
齿轮磨削加工方法.pdf

永香****能手

1/7
2/7
3/7
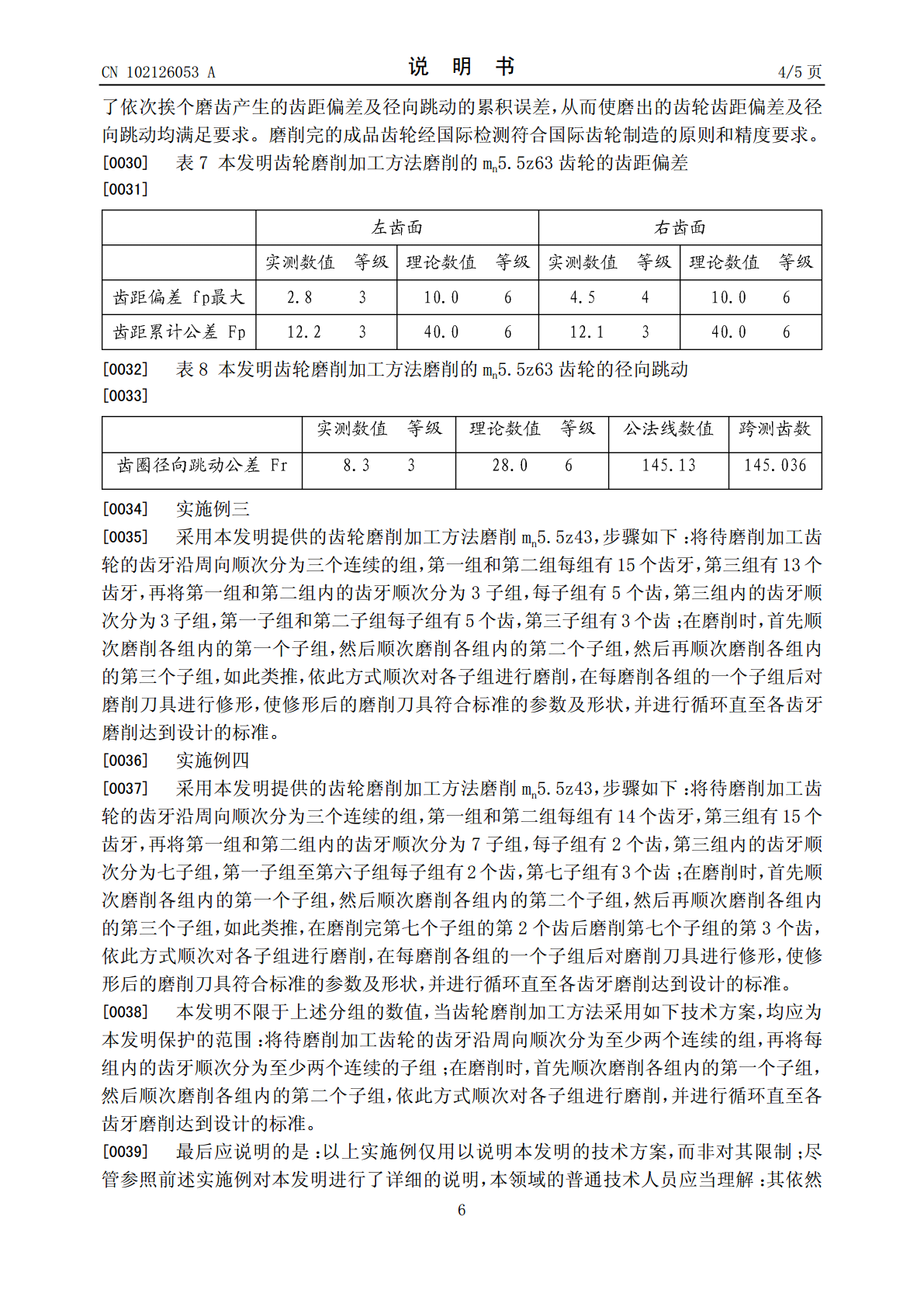
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
齿轮磨削加工方法.pdf
本发明公开了一种齿轮磨削加工方法,包括:将待磨削加工齿轮的齿牙沿周向顺次分为至少两个连续的组,再将每组内的齿牙顺次分为至少两个连续的子组;在磨削时,首先顺次磨削各组内的第一个子组,然后顺次磨削各组内的第二个子组,依此方式顺次对各子组进行磨削,并进行循环直至各齿牙磨削达到设计的标准。本发明提供的齿轮磨削加工方法,科学、合理,克服了现有技术的诸多缺点,实现了减小齿轮径向跳动及齿距偏差的效果。
齿轮加工用磨削油.pdf
