
一种耐磨软带的加工生产线及其加工方法.pdf

星菱****23

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种耐磨软带的加工生产线及其加工方法.pdf
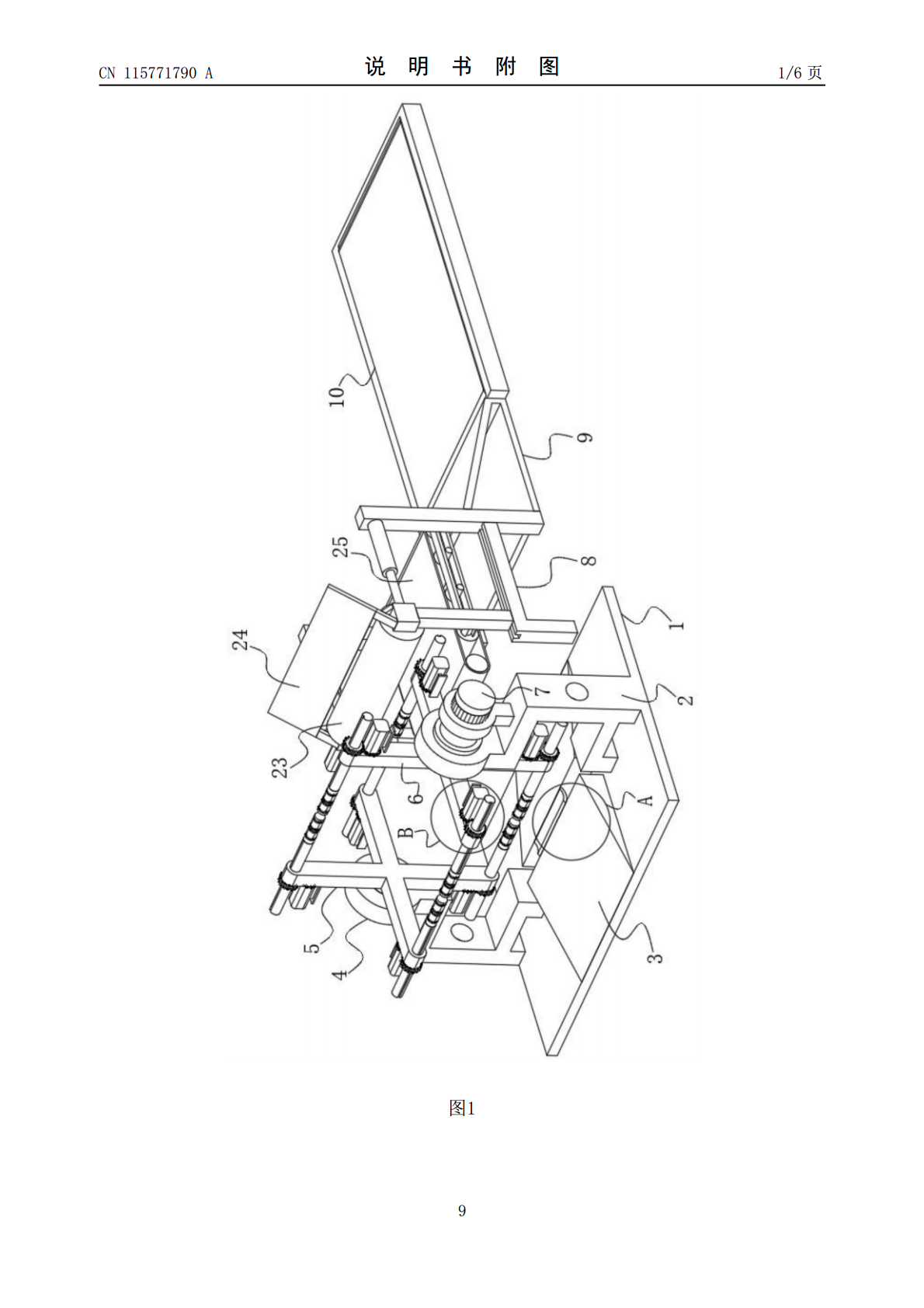
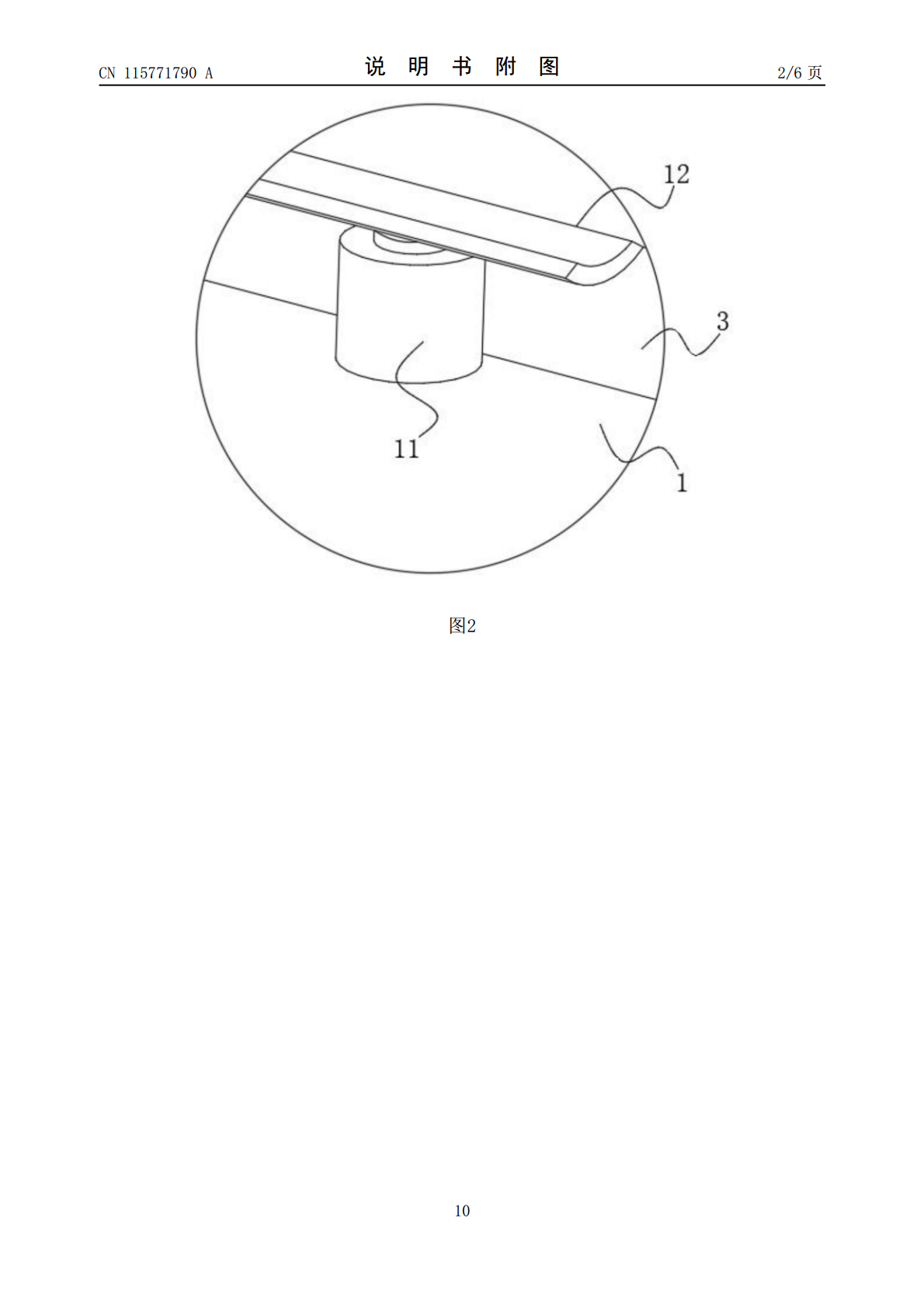
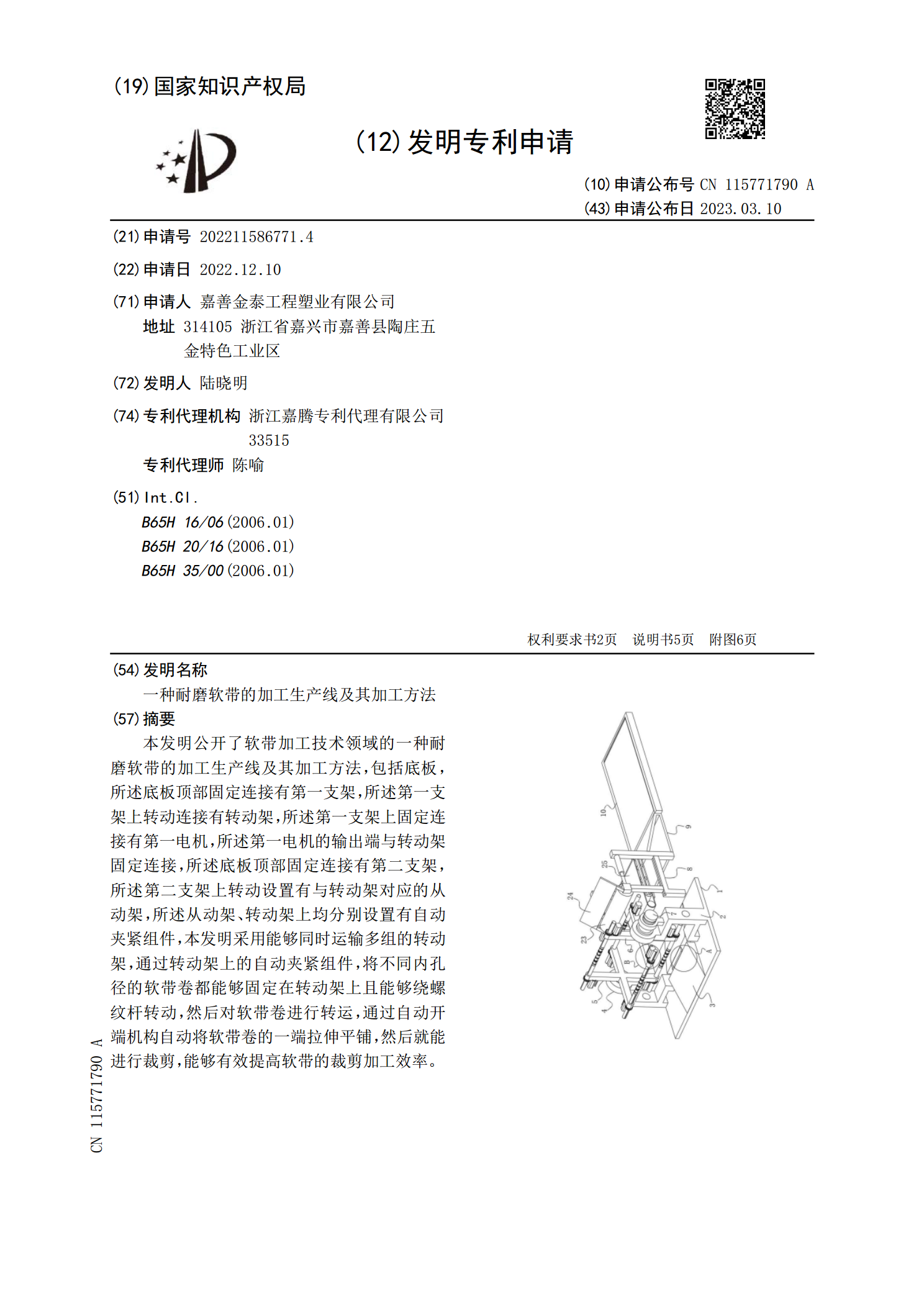
本发明公开了软带加工技术领域的一种耐磨软带的加工生产线及其加工方法,包括底板,所述底板