
软带加工方法.pdf

又珊****ck


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
软带加工方法.pdf
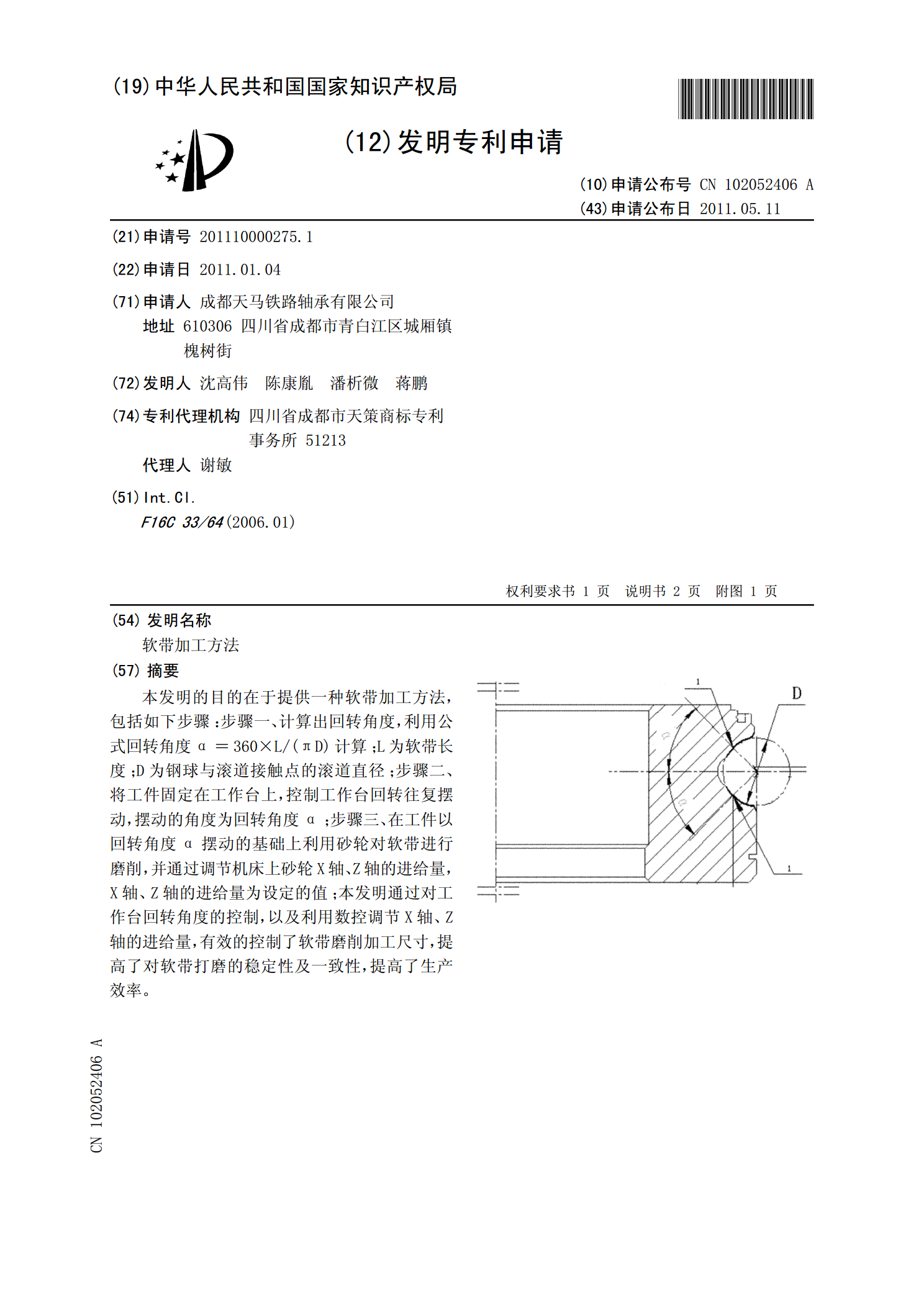
本发明的目的在于提供一种软带加工方法,包括如下步骤:步骤一、计算出回转角度,利用公式回转角度α=360×L/(πD)计算;L为软带长度;D为钢球与滚道接触点的滚道直径;步骤二、将工件固定在工作台上,控制工作台回转往复摆动,摆动的角度为回转角度α;步骤三、在工件以回转角度α摆动的基础上利用砂轮对软带进行磨削,并通过调节机床上砂轮X轴、Z轴的进给量,X轴、Z轴的进给量为设定的值;本发明通过对工作台回转角度的控制,以及利用数控调节X轴、Z轴的进给量,有效的控制了软带磨削加工尺寸,提高了对软带打磨的稳定性及一致性
