
一种包络环面蜗杆数控磨床对刀方法.pdf

雨巷****怡轩


1/10

2/10
3/10
4/10

5/10
6/10

7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种包络环面蜗杆数控磨床对刀方法.pdf
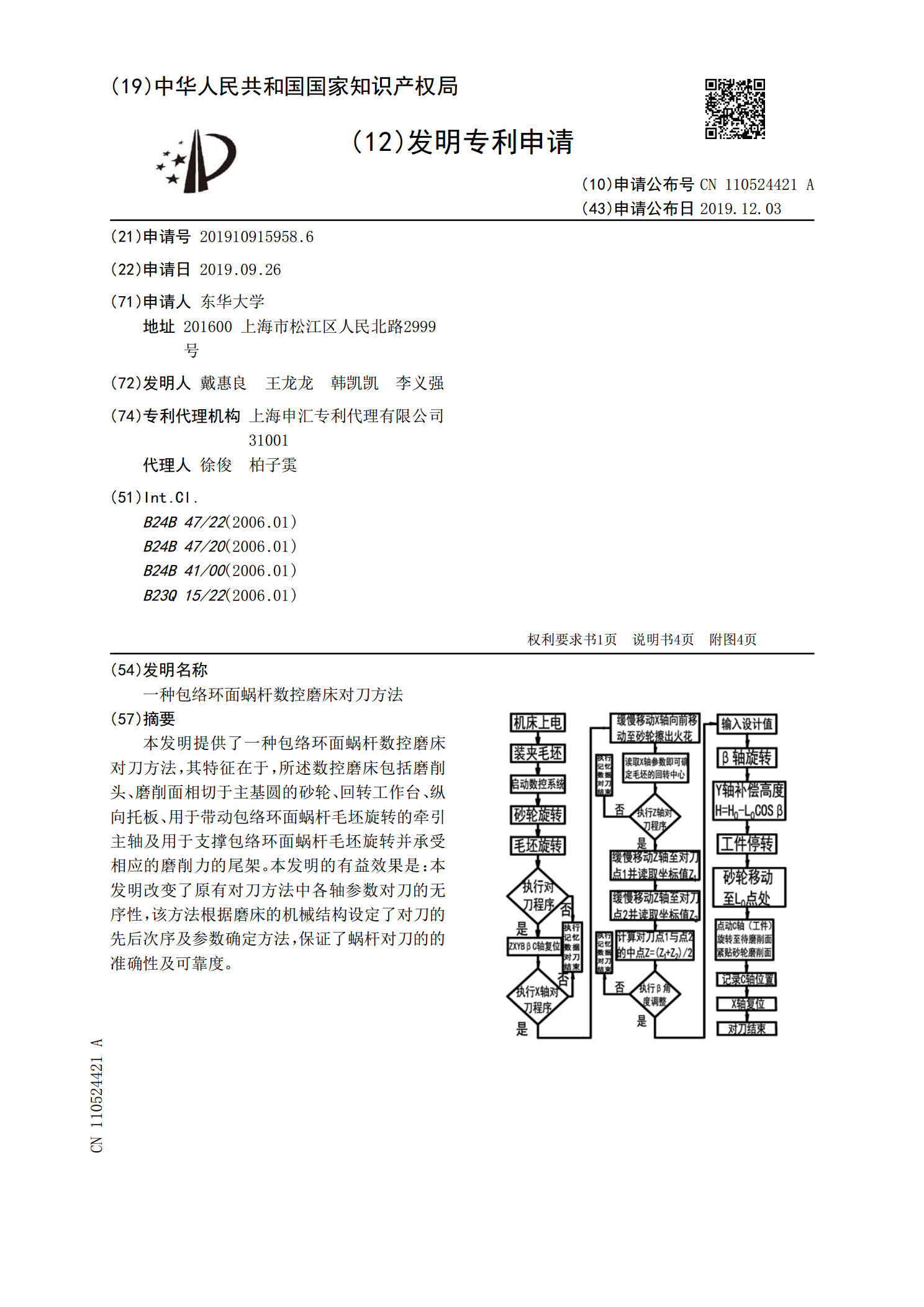
本发明提供了一种包络环面蜗杆数控磨床对刀方法,其特征在于,所述数控磨床包括磨削头、磨削面相切于主基圆的砂轮、回转工作台、纵向托板、用于带动包络环面蜗杆毛坯旋转的牵引主轴及用于支撑包络环面蜗杆毛坯旋转并承受相应的磨削力的尾架。本发明的有益效果是:本发明改变了原有对刀方法中各轴参数对刀的无序性,该方法根据磨床的机械结构设定了对刀的先后次序及参数确定方法,保证了蜗杆对刀的的准确性及可靠度。

