
一种粗纱机前后排筒管分别传动装置.pdf

和裕****az


1/8
2/8

3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种粗纱机前后排筒管分别传动装置.pdf
一种粗纱机前后排筒管分别传动装置,由至少一个前排筒管传动组和至少一个后排筒管传动组构成,均设置在一个龙筋上,任意一个传动组均各自由2~48个第一同步带轮和一个电动机构成,任意一个电动机的输出轴上均设置有一个第二同步带轮,在任意一个传动组中、任意一个第一同步带轮均通过同步带与第二同步带轮连接。任意一个传动组中均设置有张紧轮,张紧轮设置在龙筋上,同步带经过张紧轮。第一同步带轮各自连接一个锭翼或筒管,电动机经过第二同步带轮带动同步带。本发明通过分别控制前、后排电机来实现前、后排纺纱一致性,提高了纱线质量。

一种粗纱机筒管扶持导向装置.pdf
本发明提供一种粗纱机筒管扶持导向装置,包括齿轮轴、筒管、下扶持组件、筒管轴以及上扶持组件,筒管轴固定在齿轮轴上端面,筒管设置在筒管轴环形侧面,且筒管通过下扶持组件与齿轮轴以及筒管轴相连接,上扶持组件装配在筒管轴上部位置环形侧面,且上扶持组件与筒管内部上端相连接,下扶持组件包括连接翼板、固定环、卡台、卡接压板、电动伸缩柱一、移动台、电动伸缩柱二、连接环一以及连接环二,上扶持组件包括连接筒、扶持导向块、连接杆、弹簧、凹槽、固定套、环形槽以及吊接件,与现有技术相比,本发明具有如下的有益效果:达到了简化安装操作步

粗纱机的筒管交接装置.pdf
本发明提供一种通过检测支承臂的高度的不相等来停止支承臂的驱动系统的粗纱机的筒管交接装置。筒管交接装置(16)具备:皮带(37),其一端与筒管支承体(18)连结,另一端能够进行卷绕;皮带卷绕部(38),其与皮带(37)的另一端连结,卷绕皮带(37);以及多条支承臂(31),它们对筒管支承体(18)的升降进行引导。筒管交接装置(16)具备:作为检测单元的光电传感器(49),其检测多条支承臂(31)的高低差;和停止装置(57),其在光电传感器(49)检测到多条支承臂(31)的高低差时停止皮带卷绕部(38)。

