
一种非圆曲面的超精研加工方法.pdf

淑然****by


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种非圆曲面的超精研加工方法.pdf
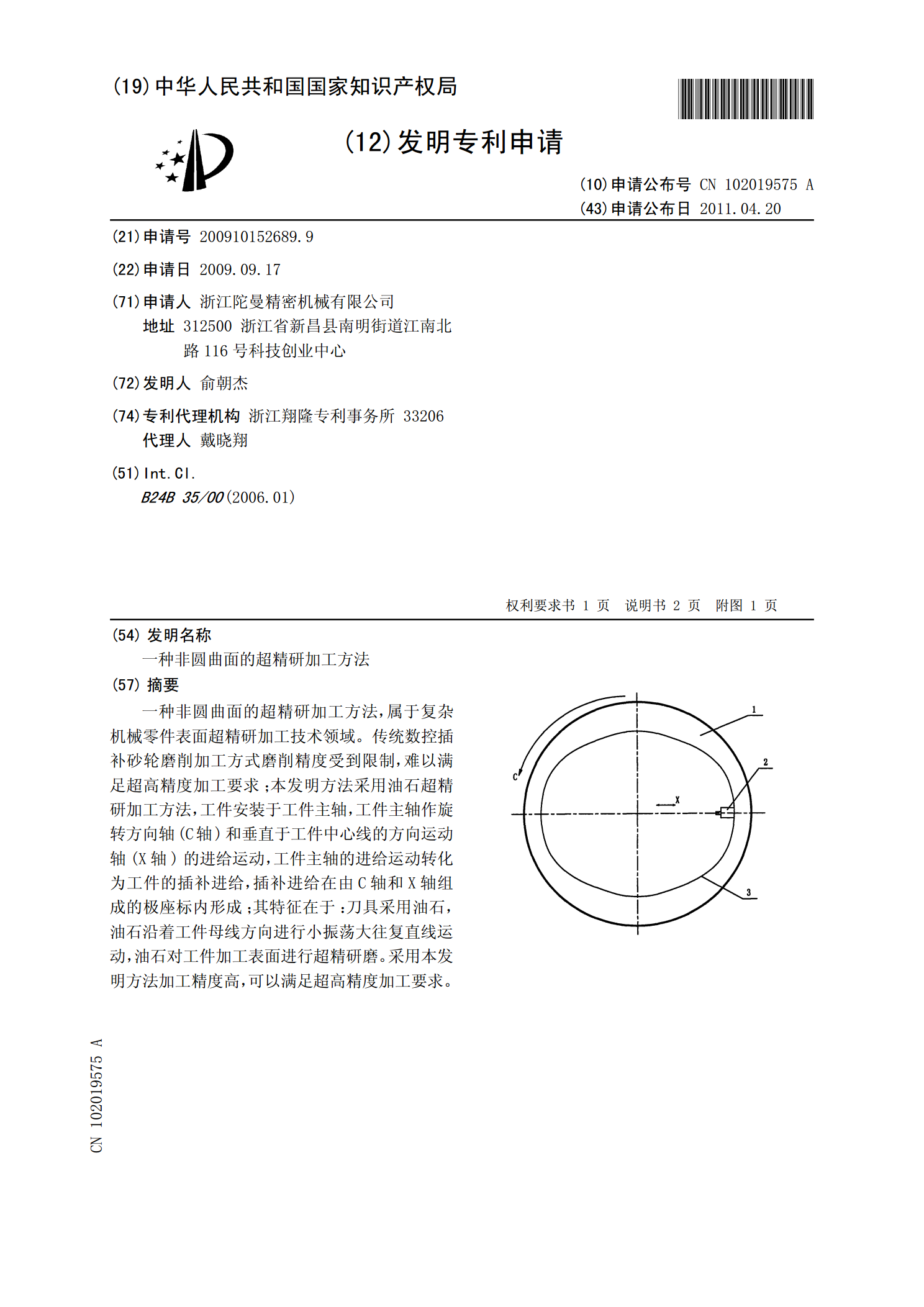
一种非圆曲面的超精研加工方法,属于复杂机械零件表面超精研加工技术领域。传统数控插补砂轮磨削加工方式磨削精度受到限制,难以满足超高精度加工要求;本发明方法采用油石超精研加工方法,工件安装于工件主轴,工件主轴作旋转方向轴(C轴)