
双锥面包络环面蜗杆数控磨床.pdf

fa****楠吖


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

双锥面包络环面蜗杆数控磨床.pdf
本发明公开了一种双锥面包络环面蜗杆数控磨床,主要包括机床部分和控制柜部分;其机床部分包括床身,纵向拖板、横向拖板、尾座和主轴,纵向拖板上安装有回转盘和回转导轨,回转盘上安装有径向进给拖板,径向进给拖板上安装有横向进给拖板,横向进给拖板上安装有磨头部分,磨头部分上安装有数控砂轮修型器;其控制柜部分可控制主轴绕X轴旋转,回转盘绕Y轴旋转,纵向拖板沿B1轴纵向运动,径向进给拖板沿B轴径向进给,横向进给拖板沿A轴横向进给,砂轮绕Z轴旋转,砂轮修型器的刀架沿X1轴和Y1轴水平运动和竖直运动,并在X1、Y1两轴方向实
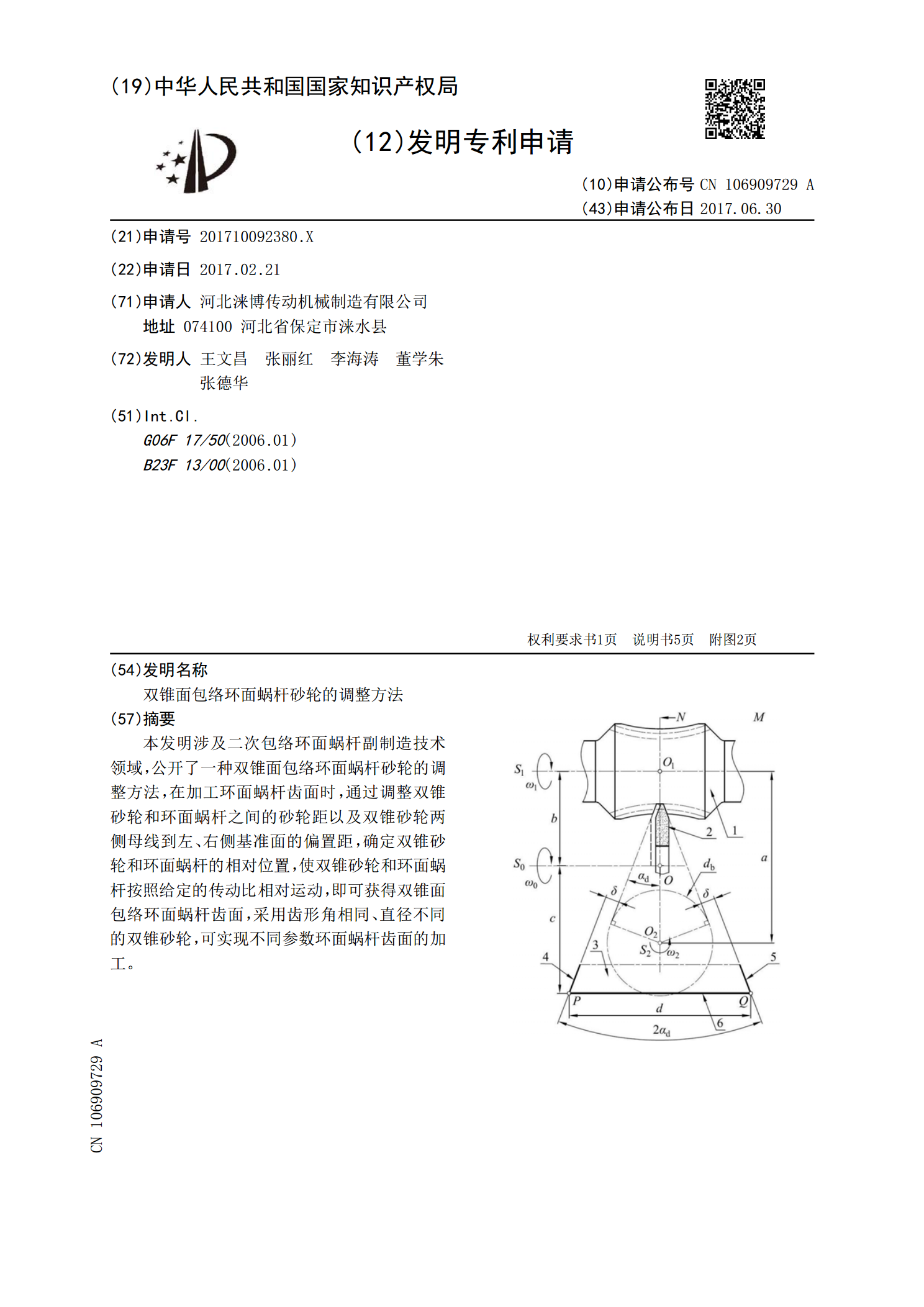
双锥面包络环面蜗杆砂轮的调整方法.pdf
本发明涉及二次包络环面蜗杆副制造技术领域,公开了一种双锥面包络环面蜗杆砂轮的调整方法,在加工环面蜗杆齿面时,通过调整双锥砂轮和环面蜗杆之间的砂轮距以及双锥砂轮两侧母线到左、右侧基准面的偏置距,确定双锥砂轮和环面蜗杆的相对位置,使双锥砂轮和环面蜗杆按照给定的传动比相对运动,即可获得双锥面包络环面蜗杆齿面,采用齿形角相同、直径不同的双锥砂轮,可实现不同参数环面蜗杆齿面的加工。
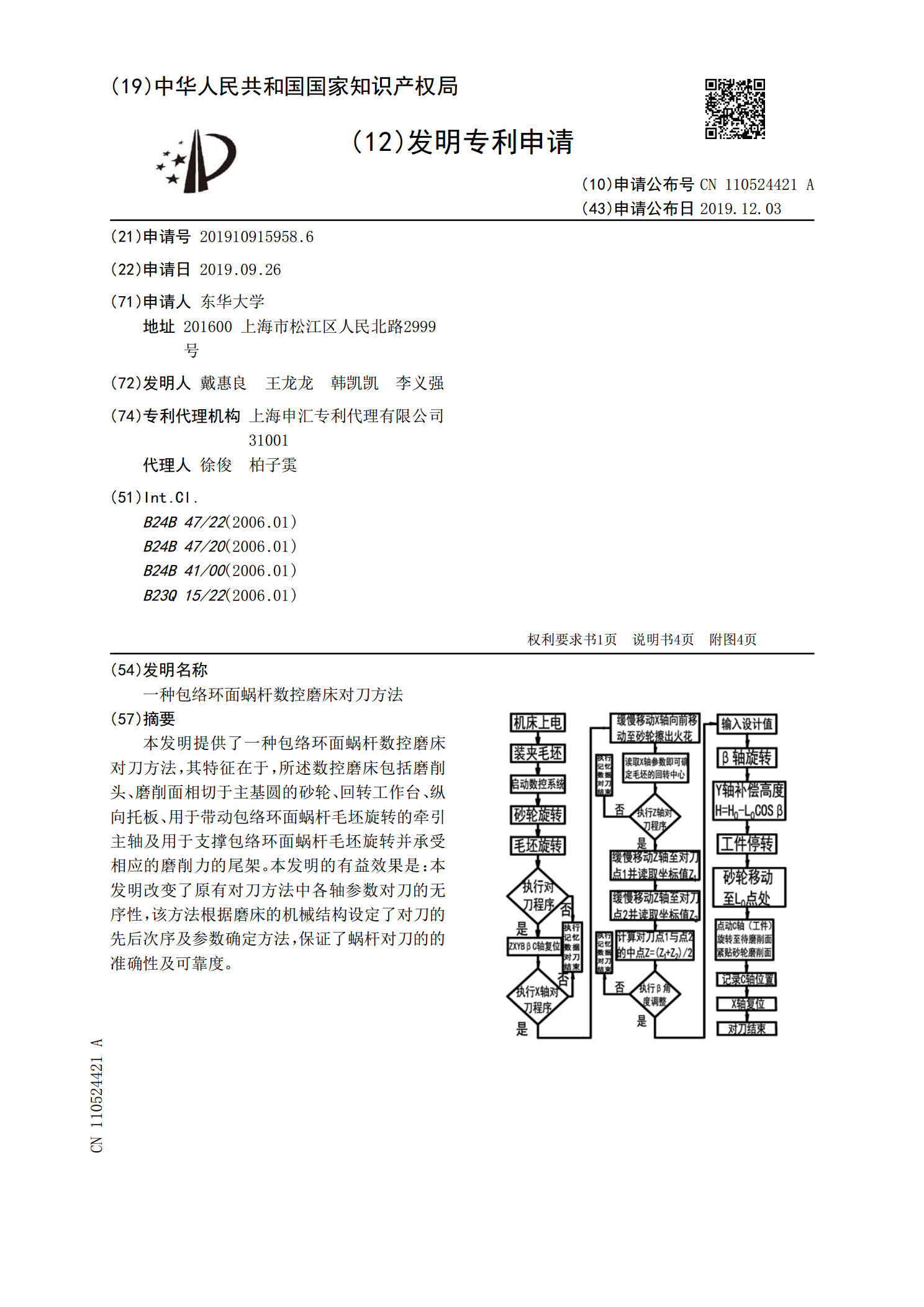
一种包络环面蜗杆数控磨床对刀方法.pdf
本发明提供了一种包络环面蜗杆数控磨床对刀方法,其特征在于,所述数控磨床包括磨削头、磨削面相切于主基圆的砂轮、回转工