一种耐磨软带的加工生产线及其加工方法.pdf
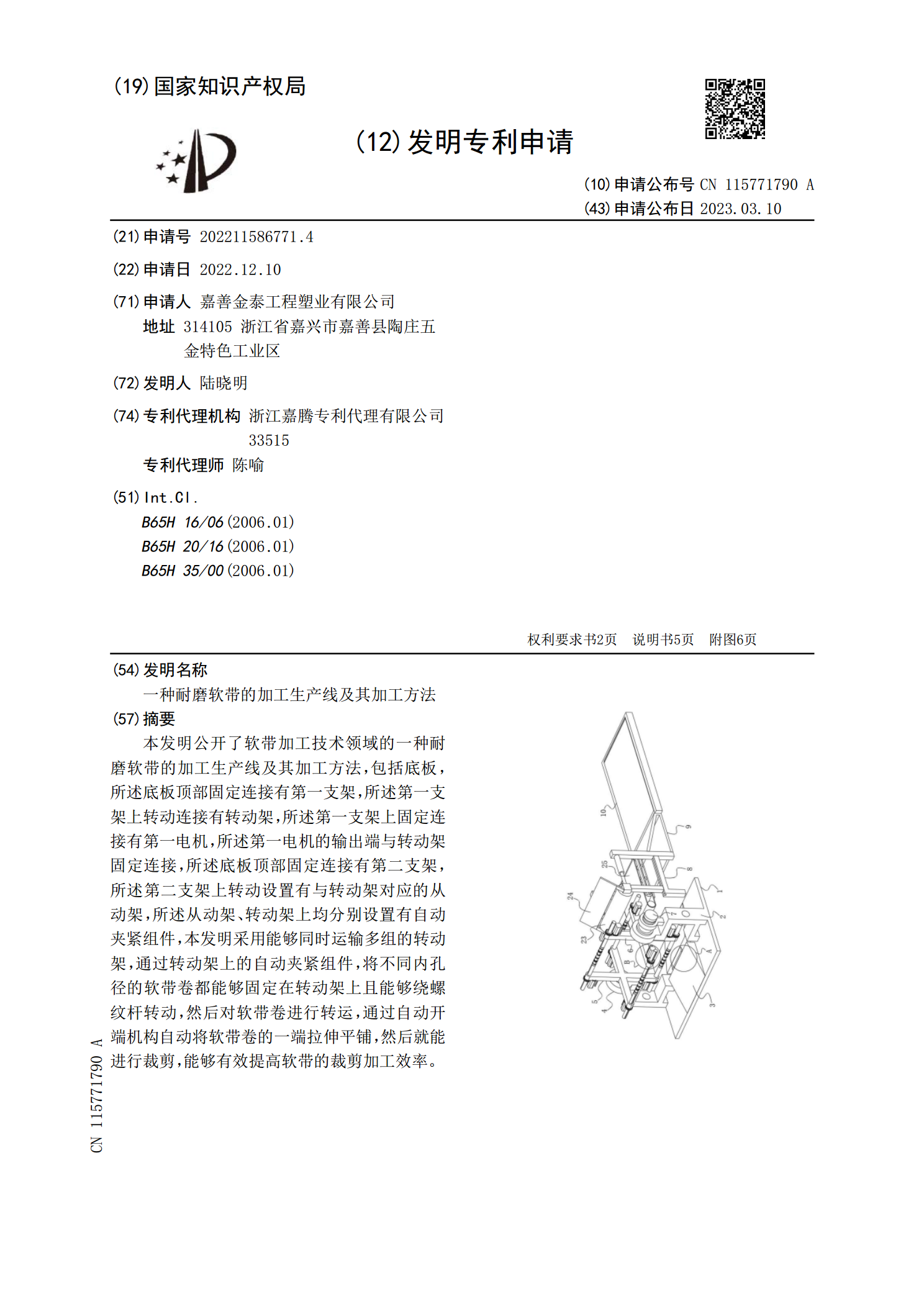
本发明公开了软带加工技术领域的一种耐磨软带的加工生产线及其加工方法,包括底板,所述底板顶部固定连接有第一支架,所述第一支架上转动连接有转动架,所述第一支架上固定连接有第一电机,所述第一电机的输出端与转动架固定连接,所述底板顶部固定连接有第二支架,所述第二支架上转动设置有与转动架对应的从动架,所述从动架、转动架上均分别设置有自动夹紧组件,本发明采用能够同时运输多组的转动架,通过转动架上的自动夹紧组件,将不同内孔径的软带卷都能够固定在转动架上且能够绕螺纹杆转动,然后对软带卷进行转运,通过自动开端机构自动将软带
一种带软编织线铜排及加工方法.pdf
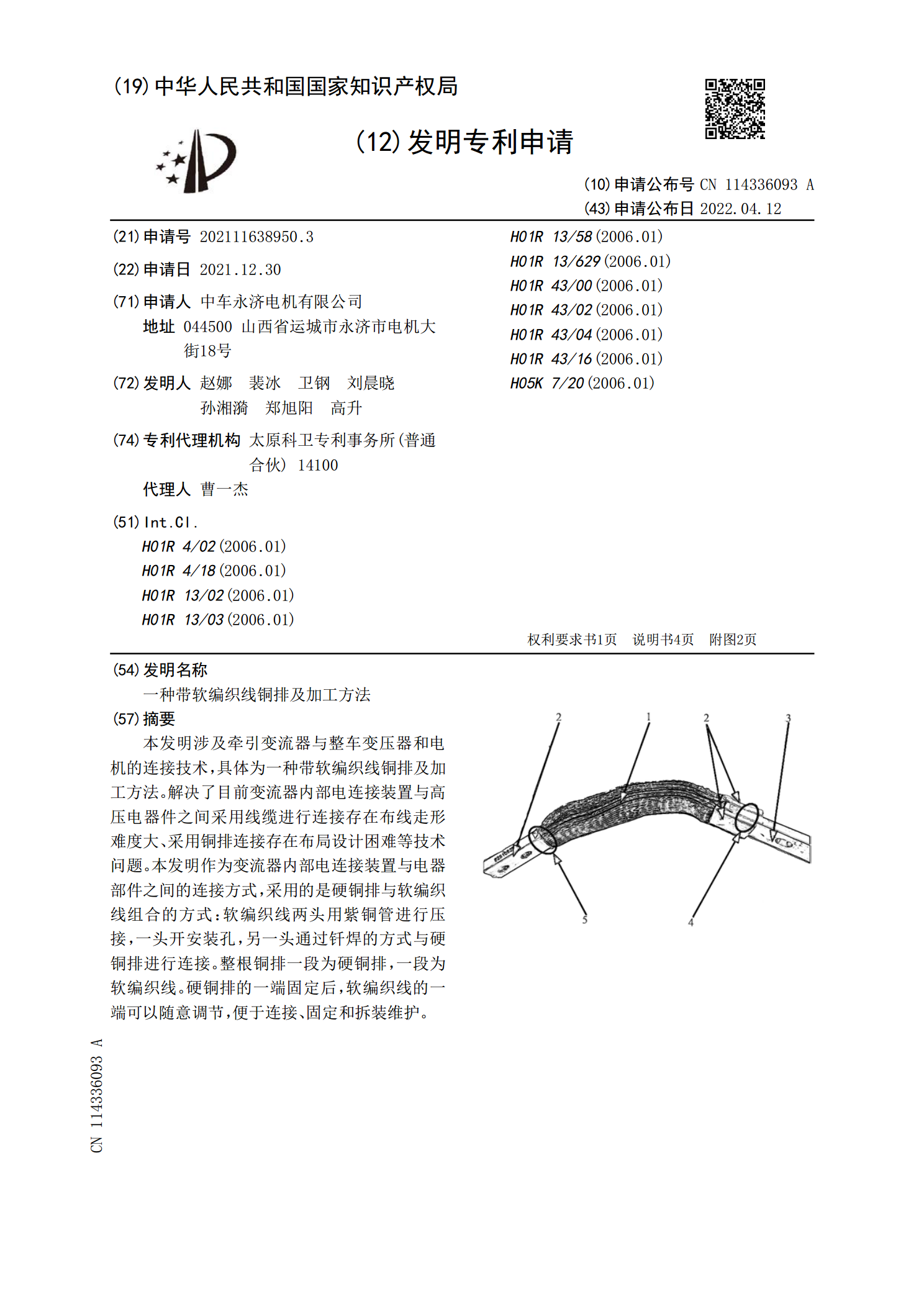
