
齿轮磨削方法.pdf

宁馨****找我


1/10

2/10

3/10

4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
齿轮磨削方法.pdf
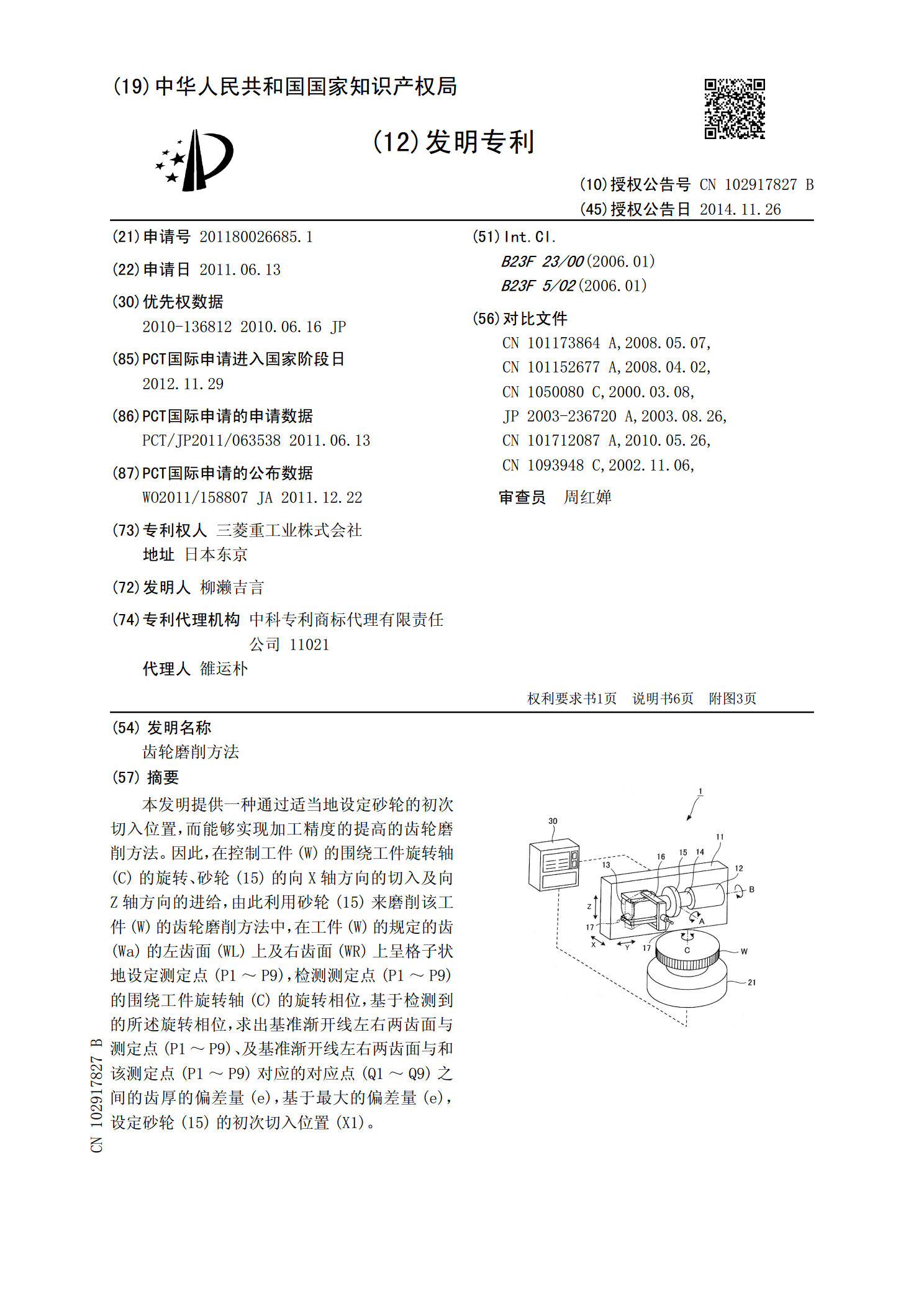
本发明提供一种通过适当地设定砂轮的初次切入位置,而能够实现加工精度的提高的齿轮磨削方法。因此,在控制工件(W)的围绕工件旋转轴(C)的旋转、砂轮(15)的向X轴方向的切入及向Z轴方向的进给,由此利用砂轮(15)来磨削该工件(W)的齿轮磨削方法中,在工件(W)的规定的齿(Wa)的左齿面(WL)上及右齿面(WR)上呈格子状地设定测定点(P1~P9),检测测定点(P1~P9)的围绕工件旋转轴(C)的旋转相位,基于检测到的所述旋转相位,求出基准渐开线左右两齿面与测定点(P1~P9)、及基准渐开线左右两齿面与和该测