作台、纵向托板、用于带动包络环面蜗杆毛坯旋转的牵引主轴及用于支撑包络环面蜗杆毛坯旋转并承受相应的磨削力的尾架。本发明的有益效果是:本发明改变了原有对刀方法中各轴参数对刀的无序性,该方法根据磨床的机械结构设定了对刀的先后次序及参数确定方法,保证了蜗杆对刀的的准确性及可靠度。

双锥面二次包络环面蜗杆七轴数控磨削修形设备.pdf
本发明提供了一种双锥面二次包络环面蜗杆七轴数控磨削修形设备,属于机械技术领域。它解决了现有的数控磨削修形设备结构复杂、操作麻烦的问题。本双锥面二次包络环面蜗杆七轴数控磨削修形设备包括床身,所述的床身上具有水平导轨且所述的水平导轨上安装有用于夹持工件的尾座和主轴箱,所述的床身上还具有纵向设置的导轨且所述的导轨上安装有可沿导轨滑动的中心定位滑台,所述的中心定位滑台上安装有回转工作台且在回转工作台上安装有分布控制砂轮横向及纵向进给的横向溜板和纵向滑台,所述的纵向滑台上固连有砂轮角度控制器和砂轮修整器。本双锥面二
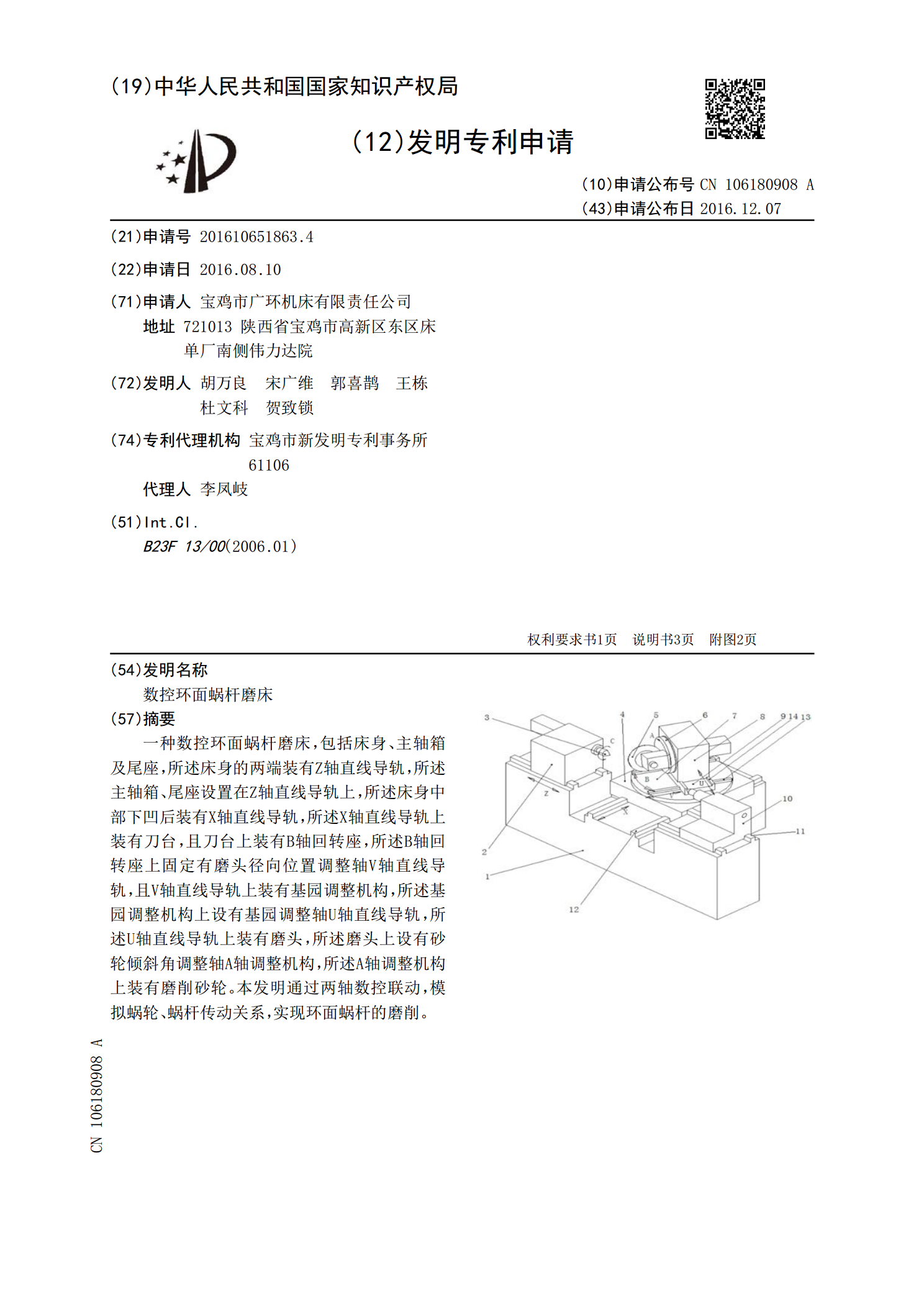
数控环面蜗杆磨床.pdf
一种数控环面蜗杆磨床,包括床身、主轴箱及尾座,所述床身的两端装有Z轴直线导轨,所述主轴箱、尾座设置在Z轴直线导轨上,所述床身中部下凹后装有X轴直线导轨,所述X轴直线导轨上装有刀台,且刀台上装有B轴回转座,所述B轴回转座上固定有磨头径向位置调整轴V轴直线导轨,且V轴直线导轨上装有基园调整机构,所述基园调整机构上设有基园调整轴U轴直线导轨,所述U轴直线导轨上装有磨头,所述磨头上设有砂轮倾斜角调整轴A轴调整机构,所述A轴调整机构上装有磨削砂轮。本发明通过两轴数控联动,模拟蜗轮、蜗杆传动关系,实现环面蜗杆的磨削。