和垂直于工件中心线的方向运动轴(X轴)的进给运动,工件主轴的进给运动转化为工件的插补进给,插补进给在由C轴和X轴组成的极座标内形成;其特征在于:刀具采用油石,油石沿着工件母线方向进行小振荡大往复直线运动,油石对工件加工表面进行超精研磨。采用本发明方法加工精度高,可以满足超高精度加工要求
一种凸度圆柱滚子外圆的柔性超精研抛加工装置及方法.pdf
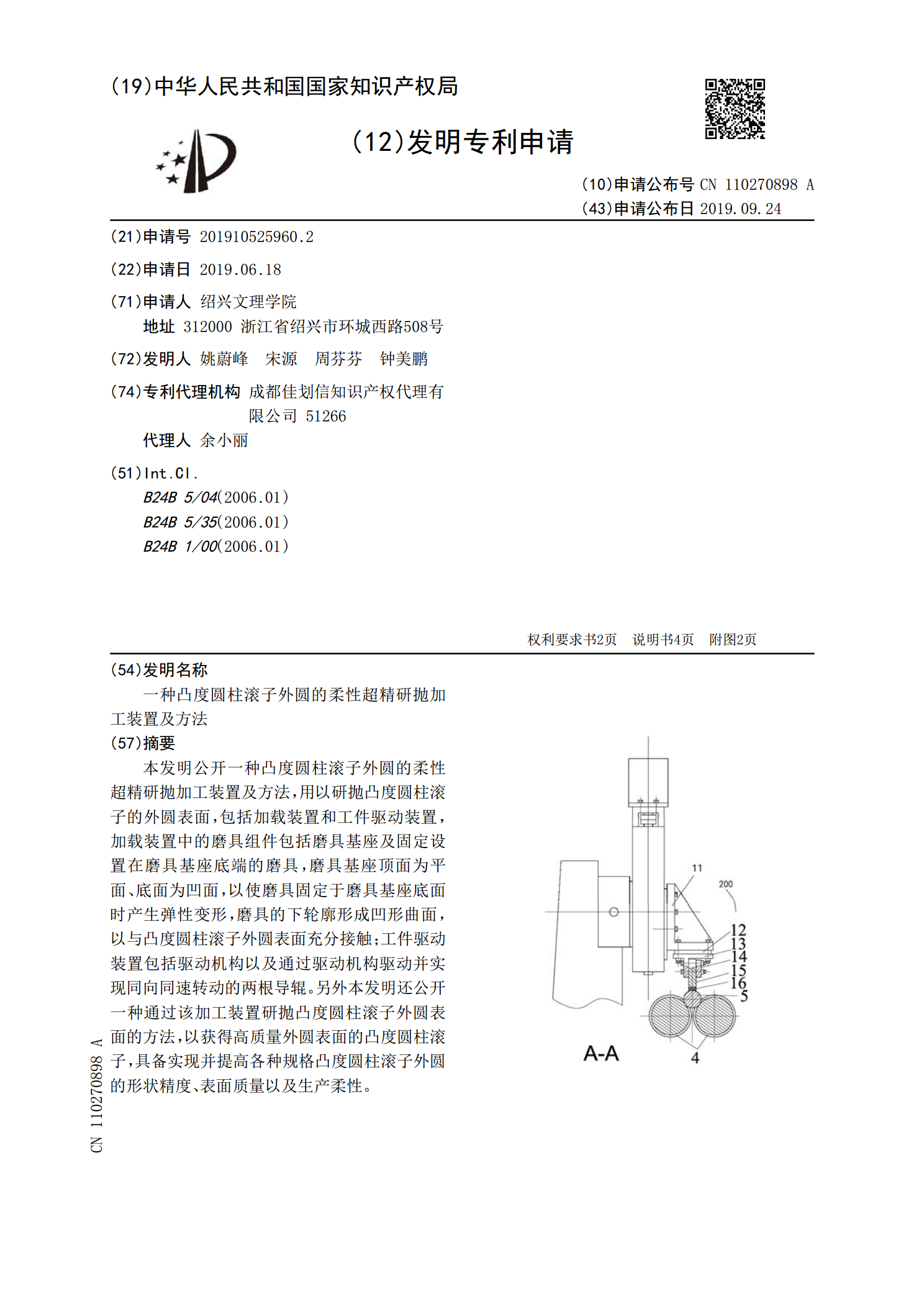
本发明公开一种凸度圆柱滚子外圆的柔性超精研抛加工装置及方法,用以研抛凸度圆柱滚子的外圆