
V型发动机链条系统正时装配方法.pdf

是翠****ng

1/6

2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
V型发动机链条系统正时装配方法.pdf
本发明涉及一种V型发动机链条系统正时装配方法,其特征在于:先用曲轴正时装配专用工具将曲轴固定在第一缸上止点;同时将凸轮轴后端的键槽调整成和缸盖顶面平行,插入凸轮轴正时装配专用工具固定凸轮轴;同时在两个过渡惰轮和第一级链条对应于两个过渡惰轮的位置上作好标记,装配时先将各层链条由内向外依次挂在对应的链轮上,安装链条导轨及张紧臂,使第一级链条上的标记和惰轮上的标记对应;拔开第一级链条张紧器上的锁止销,将第一级链条张紧,再依次拔开第二级各层链条张紧器的锁止销,张紧链条;最后再拧紧各链轮螺栓,完成正时装配。其系统成
一种发动机正时链条系统的装配工装及装配方法.pdf
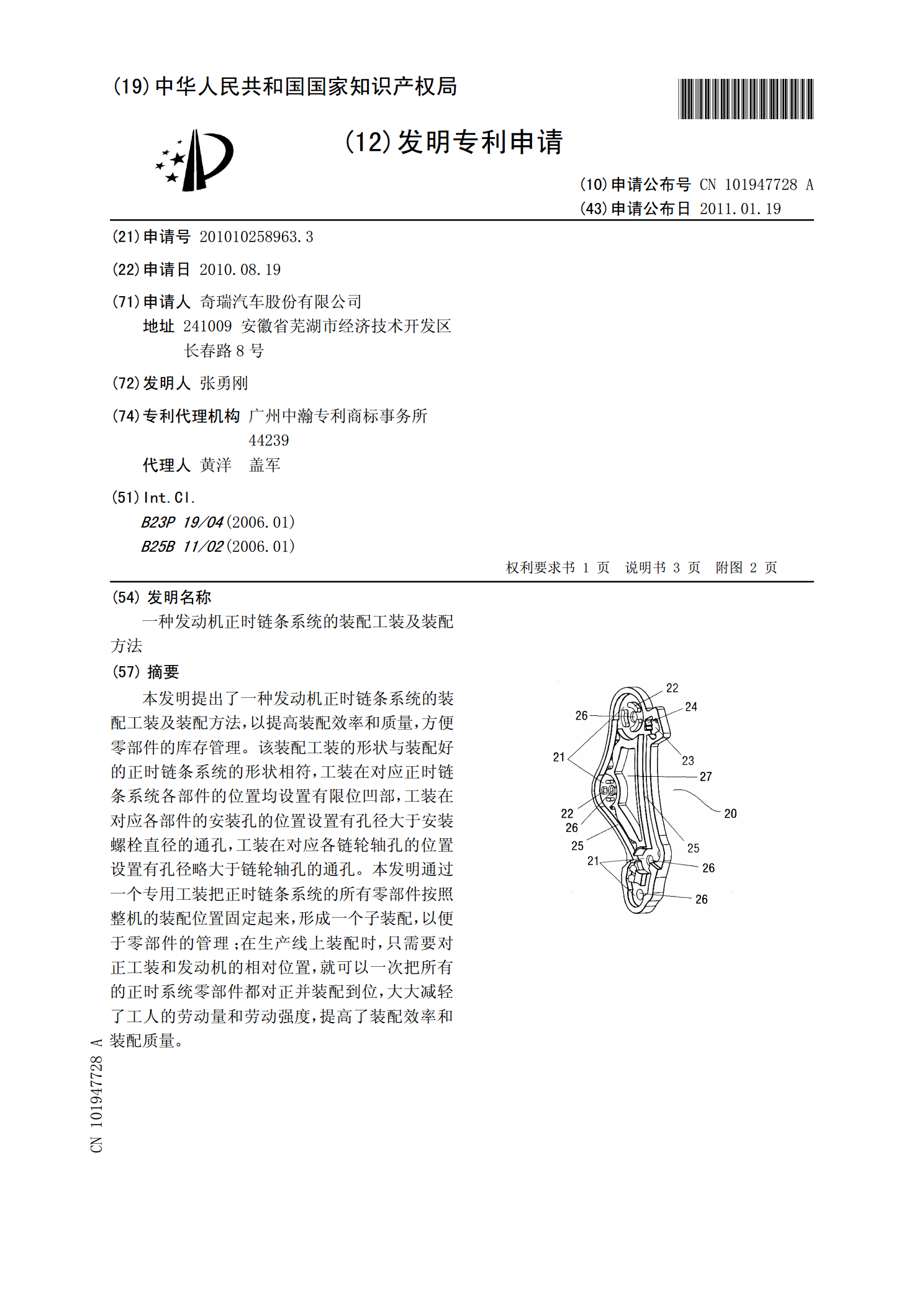
本发明提出了一种发动机正时链条系统的装配工装及装配方法,以提高装配效率和质量,方便零部件的库存管理。该装配工装的形状与装配好的正时链条系统的形状相符,工装在对应正时链条系统各部件的位置均设置有限位凹部,工装在对应各部件的安装孔的位置设置有孔径大于安装螺栓直径的通孔,工装在对应各链轮轴孔的位置设置有孔径略大于链轮轴孔的通孔。本发明通过一个专用工装把正时链条系统的所有零部件按照整机的装配位置固定起来,形成一个子装配,以便于零部件的管理;在生产线上装配时,只需要对正工装和发动机的相对位置,就可以一次把所有的正时

