
一种非圆齿轮的加工方法.pdf

元容****少女

1/6

2/6

3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种非圆齿轮的加工方法.pdf
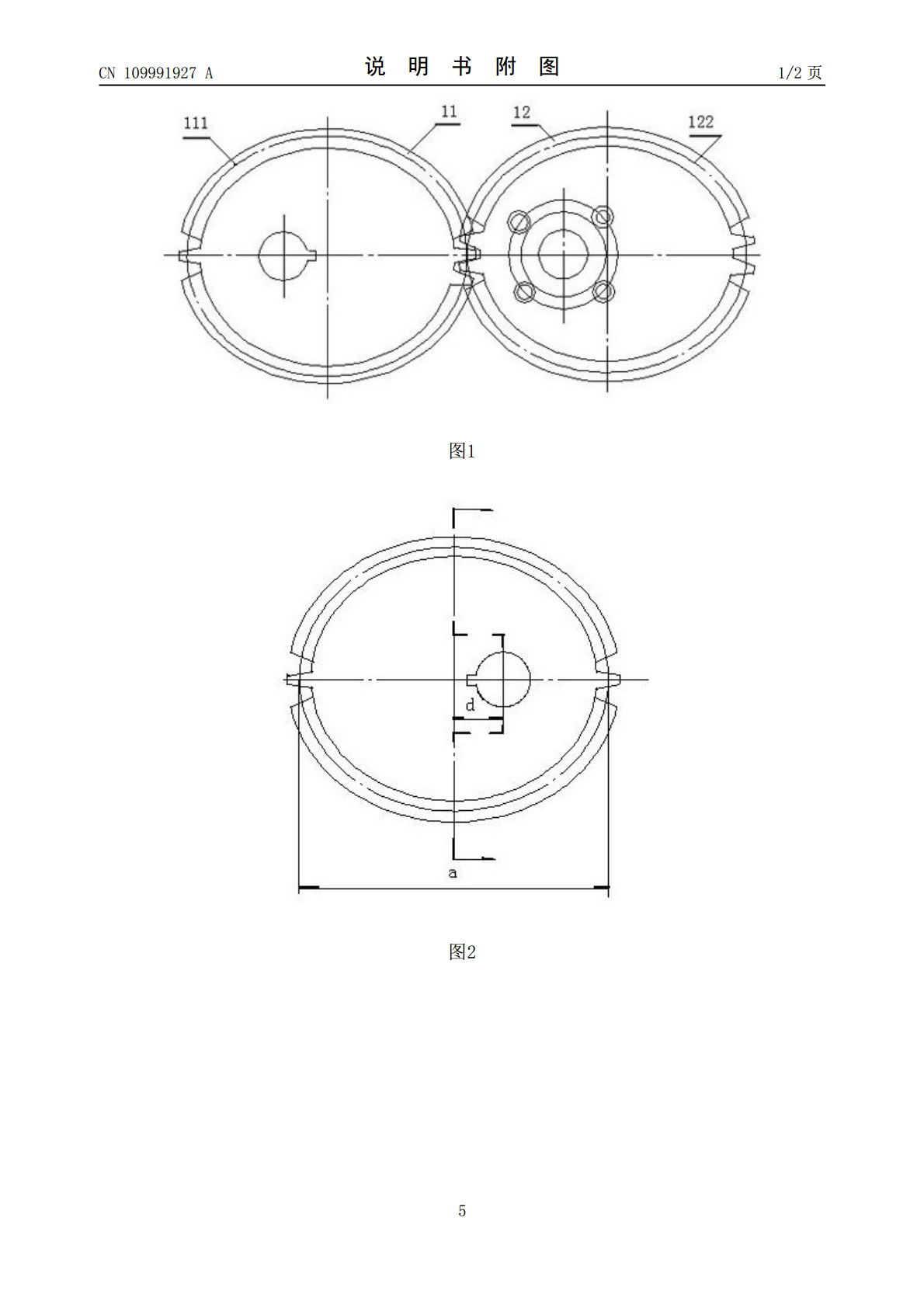
本发明具体涉及一种非圆齿轮的加工方法,采用如下步骤:(1)启动计算机,装载绘图软件和线切割自动编程软件和计算非圆齿轮外形曲线的程序入计算机存储器内,输入非圆齿轮的特征方程;(2)启动绘图软件和计算非圆齿轮外形曲线程序,以CPU为核心,使绘图软件和计算非圆齿轮外形曲线程序配合工作,绘制出非圆齿轮外形曲线绘图文件,并存入计算机存储器内;(3)启动线切割自动编程软件,把绘图文件转换成机床加工指令;(4)机床根据计算机传入的加工指令加工出非圆齿轮外形曲线,从而完成非圆齿轮的加工。本发明工艺简单、操作方便、加工精度

