
一种变截面车辆纵臂构件的后加工方法.pdf

努力****骞北


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种变截面车辆纵臂构件的后加工方法.pdf
一种变截面车辆纵臂构件的后加工方法,所述后加工方法包括以下步骤:1)将变截面车辆纵臂构件装夹定位;2)采用激光切割加工所述变截面车辆纵臂构件的轮毂端和轴套端的通孔。本发明提供一种简化加工过程、降低消耗和制作成本、提高构件的一致性、提升制作精度的变截面车辆纵臂构件的后加工方法。?

一种变截面车辆纵臂构件的制作方法.pdf
一种变截面车辆纵臂构件的制作方法,包括以下步骤:1)放样落料:选择设定厚度的钢板进行落料,落料后的坯料的轧制延展方向与待制作的变截面车辆纵臂构件的长度方向一致,且坯料具有呈C形的轴线;2)预弯;3)U型弯;4)切边;5)预卷合:以凸面向下放入预卷合模内,在压机上初卷成型,得到预卷合件;6)成形卷:将预卷合件凸面向下放入成形卷合模内,在压机上初卷成型,得到卷合件;7)整形:将卷合件依次在压机上进行轴套端整形和轮毂端整形;8)成型:将整形件放入标准模腔内完成最终成型;8)在卷合形成的内凹卷缝上焊接,并进行后加
一种变刚度纵臂独立悬架.pdf
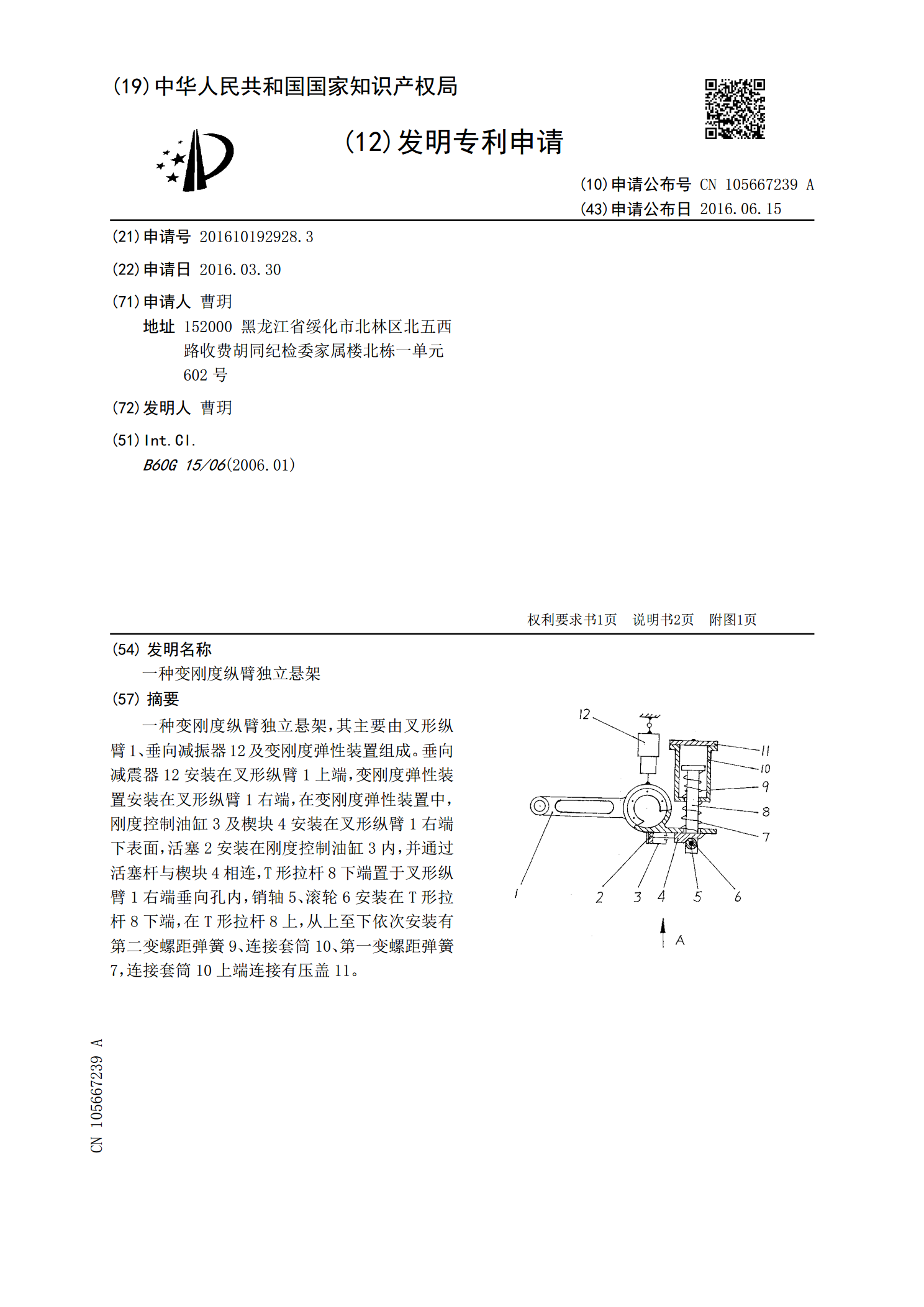
一种变刚度纵臂独立悬架,其主要由叉形纵臂1、垂向减振器12及变刚度弹性装置组成。