
攻牙用适配器、攻牙工具、攻牙凹模、及攻牙的超行程检测方法.pdf

小云****66


1/10

2/10
3/10

4/10

5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共36页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
攻牙用适配器、攻牙工具、攻牙凹模、及攻牙的超行程检测方法.pdf
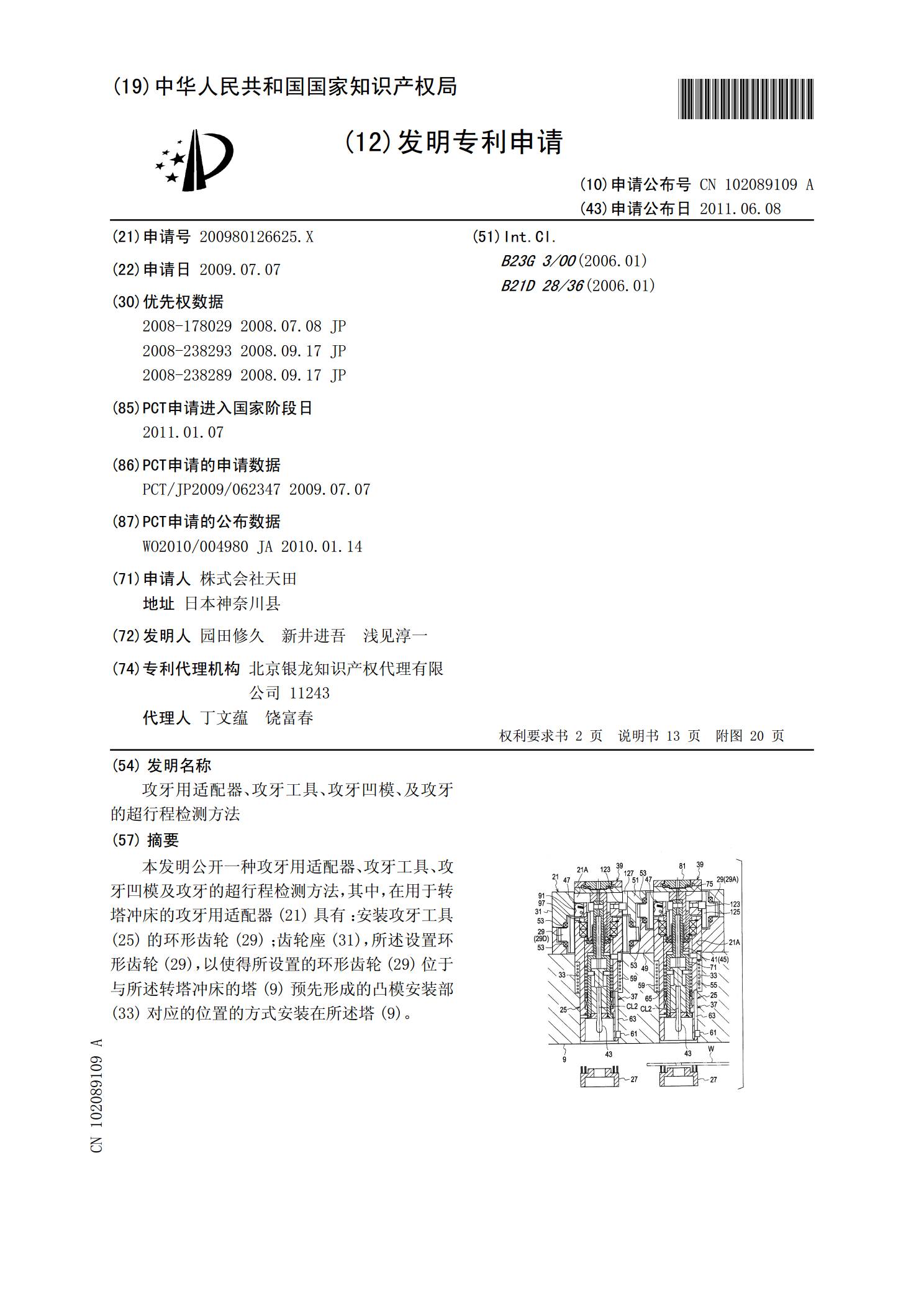
本发明公开一种攻牙用适配器、攻牙工具、攻牙凹模及攻牙的超行程检测方法,其中,在用于转塔冲床的攻牙用适配器(21)具有:安装攻牙工具(25)的环形齿轮(29);齿轮座(31),所述设置环形齿轮(29),以使得所设置的环形齿轮(29)位于与所述转塔冲床的塔(9)预先形成的凸模安装部(33)对应的位置的方式安装在所述塔(9)。
兼具自适应攻牙和同步攻牙的自动攻牙机.pdf
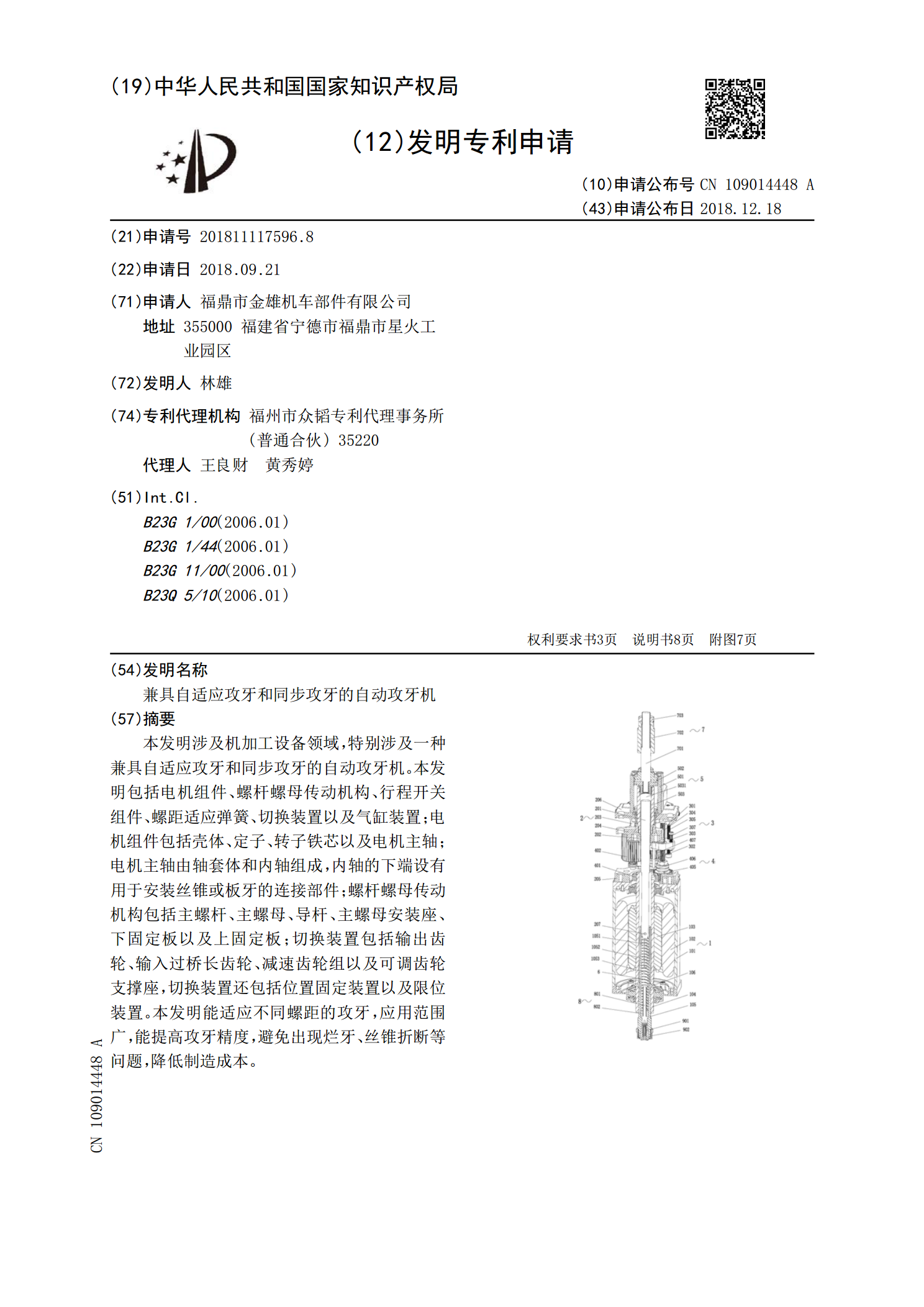
