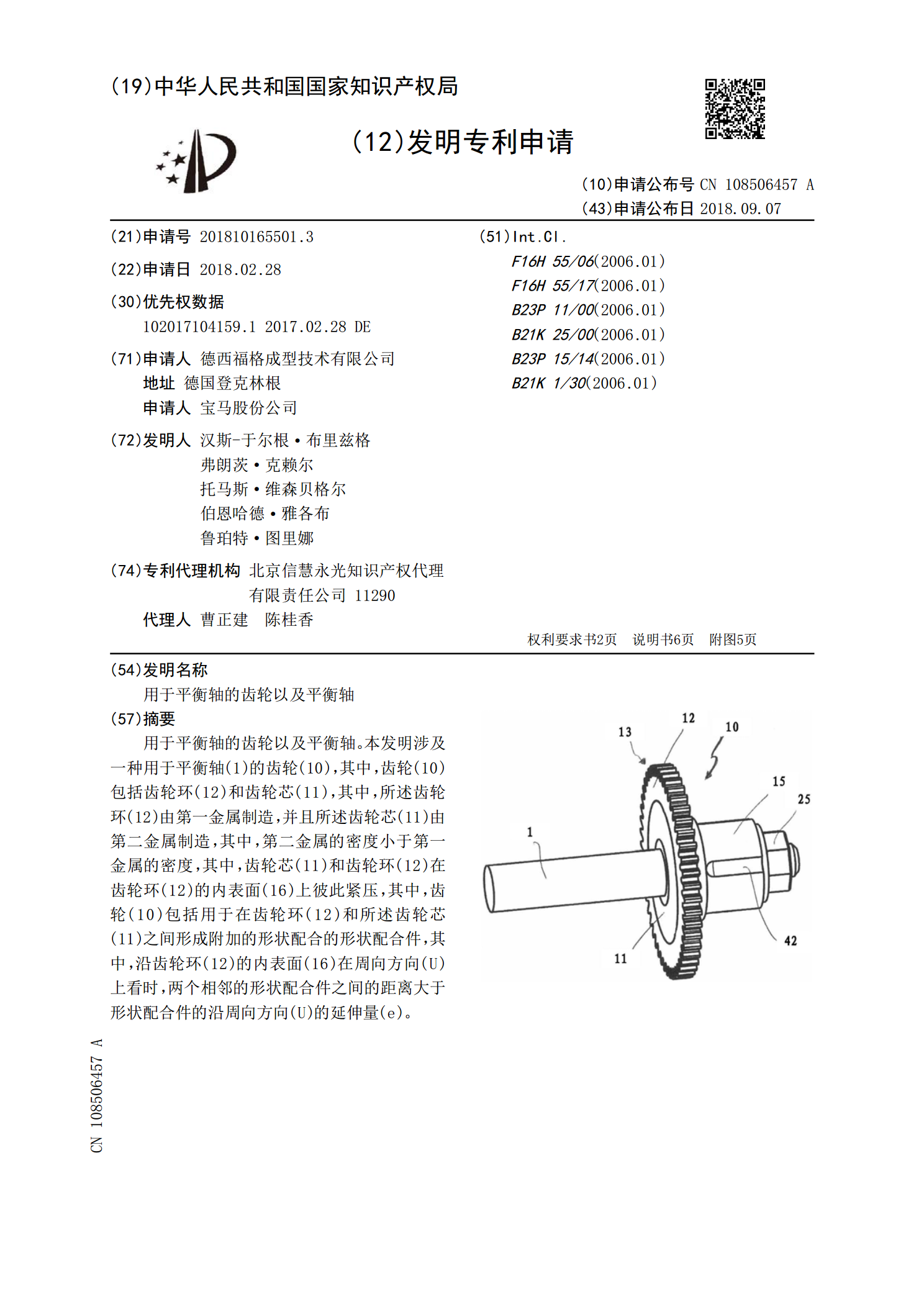
用于平衡轴的齿轮以及平衡轴。本发明涉及一种用于平衡轴(1)的齿轮(10),其中,齿轮(10)包括齿轮环(12)和齿轮芯(11),其中,所述齿轮环(12)由第一金属制造,并且所述齿轮芯(11)由第二金属制造,其中,第二金属的密度小于第一金属的密度,其中,齿轮芯(11)和齿轮环(12)在齿轮环(12)的内表面(16)上彼此紧压,其中,齿轮(10)包括用于在齿轮环(12)和所述齿轮芯(11)之间形成附加的形状配合的形状配合件,其中,沿齿轮环(12)的内表面(16)在周向方向(U)上看时,两个相邻的形状配合件之间

不平衡轴及其制造方法.pdf