表面,包括加载装置和工件驱动装置,加载装置中的磨具组件包括磨具基座及固定设置在磨具基座底端的磨具,磨具基座顶面为平面、底面为凹面,以使磨具固定于磨具基座底面时产生弹性变形,磨具的下轮廓形成凹形曲面,以与凸度圆柱滚子外圆表面充分接触;工件驱动装置包括驱动机构以及通过驱动机构驱动并实现同向同速转动的两根导辊。另外本发明还公开一种通过该加工装置研抛凸度圆柱滚子外圆表面的方法,以获得高质量外圆表面的凸度圆柱滚子,具备实现并提高各
一种轴承沟道超精研加工调整装置及其调整方法.pdf
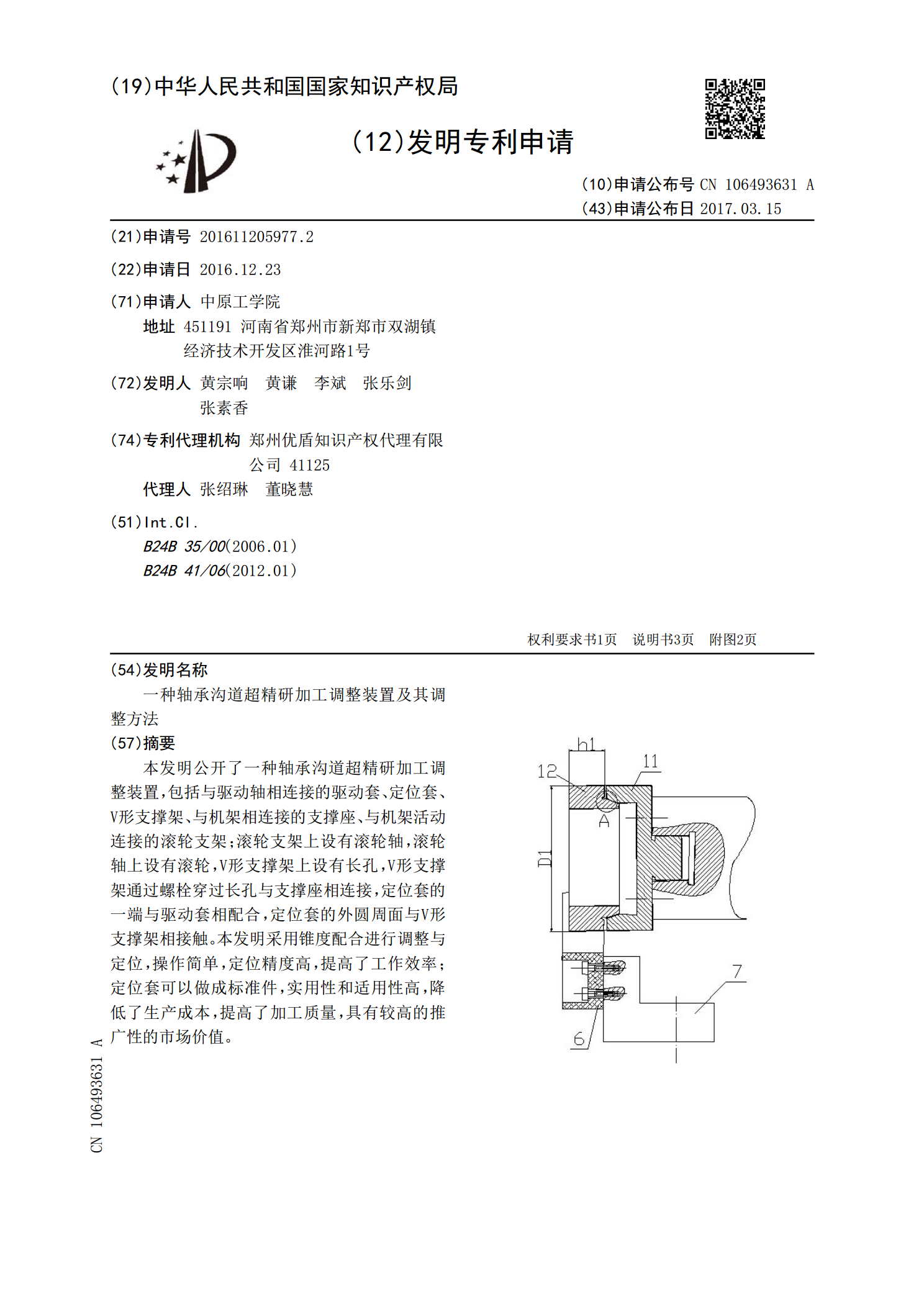
本发明公开了一种轴承沟道超精研加工调整装置,包括与驱动轴相连接的驱动套、定位套、V形支撑架、与机架相连接的支撑座、与机架活动连接的滚轮支架;滚轮支架上设有滚轮轴,滚轮轴上设有滚轮,V形支撑架上设有长孔,V形支撑架通过螺栓穿过长孔与支撑座相连接,定位套的一端与驱动套相配合,定位套的外圆周面与V形支撑架相接触。本发明采用锥度配合进行调整与定位,操作简单,定位精度高,提高了工作效率;定位套可以做成标准件,实用性和适用性高,降低了生产成本,提高了加工质量,具有较高的推广性的市场价值。