本发明涉及牵引变流器与整车变压器和电机的连接技术,具体为一种带软编织线铜排及加工方法。解决了目前变流器内部电连接装置与高压电器件之间采用线缆进行连接存在布线走形难度大、采用铜排连接存在布局设计困难等技术问题。本发明作为变流器内部电连接装置与电器部件之间的连接方式,采用的是硬铜排与软编织线组合的方式:软编织线两头用紫铜管进行压接,一头开安装孔,另一头通过钎焊的方式与硬铜排进行连接。整根铜排一段为硬铜排,一段为软编织线。硬铜排的一端固定后,软编织线的一端可以随意调节,便于连接、固定和拆装维护。

AutoCAD在软带加工中的应用.docx
AutoCAD在软带加工中的应用自动计算机辅助设计(AutoCAD)是一种广泛使用的绘图软件,被广泛应用于机械加工,结构设计及建筑设计等领域。软带加工是一种机械加工方式,它是将纯PTFE材料通过专业的软带加工设备进行加工,其中PTFE软带是纯聚四氟乙烯材料,具有优异的耐腐蚀性能以及超高温度稳定性,其加工需要高精度的CAD图纸,而AutoCAD恰好满足了这一要求。AutoCAD软件在软带加工中的应用主要有以下三个方面:1.绘制CAD图纸在软带加工过程中,需要先制作CAD图纸,以便在软带加工设备中进行加工。A
软包调味芦笋的加工方法.pdf
本发明涉及一种软包调味芦笋的加工方法,包括如下步骤:(1)芦笋采摘、漂洗;(2)芦笋预处理:步骤(1)漂洗干净的芦笋浸泡于预处理剂中预处理60‑90min,所述预处理剂为质量分数1‑2%的羧甲基葡聚糖、质量分数0.4‑0.6%的还原型谷胱甘肽和适量冰醋酸的混合水溶液,预处理温度5‑8℃,预处理剂pH5.0‑5.5,芦笋湿重与预处理剂的体积比为1:3‑5;(3)熟制:步骤(2)预处理过的芦笋沥干预处理剂后平摊于托盘内,厚度2‑3cm,然后置于蒸箱内于70‑80℃蒸45‑60s,然后快速冷却至室温;(4)步骤