一种粗纱机传动装置.pdf
本发明公开了一种粗纱机传动装置,升降传动轴横向贯穿粗纱机的车头和车尾机架,由安装于相邻两墙板之间的传动轴驱动装置驱动正反向转动,伸出墙体一侧的升降传动轴上装有齿轮,与之相啮合的龙筋托脚齿条的底端安装有龙筋,龙筋底部与龙筋杠杆的一端相连,龙筋杠杆的另一端为支点且龙筋杠杆上吊装有使龙筋杠杆平衡的平衡机构;本发明能够提供重量大且不变的平衡力作用于杠杆,产生稳定的平衡力矩,一方面可分担在龙筋升降的过程中升降传动轴上承受的扭矩,另一方面保证升降过程的平衡性和稳定性,不会因为龙筋上锭数的增加,造成龙筋的抖动,因此粗纱
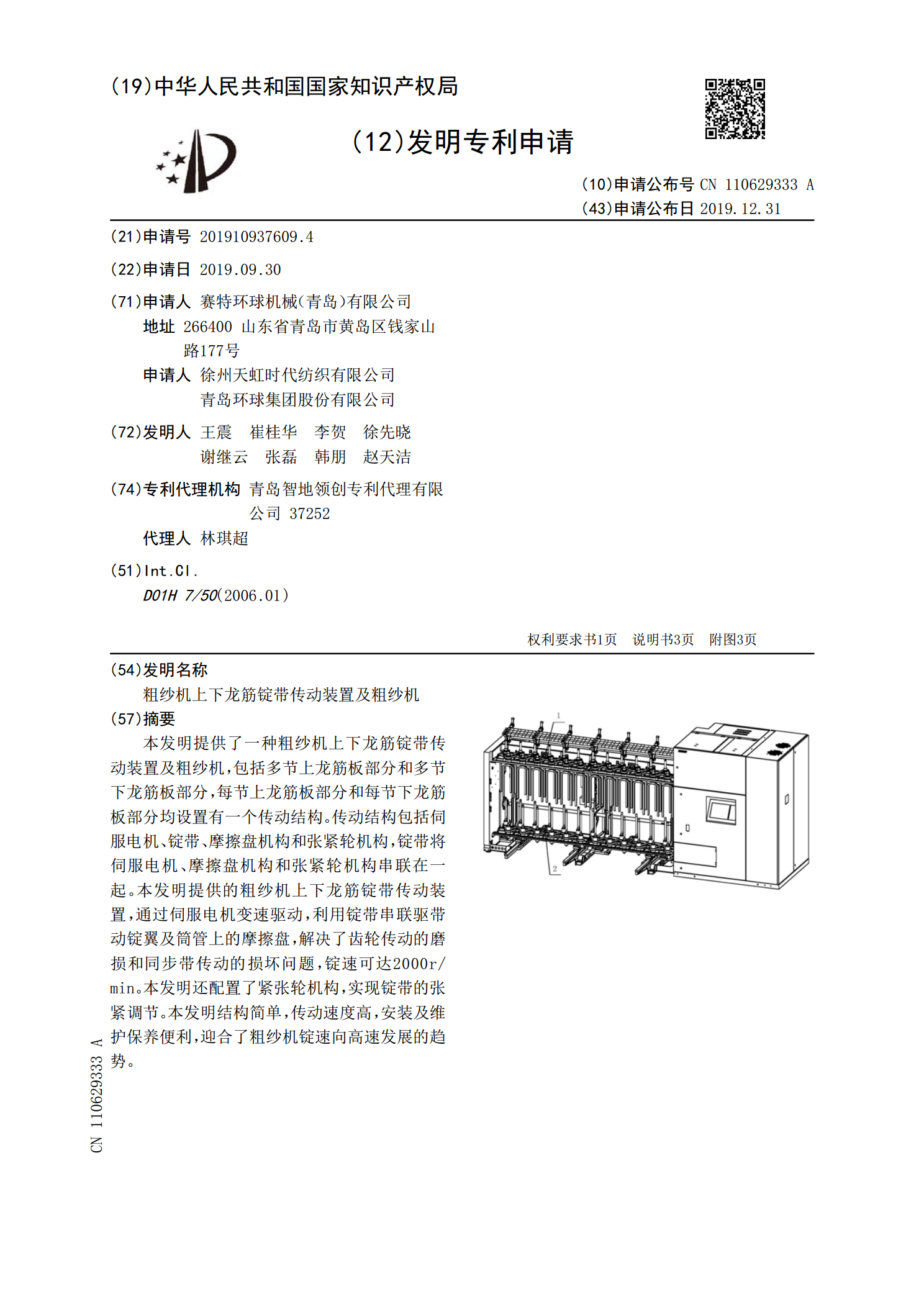
粗纱机上下龙筋锭带传动装置及粗纱机.pdf
本发明提供了一种粗纱机上下龙筋锭带传动装置及粗纱机,包括多节上龙筋板部分和多节下龙筋板部分,每节上龙筋板部分和每节下龙筋板部分均设置有一个传动结构。传动结构包括伺服电机、锭带、摩擦盘机构和张紧轮机构,锭带将伺服电机、摩擦盘机构和张紧轮机构串联在一起。本发明提供的粗纱机上下龙筋锭带传动装置,通过伺服电机变速驱动,利用锭带串联驱带动锭翼及筒管上的摩擦盘,解决了齿轮传动的磨损和同步带传动的损坏问题,锭速可达2000r/min。本发明还配置了紧张轮机构,实现锭带的张紧调节。本发明结构简单,传动速度高,安装及维护保