一种非圆齿轮的加工方法.pdf
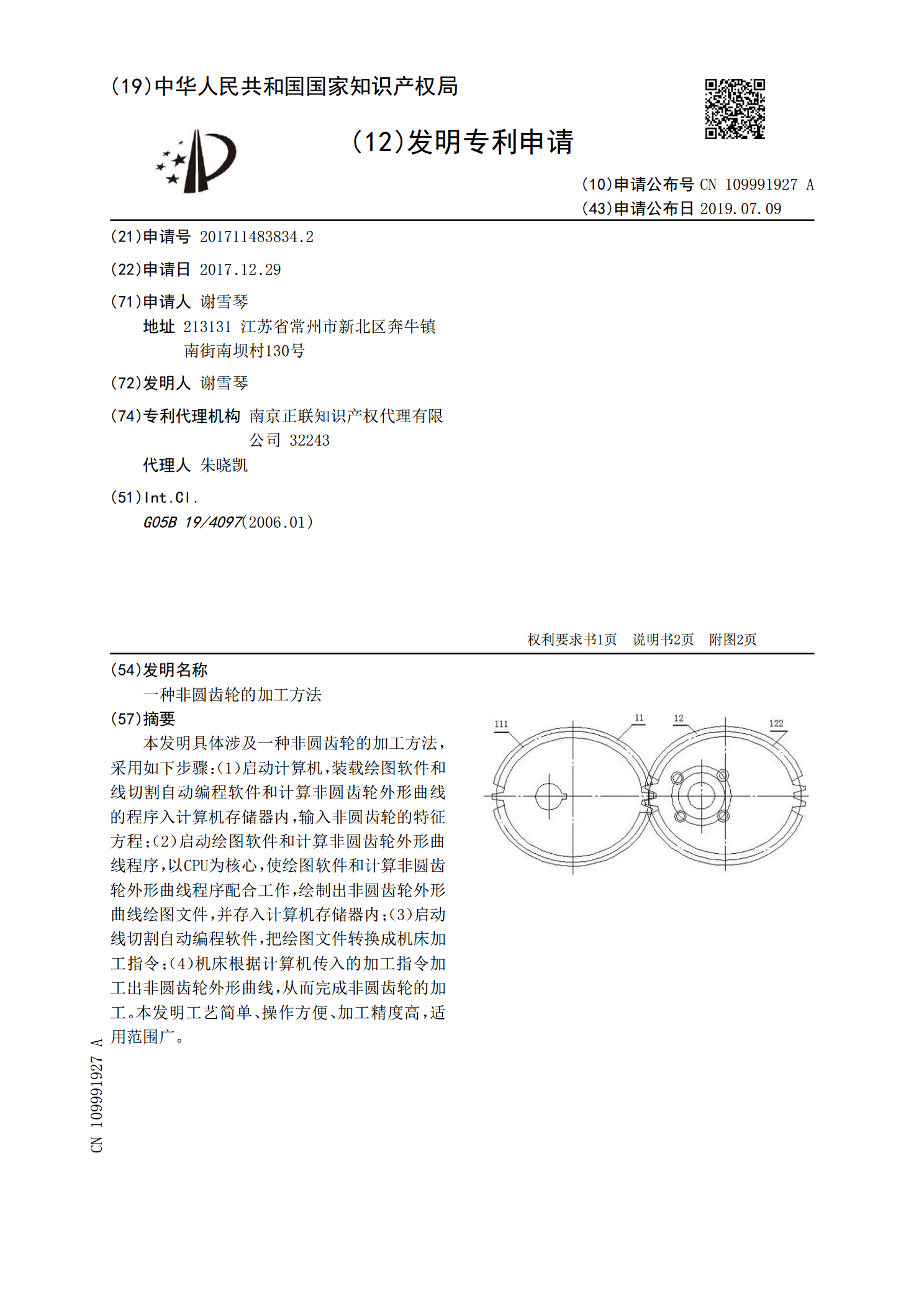
本发明具体涉及一种非圆齿轮的加工方法,采用如下步骤:(1)启动计算机,装载绘图软件和线切割自动编程软件和计算非圆齿轮外形曲线的程序入计算机存储器内,输入非圆齿轮的特征方程;(2)启动绘图软件和计算非圆齿轮外形曲线程序,以CPU为核心,使绘图软件和计算非圆齿轮外形曲线程序配合工作,绘制出非圆齿轮外形曲线绘图文件,并存入计算机存储器内;(3)启动线切割自动编程软件,把绘图文件转换成机