双锥面包络环面蜗杆数控磨床.pdf
本发明公开了一种双锥面包络环面蜗杆数控磨床,主要包括机床部分和控制柜部分;其机床部分包括床身,纵向拖板、横向拖板、尾座和主轴,纵向拖板上安装有回转盘和回转导轨,回转盘上安装有径向进给拖板,径向进给拖板上安装有横向进给拖板,横向进给拖板上安装有磨头部分,磨头部分上安装有数控砂轮修型器;其控制柜部分可控制主轴绕X轴旋转,回转盘绕Y轴旋转,纵向拖板沿B1轴纵向运动,径向进给拖板沿B轴径向进给,横向进给拖板沿A轴横向进给,砂轮绕Z轴旋转,砂轮修型器的刀架沿X1轴和Y1轴水平运动和竖直运动,并在X1、Y1两轴方向实
数控环面蜗杆磨床.pdf
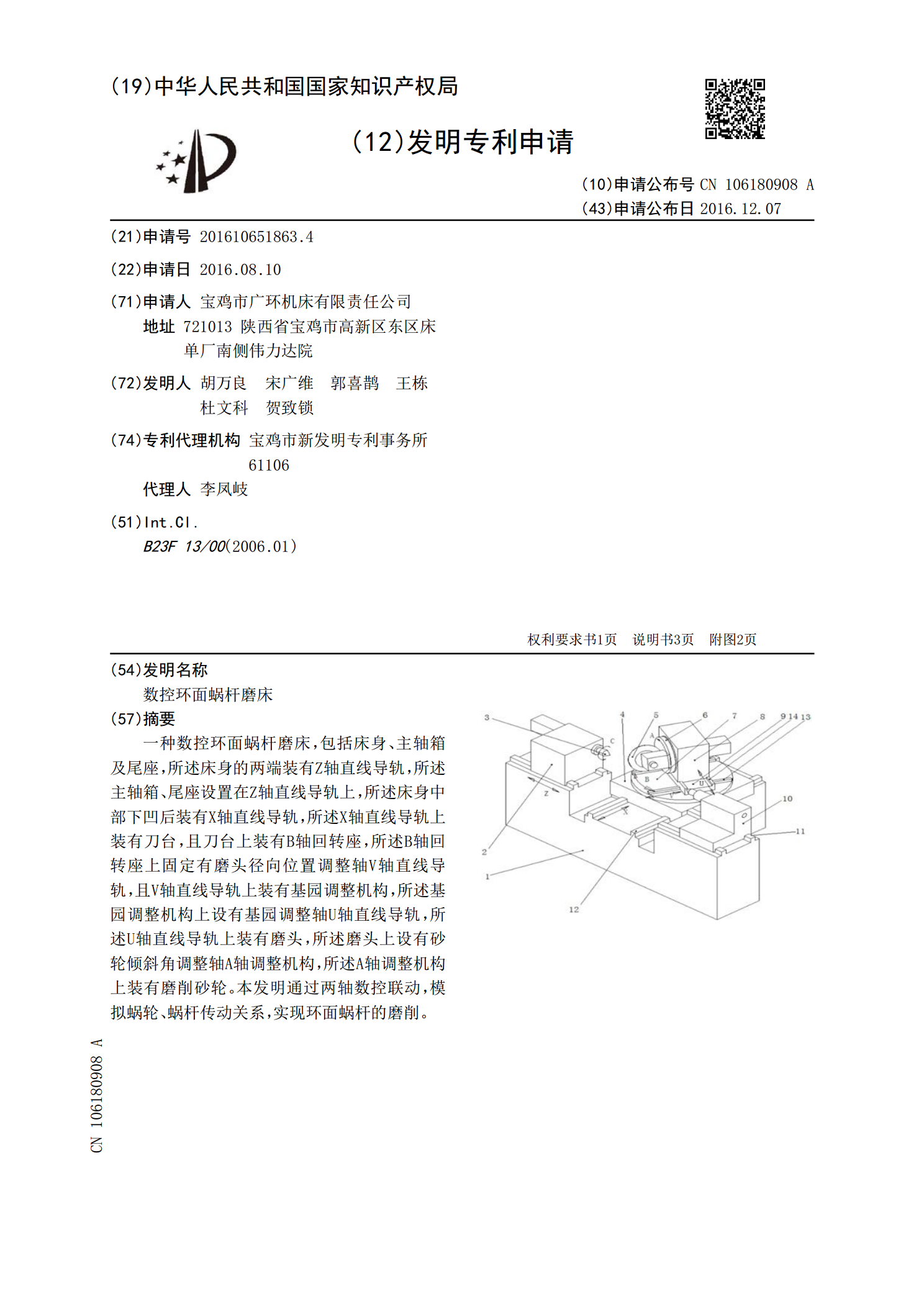
一种数控环面蜗杆磨床,包括床身、主轴箱及尾座,所述床身的两端装有Z轴直线导轨,所述主轴箱、尾座设置在Z轴直线导轨上,所述床身中部下凹后装有X轴直线导轨,所述X轴直线导轨上装有刀台,且刀台上装有B轴回转座,所述B轴回转座上固定有磨头径向位置调整轴V轴直线导轨,且V轴直线导轨上装有基园调整机构,所述基园调整机构上设有基园调整轴U轴直线导轨,所述U轴直线导轨上装有磨头,所述磨头上设有砂轮倾斜角调整轴A轴调整机构,所述A轴调整机构上装有磨削砂轮。本发明通过两轴数控联动,模拟蜗轮、蜗杆传动关系,实现环面蜗杆的磨削。