齿轮磨削方法.pdf
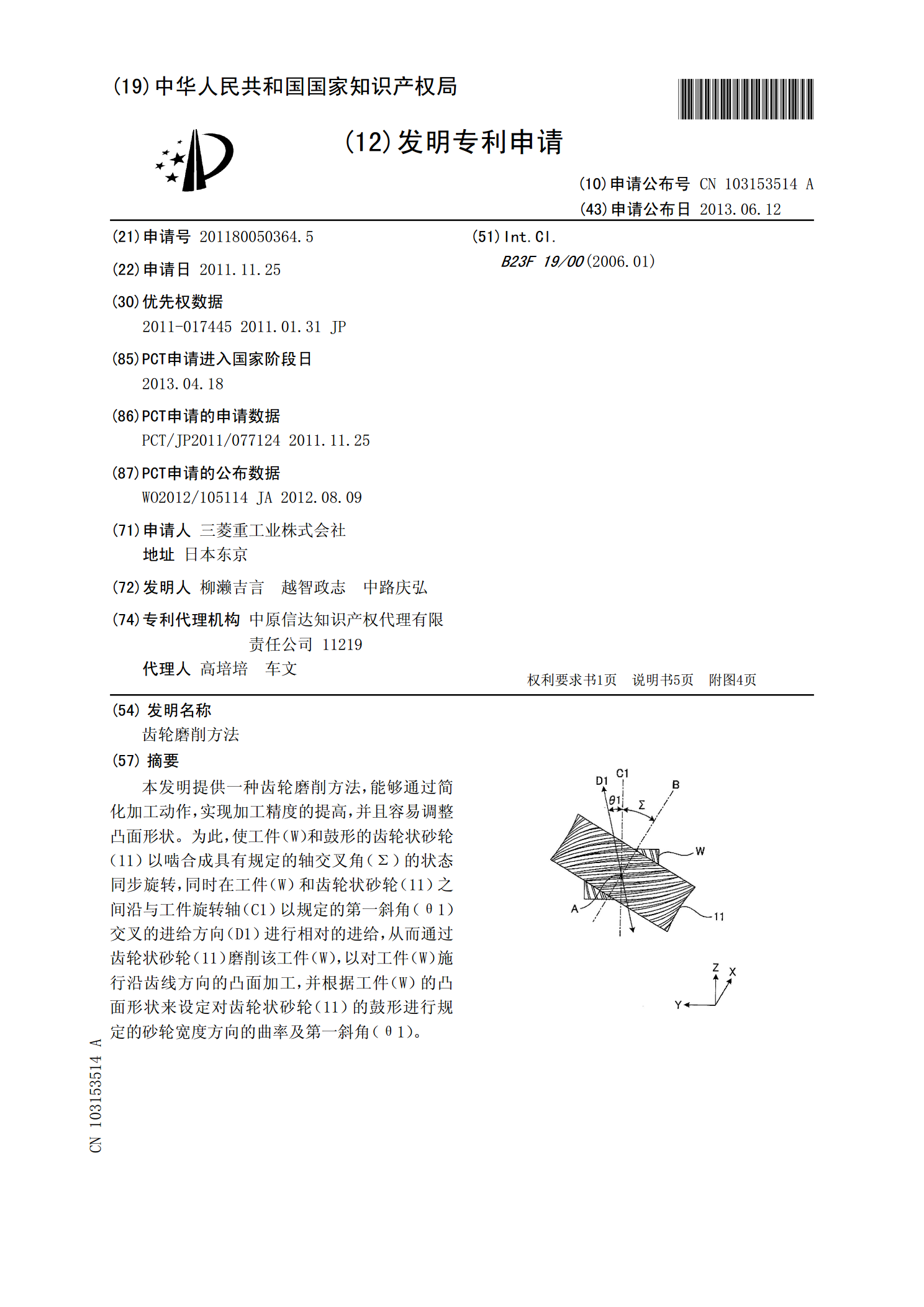
本发明提供一种齿轮磨削方法,能够通过简化加工动作,实现加工精度的提高,并且容易调整凸面形状。为此,使工件(W)和鼓形的齿轮状砂轮(11)以啮合成具有规定的轴交叉角(Σ)的状态同步旋转,同时在工件(W)和齿轮状砂轮(11)之间沿与工件旋转轴(C1)以规定的第一斜角(θ1)交叉的进给方向(D1)进行相对的进给,从而通过齿轮状砂轮(11)磨削该工件(W),以对工件(W)施行沿齿线方向的凸面加工,并根据工件(W)的凸面形状来设定对齿轮状砂轮(11)的鼓形进行规定的砂轮宽度方向的曲率及第一斜角(θ1)。
齿轮磨床及齿轮磨削方法.pdf