垂向减震器12安装在叉形纵臂1上端,变刚度弹性装置安装在叉形纵臂1右端,在变刚度弹性装置中,刚度控制油缸3及楔块4安装在叉形纵臂1右端下表面,活塞2安装在刚度控制油缸3内,并通过活塞杆与楔块4相连,T形拉杆8下端置于叉形纵臂1右端垂向孔内,销轴5、滚轮6安装在T形拉杆8下端,在T形拉杆8上,从上至下依次安装有第二变螺距弹簧9、连接套筒10、第一变螺距弹簧7,连接套筒10上端连接有压盖11。
一种汽车后纵臂加工用输送机构及其工作方法.pdf
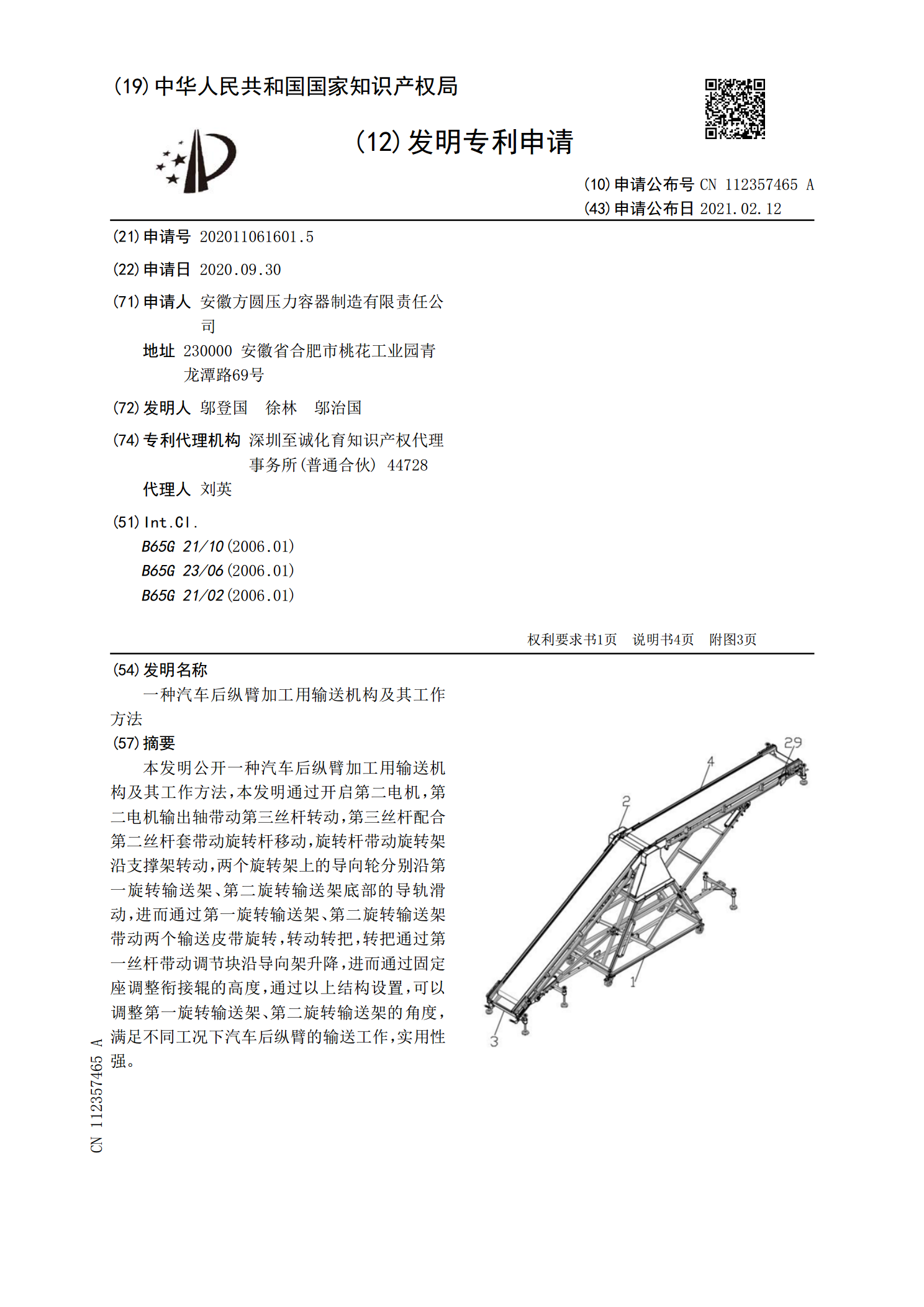
本发明公开一种汽车后纵臂加工用输送机构及其工作方法,本发明通过开启第二电机,第二电机输出轴带动第三丝杆转动,第三丝杆配合第二丝杆套带动旋转杆移动,旋转杆带动旋转架沿支撑架转动,两个旋转架上的导向轮分别沿第一旋转输送架、第二旋转输送架底部的导轨滑动,进而通过第一旋转输送架、第二旋转输送架带动两个输送皮带旋转,转动转把,转把通过第一丝杆带动调节块沿导向架升降,进而通过固定座调整衔接辊的高度,通过以上结构设置,可以调整第一旋转输送架、第二旋转输送架的角度,满足不同工况下汽车后纵臂的输送工作,实用性强。

一种变截面仿象鼻机械臂.pdf
本发明公开了一种变截面仿象鼻机械臂,由多个万向节和钢丝绳通过步进电机驱动变截面的关节体;所述万向节均具有偏航与俯仰两个自由度;所述关节体两端的支撑盘采用变截面设计,同一个关节支撑盘之间用螺杆连接,在支撑盘上预留穿线孔,并配以阵列孔。采用变截面设计,实现了整个变截面仿象鼻机械臂的各向的卷曲运动。采用变截面设计,使得机械臂部分截面面积大小由末端最大递减到前端最小,避免了重量的浪费,更偏向仿生的实际象鼻,整臂卷曲抓取的性能也优于等截面设计。采用钢丝绳驱动,相比液压驱动更环保,无需额外液压装置;相比齿轮电机驱动的