床加工指令;(4)机床根据计算机传入的加工指令加工出非圆齿轮外形曲线,从而完成非圆齿轮的加工。本发明工艺简单、操作方便、加工精度
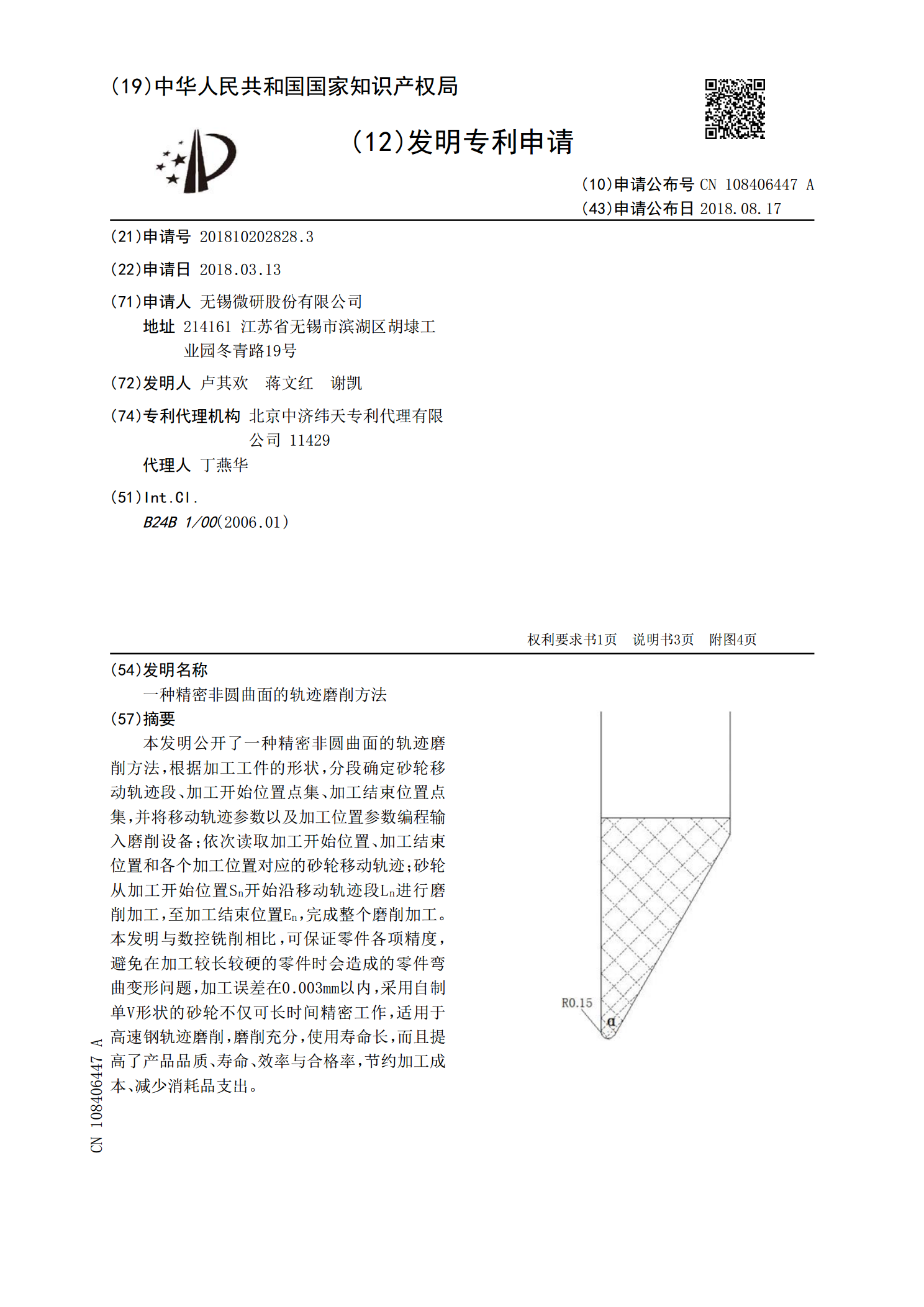
一种精密非圆曲面的轨迹磨削方法.pdf
本发明公开了一种精密非圆曲面的轨迹磨削方法,根据加工工件的形状,分段确定砂轮移动轨迹段、加工开始位置点集、加工结束位置点集,并将移动轨迹参数以及加工位置参数编程输入磨削设备;依次读取加工开始位置、加工结束位置和各个加工位置对应的砂轮移动轨迹;砂轮从加工开始位置S