V型发动机正时链系统.pdf
本发明公开了一种V型发动机正时链系统,它包括一个主动链轮、两个凸轮轴链轮、一个惰链轮、正时链、导轨和张紧器。两个凸轮轴链轮分别设置在主动链轮的两侧,三个链轮呈V型排列,正时链围绕在所述三个链轮上,导轨设置在链轮之间的正时链外侧。从而解决了现有较大排量较大功率的V型发动机因采用齿轮传动或正时齿带传动,而导致发动机正时系统笨重、噪音大、振动大和使用寿命低等问题,提高了发动机的整机性能。
发动机的正时系统的装配方法.pdf
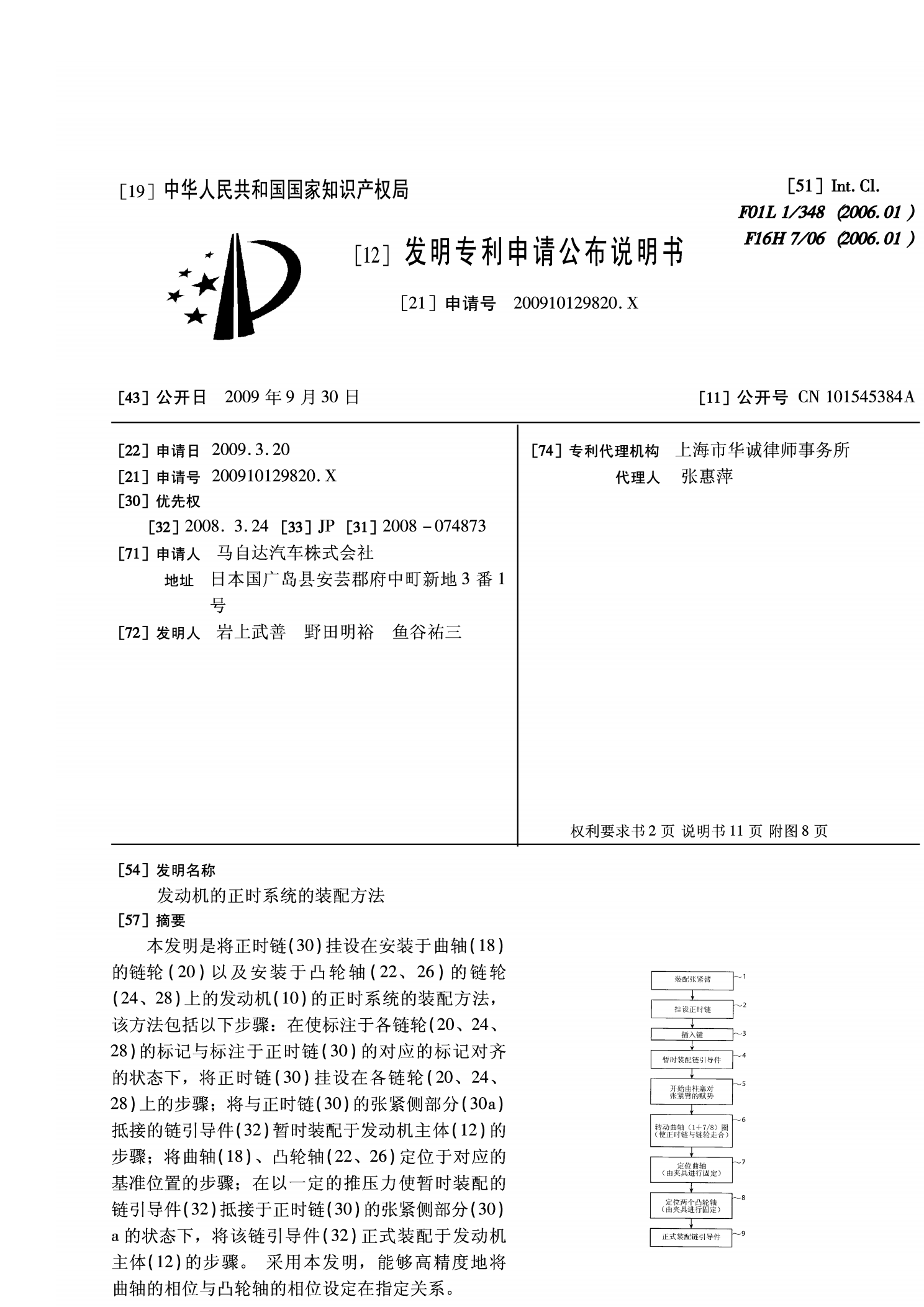
本发明是将正时链(30)挂设在安装于曲轴(18)的链轮(20)以及安装于凸轮轴(22、26)的链轮(24、28)上的发动机(10)的正时系统的装配方法,该方法包括以下步骤:在使标注于各链轮(20、24、28)的标记与标注于正时链(30)的对应的标记对齐的状态下,将正时链(30)挂设在各链轮(20、24、28)上的步骤;将与正时链(30)的张紧侧部分(30a)抵接的链引导件(32)暂时装配于发动机主体(12)的步骤;将曲轴(18)、凸轮轴(22、26)定位于对应的基准位置的步骤;在以一定的推压力使暂

发动机正时系系统装配方法.pdf
本发明公开了一种发动机正时系系统装配方法,它属于汽车领域。本发明通过在传统的发动机正时系系统装配方法的基础上,在进行一次正时之后,再将曲轴和凸轮轴旋转对应角度进行第二次正时,从而将发动机所有的活塞在缸内的高度都保持一致,然后固定后进行最后的正时皮带的安装和调试。通过这样的方式,本发明解决了发动机正时系系统在安装调试时发动机活塞撞气门的风险。