顶部固定连接有第一支架,所述第一支架上转动连接有转动架,所述第一支架上固定连接有第一电机,所述第一电机的输出端与转动架固定连接,所述底板顶部固定连接有第二支架,所述第二支架上转动设置有与转动架对应的从动架,所述从动架、转动架上均分别设置有自动夹紧组件,本发明采用能够同时运输多组的转动架,通过转动架上的自动夹紧组件,将不同内孔径的软带卷都能够固定在转动架上且能够绕螺纹杆转动,然后对软带卷进行转运,通过自动开端机构自动将软带
一种软磁条及其加工方法.pdf
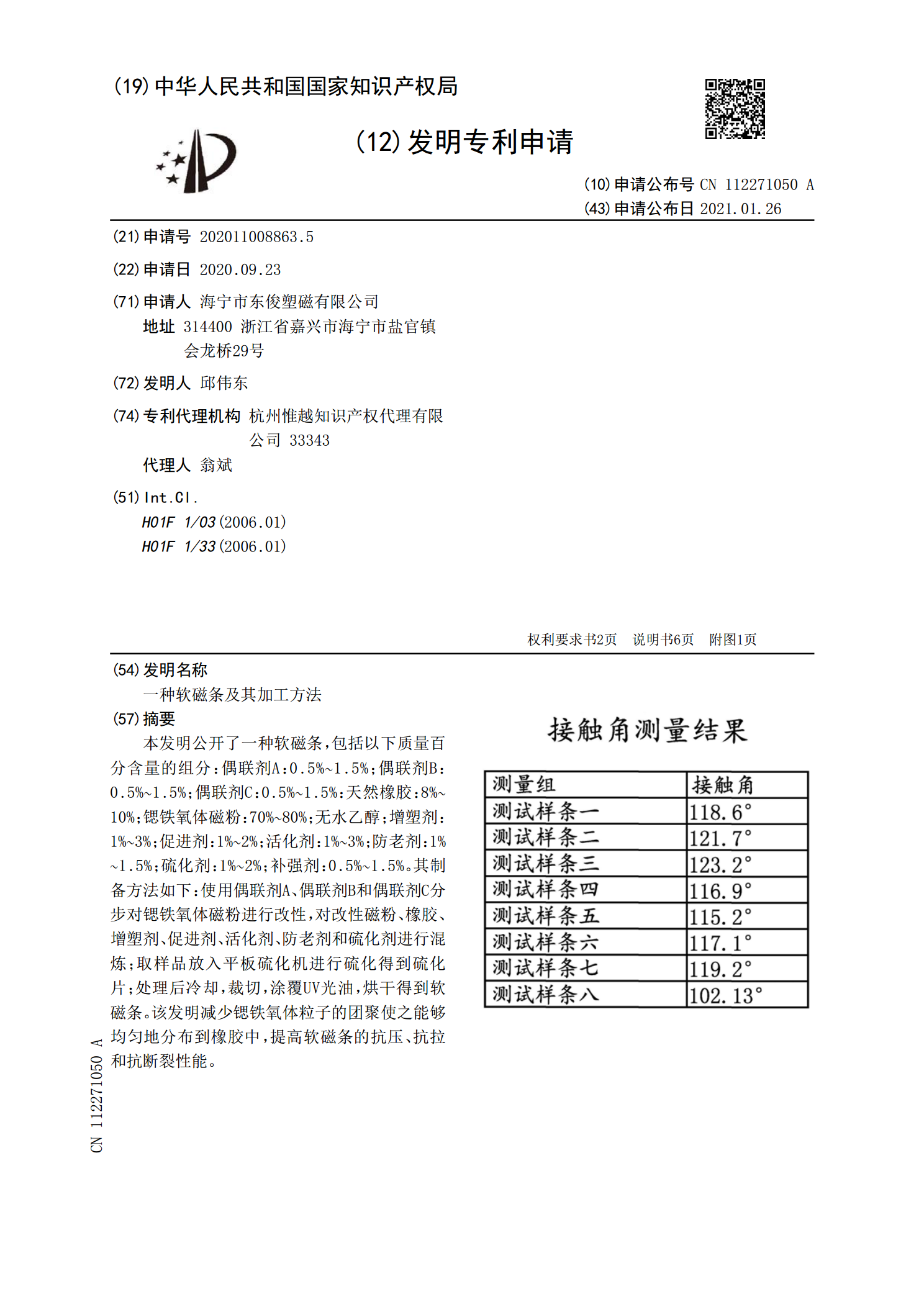