非圆齿轮插齿加工方法.pdf
一种非圆齿轮插齿加工方法,根据非圆齿轮的参数(节曲线,模数,中心距)以及加工参数,综合考虑切削量、退刀、定位基准等计算出非圆齿轮数控插齿机各轴的运动轨迹,生成加工代码,可以在普通的数控插齿机上加工出非圆齿轮,具有加工效率高,加工精度好,综合成本低等特点。
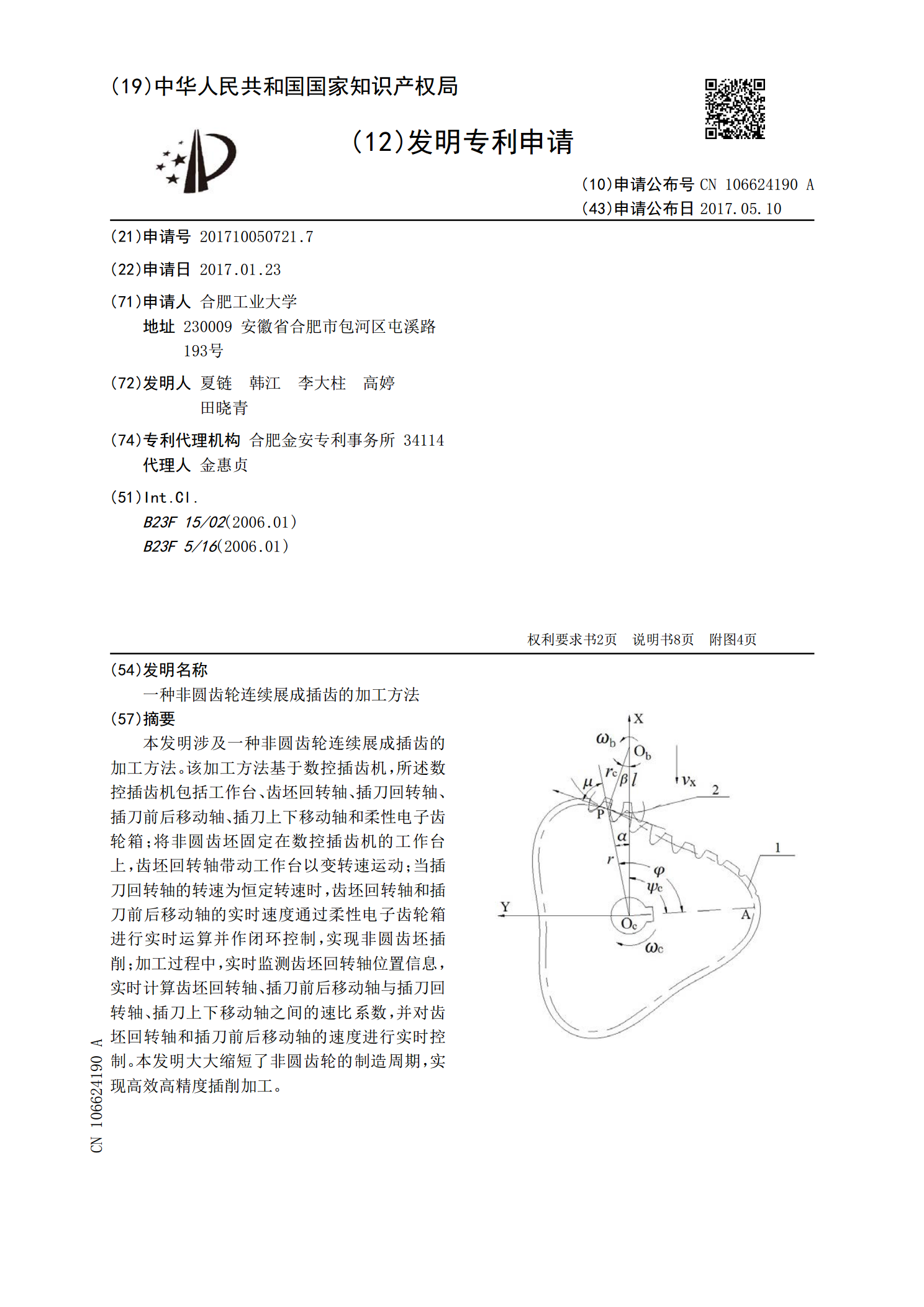
一种非圆齿轮连续展成插齿的加工方法.pdf
本发明涉及一种非圆齿轮连续展成插齿的加工方法。该加工方法基于数控插齿机,所述数控插齿机包括工作台、齿坯回转轴、插刀回转轴、插刀前后移动轴、插刀上下移动轴和柔性电子齿轮箱;将非圆齿坯固定在数控插齿机的工作台上,齿坯回转轴带动工作台以变转速运动;当插刀回