本发明公开了一种齿轮加工用磨削油,由III类矿物油、十六碳酸异辛酯、十八碳酸异辛酯、不含活性硫的硫化脂肪酸酯、磷酸酯、聚异丁烯、乙烯-丙烯无规共聚物和消泡剂组成,并由如下步骤制成:钢制反应釜中加入100质量份III类矿物油,升温至80℃,再顺序加入10质量份十六碳酸异辛酯、15质量份十八碳酸异辛酯、20质量份不含活性硫的硫化脂肪酸酯、5质量份磷酸酯、2质量份聚异丁烯、4质量份乙烯-丙烯无规共聚物、1质量份消泡剂,搅拌80分钟,至混合液透明。本发明提供的齿轮加工用磨削油,其挥发性和加工过程中的油雾倾向显著降
齿轮磨削方法.pdf
本发明提供一种通过适当地设定砂轮的初次切入位置,而能够实现加工精度的提高的齿轮磨削方法。因此,在控制工件(W)的围绕工件旋转轴(C)的旋转、砂轮(15)的向X轴方向的切入及向Z轴方向的进给,由此利用砂轮(15)来磨削该工件(W)的齿轮磨削方法中,在工件(W)的规定的齿(Wa)的左齿面(WL)上及右齿面(WR)上呈格子状地设定测定点(P1~P9),检测测定点(P1~P9)的围绕工件旋转轴(C)的旋转相位,基于检测到的所述旋转相位,求出基准渐开线左右两齿面与测定点(P1~P9)、及基准渐开线左右两齿面与和该测
齿轮磨削方法.pdf
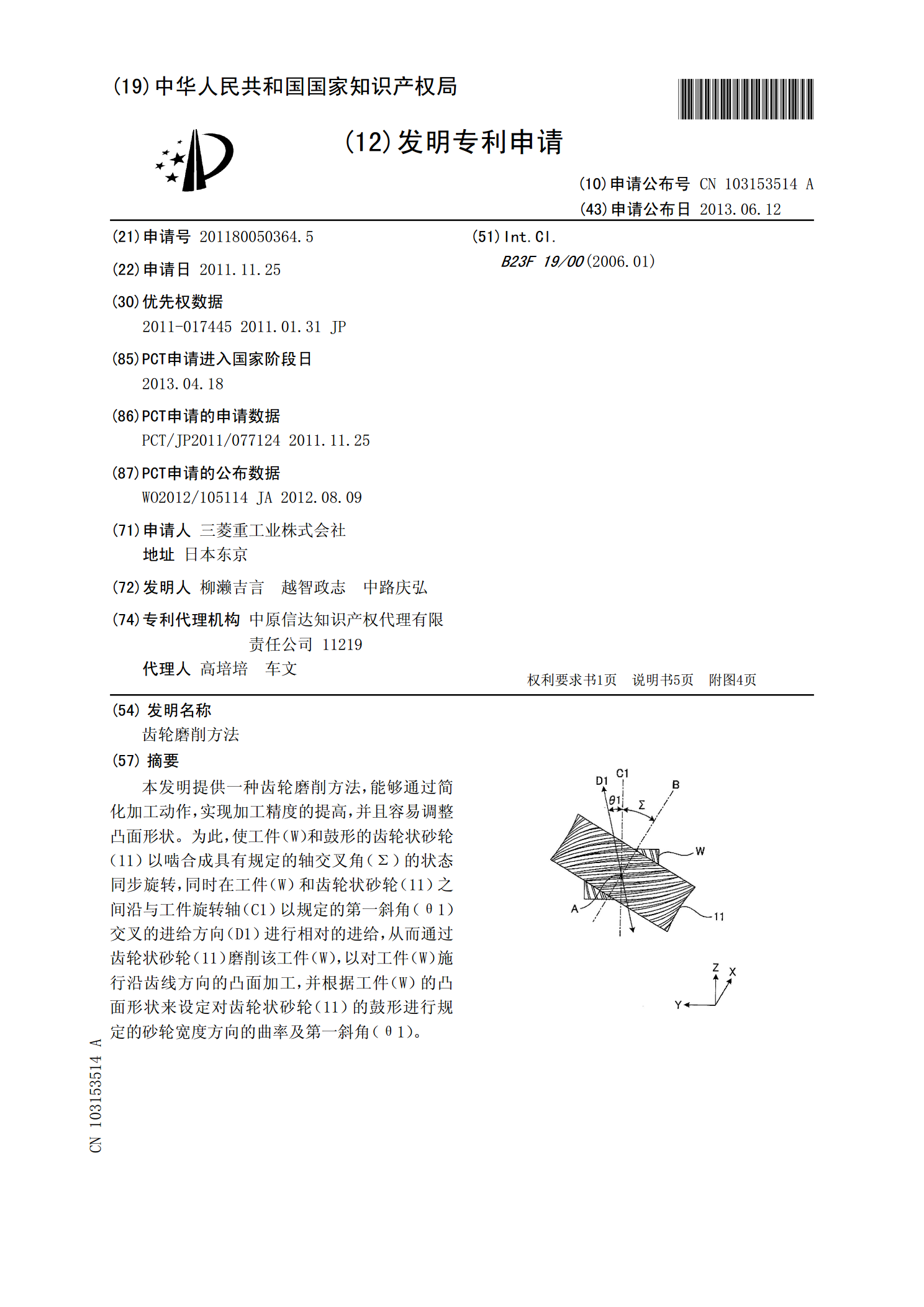
本发明提供一种齿轮磨削方法,能够通过简化加工动作,实现加工精度的提高,并且容易调整凸面形状。为此,使工件(W)和鼓形的齿轮状砂轮(11)以啮合成具有规定的轴交叉角(Σ)的状态同步旋转,同时在工件(W)和齿轮状砂轮(11)之间沿与工件旋转轴(C1)以规定的第一斜角(θ1)交叉的进给方向(D1)进行相对的进给,从而通过齿轮状砂轮(11)磨削该工件(W),以对工件(W)施行沿齿线方