
汽轮机低压内缸腔体内的斜销孔的加工夹具及加工方法.pdf

是你****嘉嘉


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽轮机低压内缸腔体内的斜销孔的加工夹具及加工方法.pdf
本发明公开了一种汽轮机低压内缸腔体内的斜销孔的加工夹具,为一U字型槽块,它的两侧壁之间的距离与斜销孔周围的搭子宽度匹配,而槽深为搭子的高度,它的一侧壁开设若干安装孔,它的底壁内表面为与其两侧壁垂直的平面,而它的底壁外表面为一与底壁内表面成一角度为α的斜面,该α为所述销孔轴线与销孔周围端面之间的夹角,它的底壁上以与其底壁内表面垂直的方式开设若干钻孔。本发明还公开了一种汽轮机低压内缸腔体内的斜销孔的加工方法,包括下列步骤:划线步骤;安装夹具的步骤;安装吸铁钻的步骤;吸牢吸铁钻的步骤;完成钻斜销孔的步骤。本发明
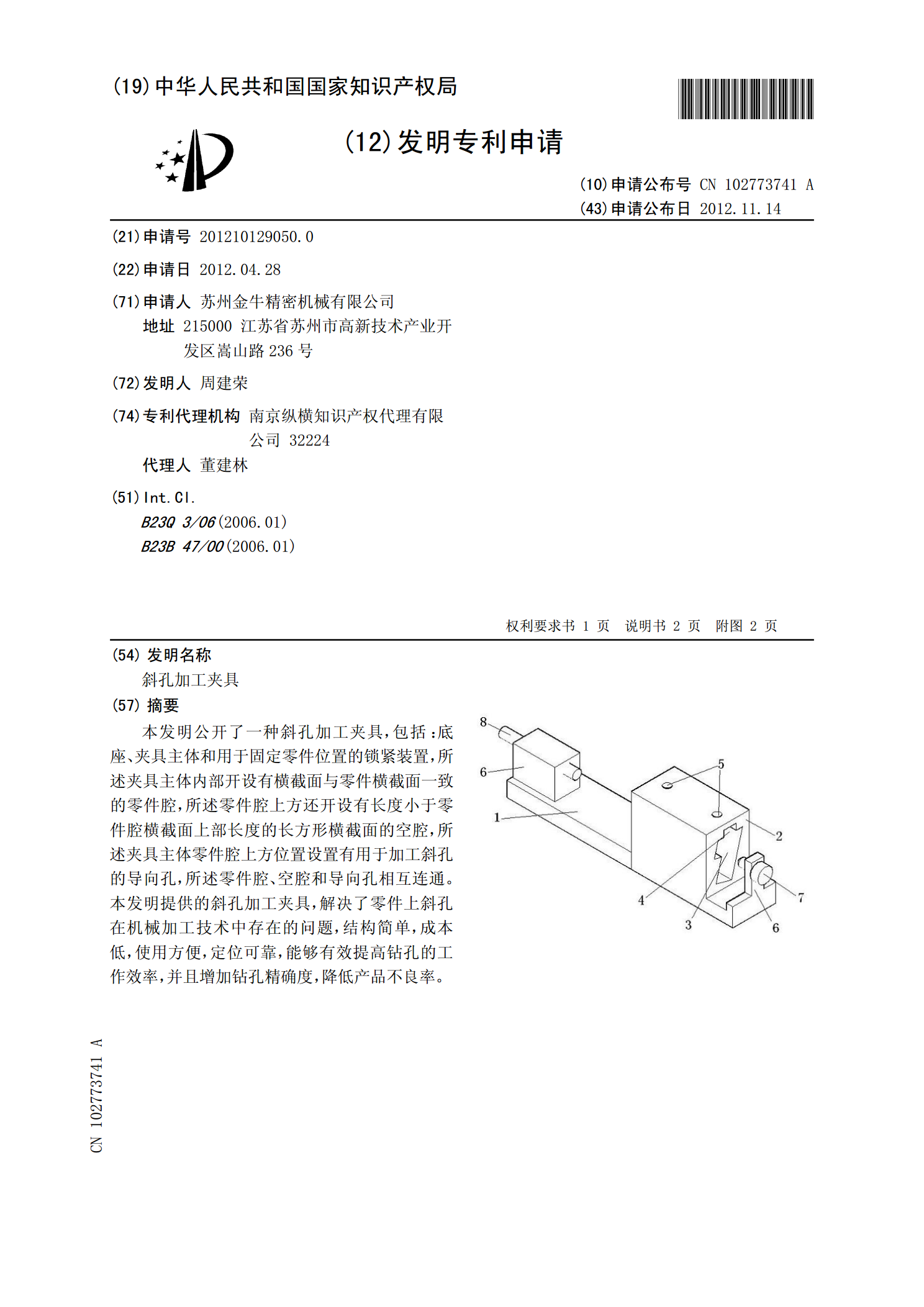
斜孔加工夹具.pdf
本发明公开了一种斜孔加工夹具,包括:底座、夹具主体和用于固定零件位置的锁紧装置,所述夹具主体内部开设有横截面与零件横截面一致的零件腔,所述零件腔上方还开设有长度小于零件腔横截面上部长度的长方形横截面的空腔,所述夹具主体零件腔上方位置设置有用于加工斜孔的导向孔,所述零件腔、空腔和导向孔相互连通。本发明提供的斜孔加工夹具,解决了零件上斜孔在机械加工技术中存在的问题,结构简单,成本低,使用方便,定位可靠,能够有效提高钻孔的工作效率,并且增加钻孔精确度,降低产品不良率。