转轴的转速为恒定转速时,齿坯回转轴和插刀前后移动轴的实时速度通过柔性电子齿轮箱进行实时运算并作闭环控制,实现非圆齿坯插削;加工过程中,实时监测齿坯回转轴位置信息,实时计算齿坯回转轴、插刀前后移动轴与插刀回转轴、插刀上下移动轴之间的速比系数,并对齿坯回转轴和插刀
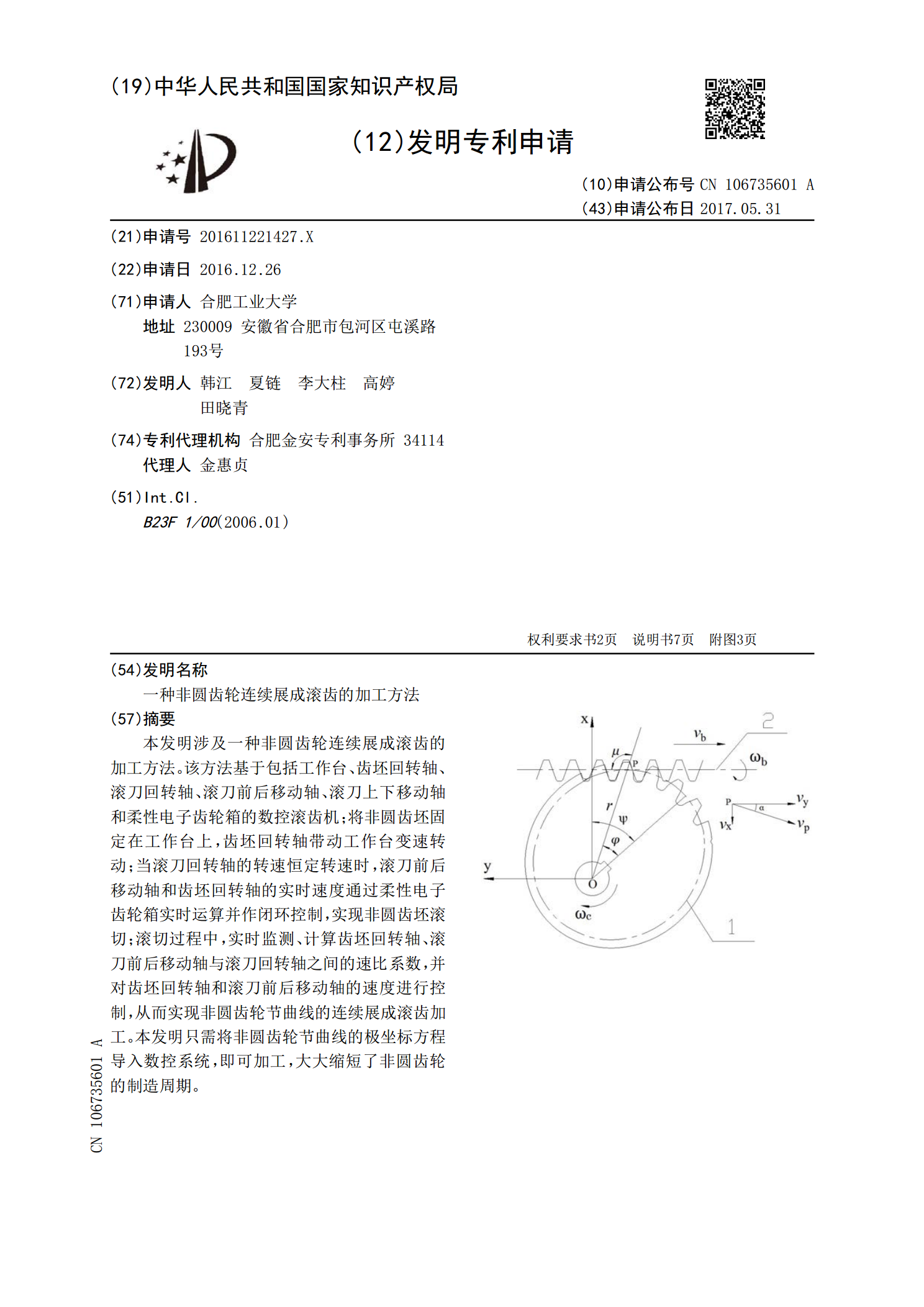
一种非圆齿轮连续展成滚齿的加工方法.pdf
本发明涉及一种非圆齿轮连续展成滚齿的加工方法。该方法基于包括工作台、齿坯回转轴、滚刀回转轴、滚刀前后移动轴、滚刀上下移动轴和柔性电子齿轮箱的数控滚齿机;将非圆齿坯固定在工作台上,齿坯回转轴带动工作台变速转动;当滚刀回转轴的转速恒定转速时,滚刀前后移动轴和齿坯回转轴的实时速度通过柔性电子齿轮箱实时运算并作闭环控制,实现非圆齿坯滚切;滚切过程中,实时监测、计算齿坯回转轴、滚刀前后移动轴与滚刀回转轴之间的速比系数,并对齿坯回转轴和滚刀前后移动轴的速度进行控制,从而实现非圆齿轮节曲线的连续展成滚齿加工。本发明只需

非圆齿轮加工法研究及斜齿非圆齿轮滚齿加工过程仿真.docx
非圆齿轮加工法研究及斜齿非圆齿轮滚齿加工过程仿真【摘要】相比于传统的圆齿轮,在非圆齿轮传动中能够提供更好的性能和效率。因此,非圆齿轮的加工技术也越来越受到关注。本文介绍了当前非圆齿轮加工的研究现状,重点探讨了斜齿非圆齿轮滚齿加工过程的仿真实验。实验结果表明,斜齿非圆齿轮的滚齿加工相对于传统的铣削和切割加工有着更高的加工精度和效率,具有更广阔的应用前景。【关键词】非圆齿轮;斜齿;滚齿加工;仿真实验;加工精度一、引言随着机械行业的不断发展,传动系统和控制系统要求更高的精度和可靠性。而当下的传动系统使用最为广泛