本发明涉及机加工设备领域,特别涉及一种兼具自适应攻牙和同步攻牙的自动攻牙机。本发明包括电机组件、螺杆螺母传动机构、行程开关组件、螺距适应弹簧、切换装置以及气缸装置;电机组件包括壳体、定子、转子铁芯以及电机主轴;电机主轴由轴套体和内轴组成,内轴的下端设有用于安装丝锥或板牙的连接部件;螺杆螺母传动机构包括主螺杆、主螺母、导杆、主螺母安装座、下固定板以及上固定板;切换装置包括输出齿轮、输入过桥长齿轮、减速齿轮组以及可调齿轮支撑座,切换装置还包括位置固定装置以及限位装置。本发明能适应不同螺距的攻牙,应用范围广,能
全自动攻牙机和攻牙方法.pdf
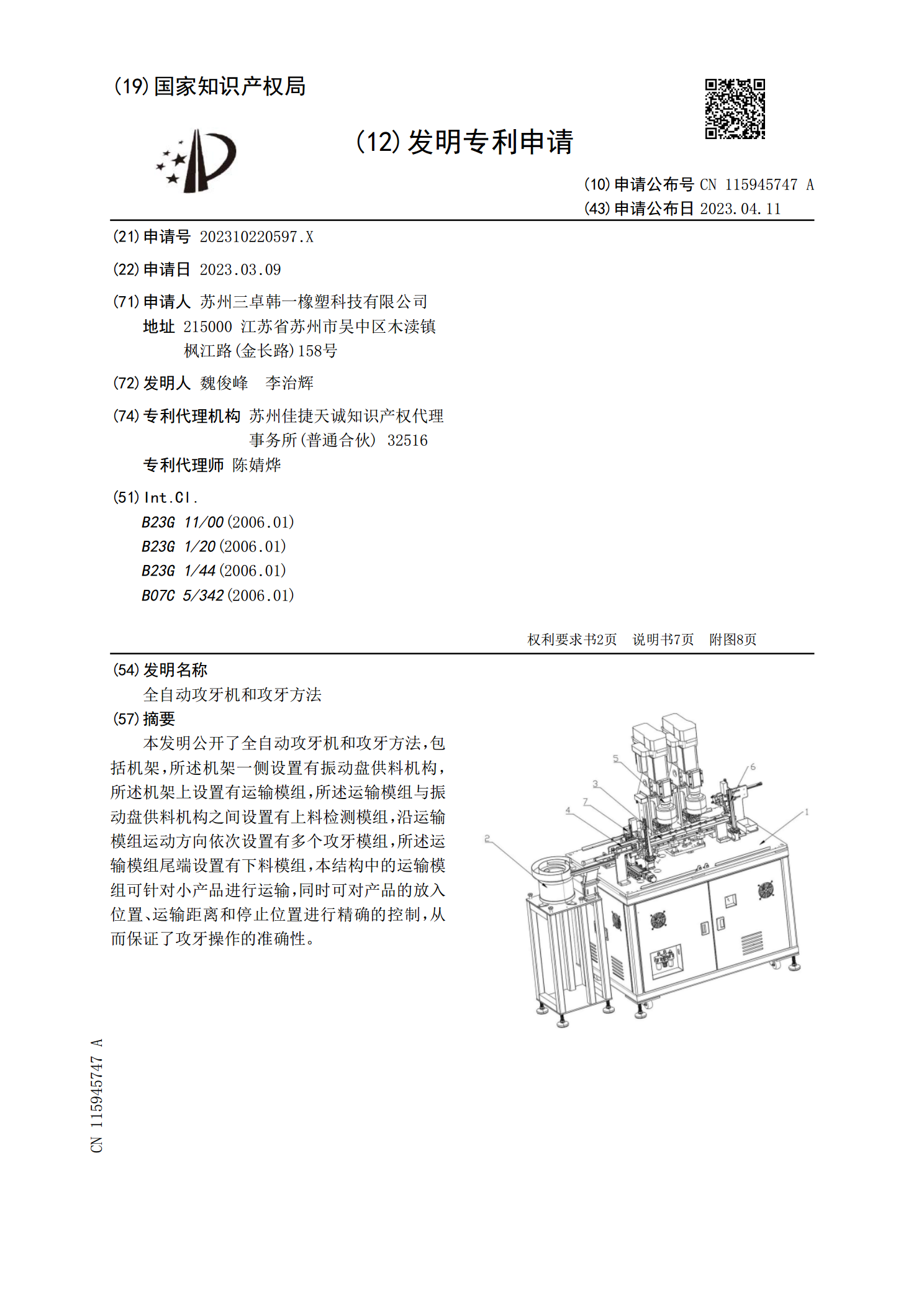
本发明公开了全自动攻牙机和攻牙方法,包括机架,所述机架一侧设置有振动盘供料机构,所述机架上设置有运输模组,所述运输模组与振动盘供料机构之间设置有上料检测模组,沿运输模组运动方向依次设置有多个攻牙模组,所述运输模组尾端设置有下料模组,本结构中的运输模组可针对小产品进行运输,同时可对产品的放入位置、运输距离和停止位置进行精确的控制,从而保证了攻牙操作的准确性。