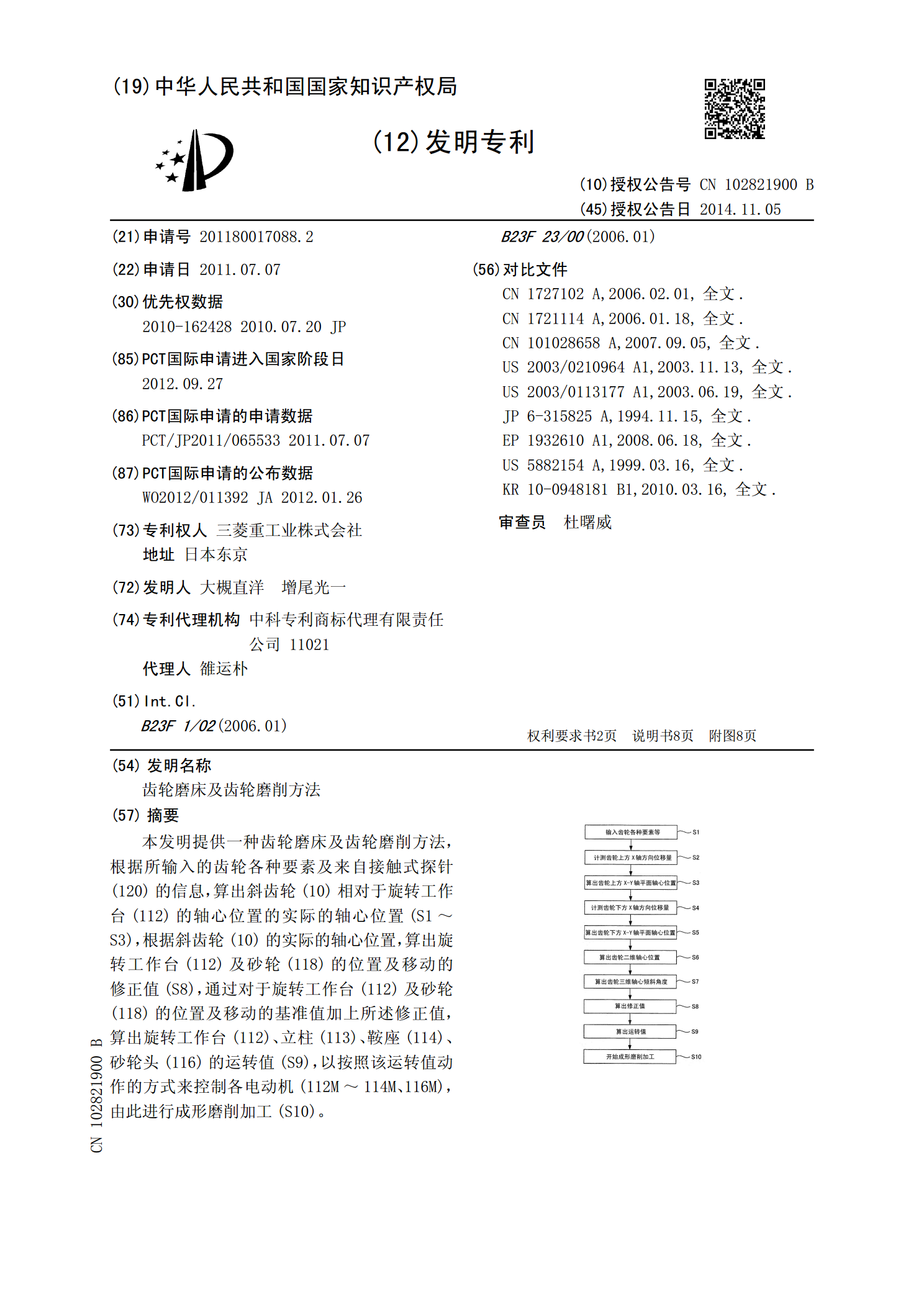
本发明提供一种齿轮磨床及齿轮磨削方法,根据所输入的齿轮各种要素及来自接触式探针(120)的信息,算出斜齿轮(10)相对于旋转工作台(112)的轴心位置的实际的轴心位置(S1~S3),根据斜齿轮(10)的实际的轴心位置,算出旋转工作台(112)及砂轮(118)的位置及移动的修正值(S8),通过对于旋转工作台(112)及砂轮(118)的位置及移动的基准值加上所述修正值,算出旋转工作台(112)、立柱(113)、鞍座(114)、砂轮头(116)的运转值(S9),以按照该运转值动作的方式来控制各电动机(112M~

齿轮磨削用螺纹状磨石及齿轮磨削方法.pdf
本发明提供一种齿轮磨削用螺纹状磨石及齿轮磨削方法,能够以简单的结构对齿轮进行高精度磨削。