平面二次包络环面蜗杆数控磨床加工建模及仿真研究.docx
平面二次包络环面蜗杆数控磨床加工建模及仿真研究摘要:本论文研究了平面二次包络环面蜗杆数控磨床加工建模及仿真。首先,对平面二次包络环面蜗杆进行了详细介绍,并阐述了其重要性和应用场景。其次,针对数控磨床加工过程中的问题,提出了一种基于建模和仿真的解决方案。最后,通过实际案例验证了该方案的有效性和可行性。关键词:平面二次包络环面蜗杆,数控磨床加工,建模,仿真第一章引言平面二次包络环面蜗杆是一种常见的机械传动元件,在工业制造领域中广泛应用。其特点是结构紧凑、传动效率高、功率密度大、精度高等优点。这种蜗杆的设计和加

一种渐开面包络环面蜗杆的高效精密数控车削方法.pdf
本发明提出了一种渐开面包络环面蜗杆的高效精密数控车削方法,首先基于齿轮啮合原理求解渐开面包络环面蜗杆啮合方程;计算接触点和接触线,建立齿轮坐标系与蜗杆坐标系之间的坐标变换矩阵,获得由离散接触线构成的蜗杆齿面;然后采用非均匀有理B样条曲线对接触线进行参数化拟合,得到均匀的接触线及其离散点坐标;其次对渐开面包络环面蜗杆齿面进行参数化拟合重构和网格化均匀离散;最后根据均匀离散网格点构造环面螺旋线并转化为极坐标形式,将极坐标离散点沿车削XZ平面上投影法矢量方向偏置车刀刀尖圆弧半径获得极坐标刀位点,编写渐开面包络环