
用于在未完工产品上形成表面的激光加工设备及方法.pdf

宜然****找我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于在未完工产品上形成表面的激光加工设备及方法.pdf
本发明涉及用于在未完工产品上形成表面的激光加工设备及方法。一种用于激光加工未完工物体的方法及设备。未完工物体将要形成带有切割边和自由表面的切割工具。提供激光器以生成激光束脉冲,该激光束脉冲通过重定向装置定向到未完工物体的表面。激光束脉冲以倾角在冲击位置到达未完工物体的表面,该倾角在激光束脉冲的激光束方向与要在未完工物体上形成的表面之间。以这种方式控制重定向装置使得激光束脉冲在相邻冲击位置处冲击且形成脉冲区。利用定位装置,在脉冲区和有预定速度的未完工物体之间建立相对运动,使得由冲击位置形成的脉冲区沿未完工物

用于形成用于激光加工的辐射的方法和设备.pdf
本发明涉及一种用于材料加工的方法和激光器装置,其中在激光器装置中将激光光束聚焦到加工/成像平面上并且所述激光光束能够借助至少一个光束形成器在其强度分布方面被适配。在此规定,为了避免在所述加工/成像平面中的均匀性误差,所述激光光束借助至少一个分束器被划分成至少两个子光束或单光束并且所述子光束或单光束不同地受影响或每个子光束或单光束由具有不同波长的激光源形成,所述子光束或单光束在其聚集并聚焦到所述加工/成像平面上之后形成具有强度轮廓的输出光束,其中所述强度轮廓的相邻的强度最大值在其光特性方面不同。因此可以防止

用于激光加工工件的方法和用于激光加工工件的设备.pdf
提供了一种激光加工工件的方法,其中a)生成加工激光束并使用至少一个光学元件将加工激光束成像在工件上;b)使用成像加工激光束加工工件并在工件中生成切割间隙;c)在步骤b)期间监测至少一个切割间隙的几何参数;以及d)在步骤c)期间调节所监测的切割间隙的几何参数,以用于与切割间隙的几何参数的目标值相协调。还提供了一种用于激光加工工件的设备。
用于激光加工的动态光斑控制方法、系统及激光加工设备.pdf
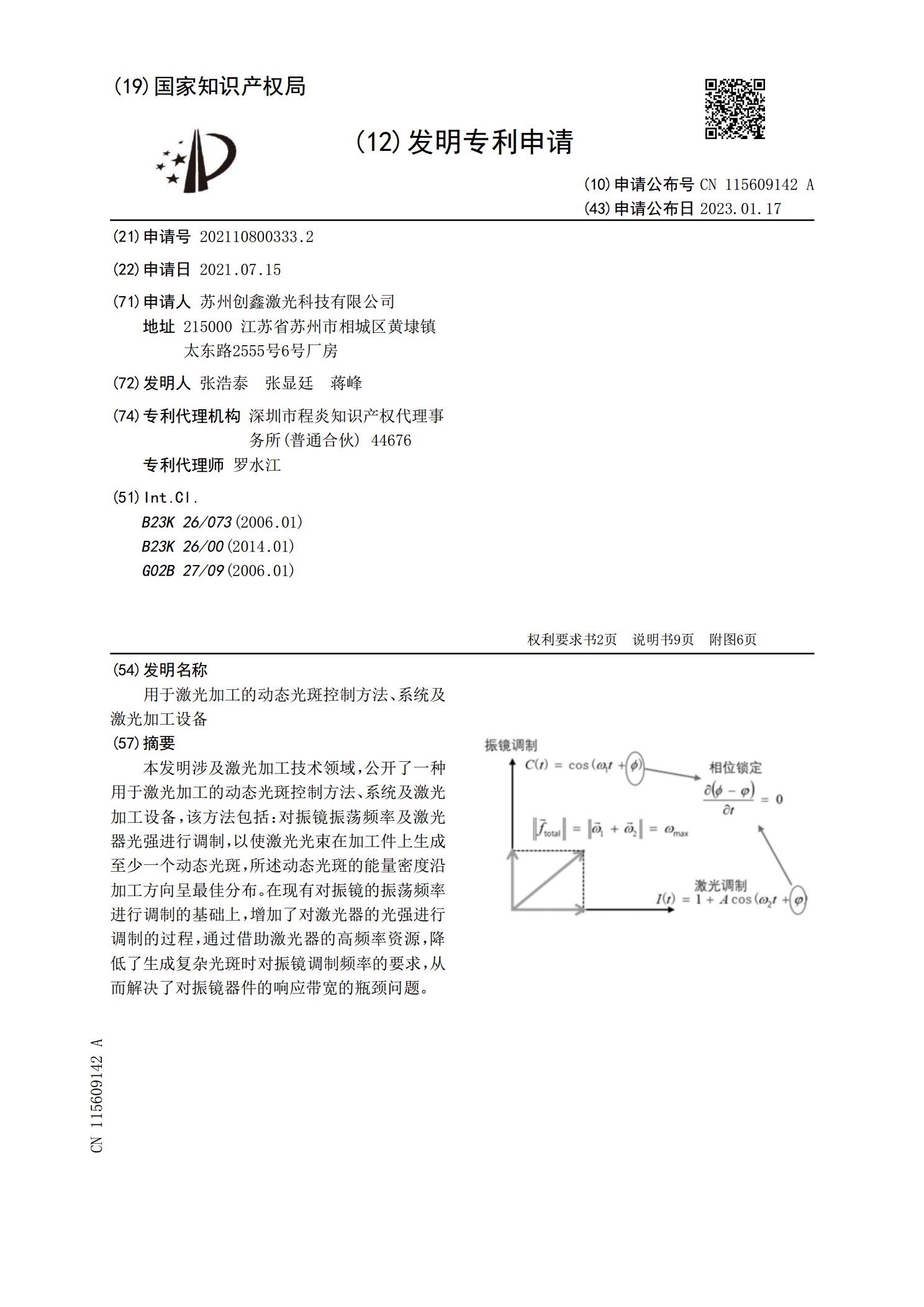
本发明涉及激光加工技术领域,公开了一种用于激光加工的动态光斑控制方法、系统及激光加工设备,该方法包括:对振镜振荡频率及激光器光强进行调制,以使激光光束在加工件上生成至少一个动态光斑,所述动态光斑的能量密度沿加工方向呈最佳分布。在现有对振镜的振荡频率进行调制的基础上,增加了对激光器的光强进行调制的过程,通过借助激光器的高频率资源,降低了生成复杂光斑时对振镜调制频率的要求,从而解决了对振镜器件的响应带宽的瓶颈问题。

用于屏蔽线的激光加工设备和运行激光加工设备的方法.pdf
本发明涉及用于屏蔽线(4)的激光加工设备(1)和运行激光加工设备的方法。激光加工设备(1)包括:处理室(2),其用于利用激光辐射(L)加工屏蔽线(4)的布置在处理室中的端部部段(40),其中,处理室(2)的壳体(20)限定出用于沿置入轴线(Z)置入端部部段(40)的开口;和抓握装置(3),其用于将开口(200)中的屏蔽线(4)固定在激光加工设备(1)的加工位置,其中,端部部段(40)在加工位置延伸到处理室(2)中。在此,抓握装置(3)在加工位置无接触地定位在壳体(20)处。抓握装置(3)包括第一凸出部段(