缸筒内孔的加工方法.pdf
本发明公开了一种缸筒内孔的加工方法,它在精镗内孔完成后,再对缸筒内孔进行滚压,其粗镗、精镗和滚压均在采用普通车床改装制成的专用机床进行,该机床的导向尾座装在所述卡盘与所述溜板箱之间,所述溜板箱的上面固定连接有一根穿过所述导向尾座通孔中的镗杆,在所述导向尾座与所述卡盘之间还装有缸筒托架,所述缸筒托架的支撑端装有用于支撑和定位缸筒另一端的滚轮;所述滚压头的滚子是圆柱体,其圆柱面与两个端面之间圆滑过渡;所述承压体是通过内螺纹与所述镗杆外螺纹连接的,外侧面为圆锥面的筒形体,所述承压体与所述镗杆之间装有限位销。这种

一种风电轮毂内腔斜孔加工工装及其加工方法.pdf
本发明涉及一种风电轮毂内腔斜孔加工工装及其加工方法,包括工作平台、圆柱支承、长条支承和钻孔模板;工作平台上部围绕其中心均布设置有三个扇形块,扇形块确定一个圆形止口并与轮毂主轴孔间隙配合定位于轮毂放置中心;圆柱支承与工作平台同心,长条支承另一端为楔形面,并与钻孔模板滑动配合;钻孔模板上设置有定位孔。其方法包括:1.将定位块通过螺栓与轮毂轴面法兰一圈螺纹孔中与所要加工部位正对的螺纹孔配合;2.将长条支承一端嵌入圆柱支承上端的任意一个方形槽中,并通过螺栓固定;3.旋转120°安装在圆柱支承上端的另一个方形槽中进
大型斜流泵轮毂体内孔加工方法.pdf
本发明大型斜流泵轮毂体内孔加工方法涉及机械加工领域,具体涉及大型斜流泵轮毂体内孔加工方法,包括以下步骤:把大型90°角铁工装安装到数控镗床的工作台上,用螺栓压紧,用百分表打表校正工装垂直平面,保证与机床刀架导轨平行,接着把工作台向右精确旋转35°后锁定;在角铁工装的工件安装垂直面上,靠工作台两脚处先安装两个单独的轴承滚轮,用来支撑轮毂体,并且作为止口来定位工件,并保证轮毂体安装在角铁上时与工作台有间隙距离;在轮毂体右端内孔直径470H9上加装一个空心的支撑盘工装,用螺栓压紧,本发明操作简单,方便加工,且能