提供了一种用于平衡内燃机(1)的惯性力和/或质量矩的不平衡轴,其具有不平衡部段(8)、邻接在该不平衡部段上的支承部段(9)和与该支承部段接合的支承环(10),其中,不平衡部段(8)的质心为了形成轴不平衡(7)相对于不平衡轴(6)的转动轴线(11)偏心地分布,其中,支承环(10)的外周侧面(13)作为用于转动支承不平衡轴的滚动轴承的滚动体的滚道,并且支承环(10)的内周侧面(12)在不平衡方向上分布的支承周界区域中相对于不平衡部段的外包络圆(14)径向地弹回。为了将支承环装配到支承部段上设置有以下的几何关系
用于制造多边形轴的方法.pdf
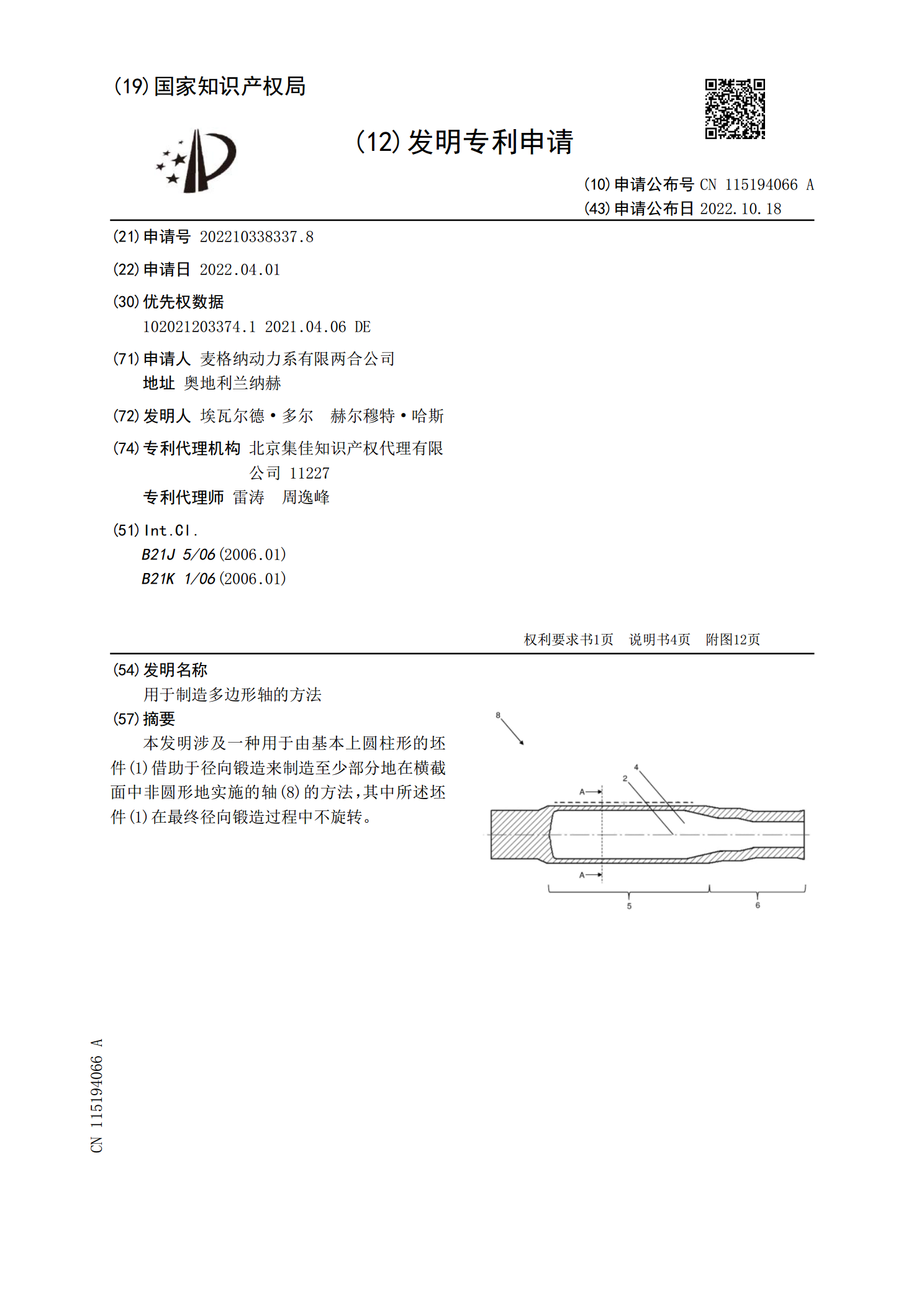
本发明涉及一种用于由基本上圆柱形的坯件(1)借助于径向锻造来制造至少部分地在横截面中非圆形地实施的轴(8)的方法,其中所述坯件(1)在最终径向锻造过程中不旋转。