向的凸面加工,并根据工件(W)的凸面形状来设定对齿轮状砂轮(11)的鼓形进行规定的砂轮宽度方向的曲率及第一斜角(θ1)。
齿轮磨床及齿轮磨削方法.pdf
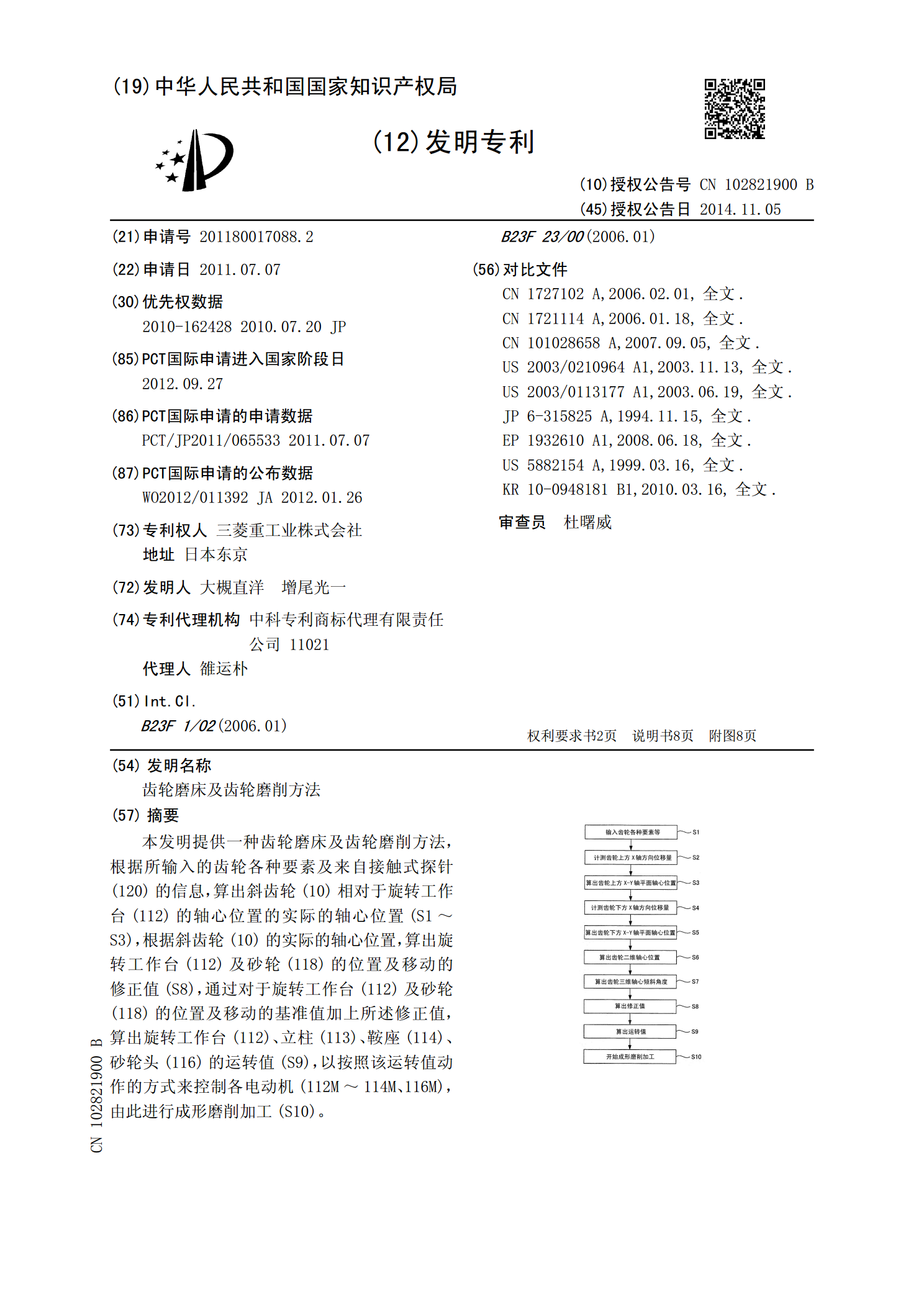
本发明提供一种齿轮磨床及齿轮磨削方法,根据所输入的齿轮各种要素及来自接触式探针(120)的信息,算出斜齿轮(10)相对于旋转工作台(112)的轴心位置的实际的轴心位置(S1~S3),根据斜齿轮(10)的实际的轴心位置,算出旋转工作台(112)及砂轮(118)的位置及移动的修正值(S8),通过对于旋转工作台(112)及砂轮(118)的位置及移动的基准值加上所述修正值,算出旋转工作台(112)、立柱(113)、鞍座(114)、砂轮头(116)的运转值(S9),以按照该运转值动作的方式来控制各电动机(112M~