本发明公开了一种软磁条,包括以下质量百分含量的组分:偶联剂A:0.5%~1.5%;偶联剂B:0.5%~1.5%;偶联剂C:0.5%~1.5%:天然橡胶:8%~10%;锶铁氧体磁粉:70%~80%;无水乙醇;增塑剂:1%~3%;促进剂:1%~2%;活化剂:1%~3%;防老剂:1%~1.5%;硫化剂:1%~2%;补强剂:0.5%~1.5%。其制备方法如下:使用偶联剂A、偶联剂B和偶联剂C分步对锶铁氧体磁粉进行改性,对改性磁粉、橡胶、增塑剂、促进剂、活化剂、防老剂和硫化剂进行混炼;取样品放入平板硫化机进行硫化得
一种耐磨砂轮及其加工方法.pdf
本发明公开了一种耐磨砂轮及其加工方法,具体包括以下步骤:(1)按照重量份称取原料:磨料100‑120份,金刚石10‑14份,糊精1‑3份,结合剂14‑16份,湿润剂4‑6份;(2)将所有原料进行过筛;(3)将混合粉末放入成型模具箱套模内,震动后用刮平板刮平原料;(4)将压板缓慢放入套模内,进行加压;(5)在硬化炉内硬化;(6)加工完成后对砂轮进行检验,合格之后包装。通过本发明对砂轮进行加工,首先对砂轮原料进行过筛,可以防止原料中混入杂质,通过对砂轮进行过震后加压成型,使得砂轮的内部组织更均匀,进一步提高了
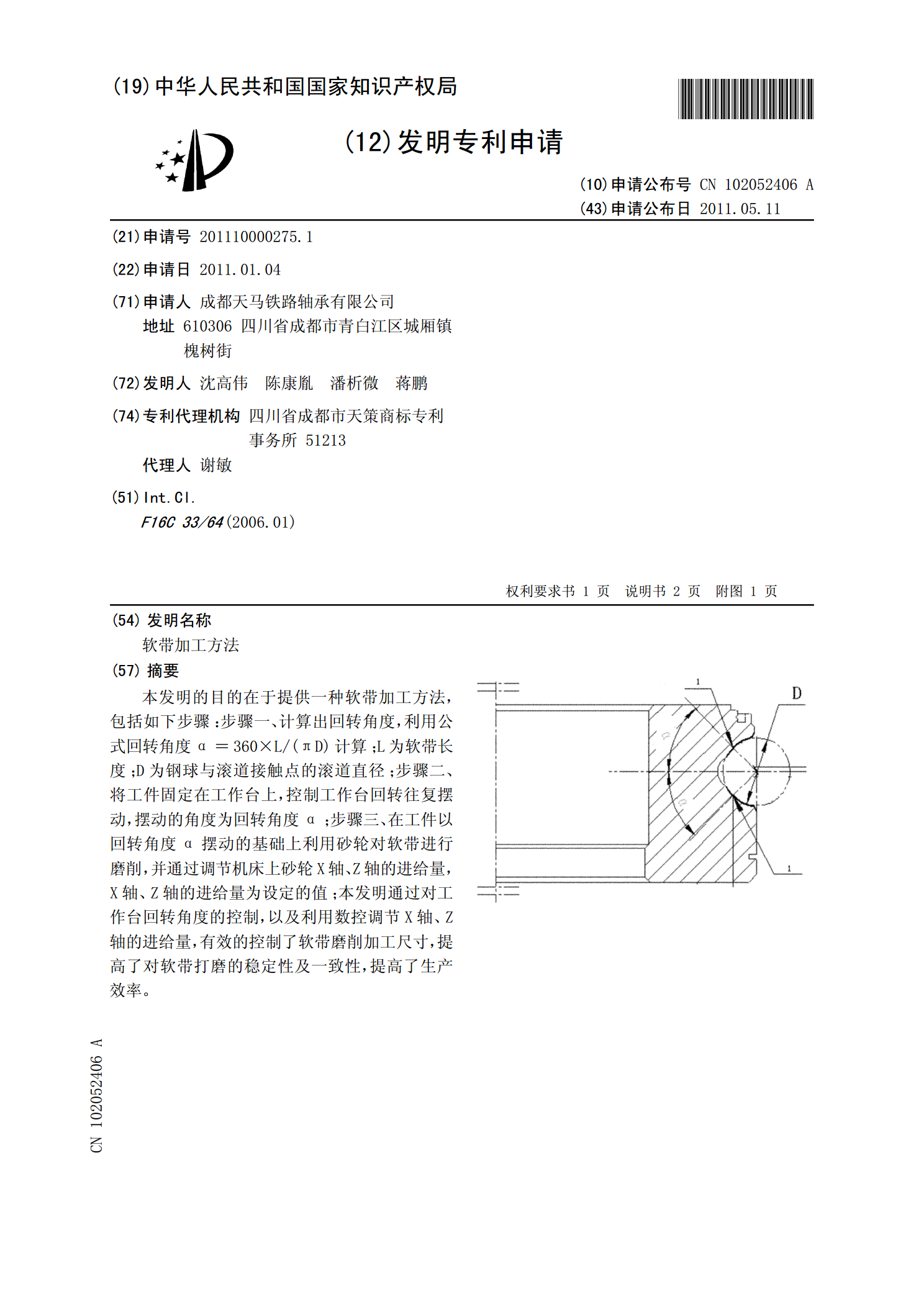