一种攻牙位置可调的模内攻牙机.pdf
本发明公开了一种攻牙位置可调的模内攻牙机,包括机体、传动螺杆、传动杯司、固定齿轮、齿轮板组、活动齿轮、攻牙机构。所述齿轮板组由多块活动齿轮板间首尾通过转轴相连形成,各活动齿轮板可绕与之配合的转轴旋转。本发明的结构简单,设计合理,在使用上,可方便快捷的对攻牙位置进行调整,提高模内攻牙机的适用性及活动性,降低了对模内攻牙机的位置加工精度的要求。

多空腔模内攻牙机攻牙总成保护装置.pdf
一种多空腔模内攻牙机攻牙总成保护装置,由盖片、强力弹簧、外壳、梅花形导程螺母安装空腔、强力弹簧安装空腔、耳朵、软弹簧安装空腔、梅花形导程螺母、软性弹簧、卡簧、导程螺杆和锁嘴组成,盖片盖装在外壳的上端,外壳内设有梅花形导程螺母安装空腔、强力弹簧安装空腔和软弹簧安装空腔三个安装腔,梅花形导程螺母设置在梅花形导程螺母安装空腔内,强力弹簧设置在强力弹簧安装空腔内,软性弹簧设置在软弹簧安装空腔内。本发明结构合理,功能精巧、有效,可以满足各种材料强度、厚度攻牙强度的需求,确保丝锥的安全和工件攻丝的质量,能够满足现代工