通过与工件(W1)啮合并旋转而对该工件(W1)进行磨削的齿轮磨削用的螺纹状磨石(20)中,由对工件(W1)进行磨削的螺纹状磨石(21)和与该螺纹状磨石(21)同轴地连接、并对被该螺纹状磨石(21)磨削后的工件(W1)进行磨削的螺纹状磨石(22)构成,对该螺纹状磨石(21、22)设定沿磨石宽度方向以规定长度划分而得到的多个磨削范围(L1、L2),将该螺纹状磨石(21、22)的各磨削范围(L1、L2)作为每一个工件(W1)
磨削齿轮的方法.pdf
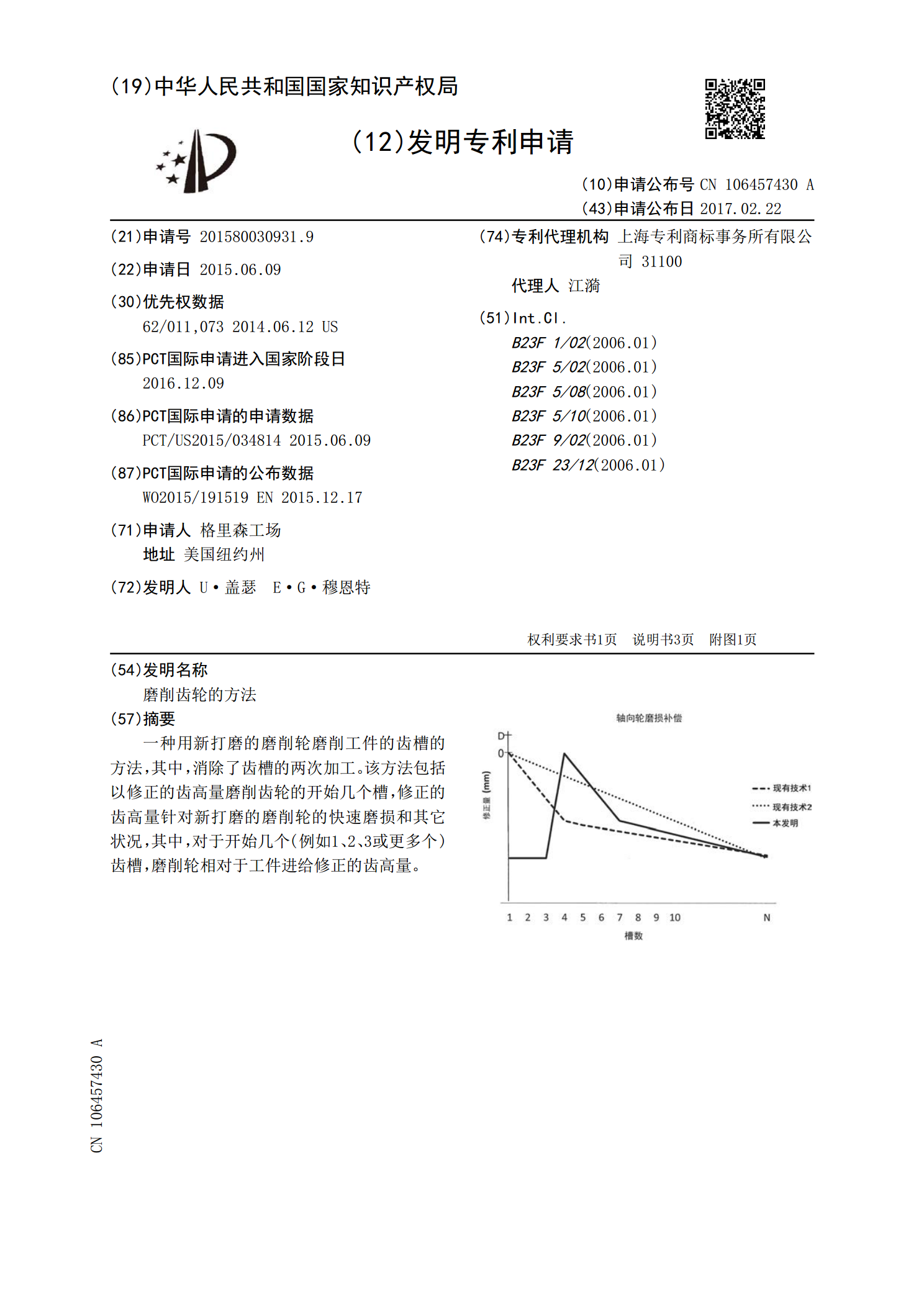
一种用新打磨的磨削轮磨削工件的齿槽的方法,其中,消除了齿槽的两次加工。该方法包括以修正的齿高量磨削齿轮的开始几个槽,修正的齿高量针对新打磨的磨削轮的快速磨损和其它状况,其中,对于开始几个(例如1、2、3或更多个)齿槽,磨削轮相对于工件进给修正的齿高量。