软带加工方法.pdf
本发明的目的在于提供一种软带加工方法,包括如下步骤:步骤一、计算出回转角度,利用公式回转角度α=360×L/(πD)计算;L为软带长度;D为钢球与滚道接触点的滚道直径;步骤二、将工件固定在工作台上,控制工作台回转往复摆动,摆动的角度为回转角度α;步骤三、在工件以回转角度α摆动的基础上利用砂轮对软带进行磨削,并通过调节机床上砂轮X轴、Z轴的进给量,X轴、Z轴的进给量为设定的值;本发明通过对工作台回转角度的控制,以及利用数控调节X轴、Z轴的进给量,有效的控制了软带磨削加工尺寸,提高了对软带打磨的稳定性及一致性
耐磨钢球及其加工方法.pdf
本发明提供了一种耐磨钢球及其加工方法,其中,所述加工方法包括:1)将待熔炼原料置于真空条件下进行熔炼,经除氧后,制得熔炼液;2)将步骤1)中制得的熔炼液入模,待冷却成型后,得到球坯;3)将步骤2)中制得的球坯顺次经淬火、一次回火和二次回火后,出炉,制得耐磨钢球;其中,淬火过程为置于甲醇和/或丙酮气氛下进行,且淬火的温度为800~850℃,保温时间为70~100min;一次回火温度为150~220℃,保温时间为100~120min;二次回火温度为140~180℃,保温时间为100~120min。通过上述设计