
罗茨鼓风机叶轮组件的加工工艺.pdf

骊蓉****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

罗茨鼓风机叶轮组件的加工工艺.pdf
本发明提供一种罗茨鼓风机叶轮组件的加工工艺,其叶轮组件是由多个叶轮片经专用压机以定位键定位压装在叶轮轴上叠加后经锁紧螺母紧固组合而成,每个叶轮片经由铸造、退火、车、磨、刨、铣、线切割、镗等工序加工而成;叶轮片外形轮廓是利用铣床工装在数控铣床上精加工完成的;而叶轮片的定位键槽是通过第二工装在电火花线切割机上切割完成的,使每个叶轮片轴孔定位键槽位置准确和一致,因此,用本发明工艺加工的叶轮组件成品精度高,表面质量好,而且互换性好,装在风机内腔后各处的装配间隙,均可控制在较小的范围,减少泄漏量,使得出口气体温升较
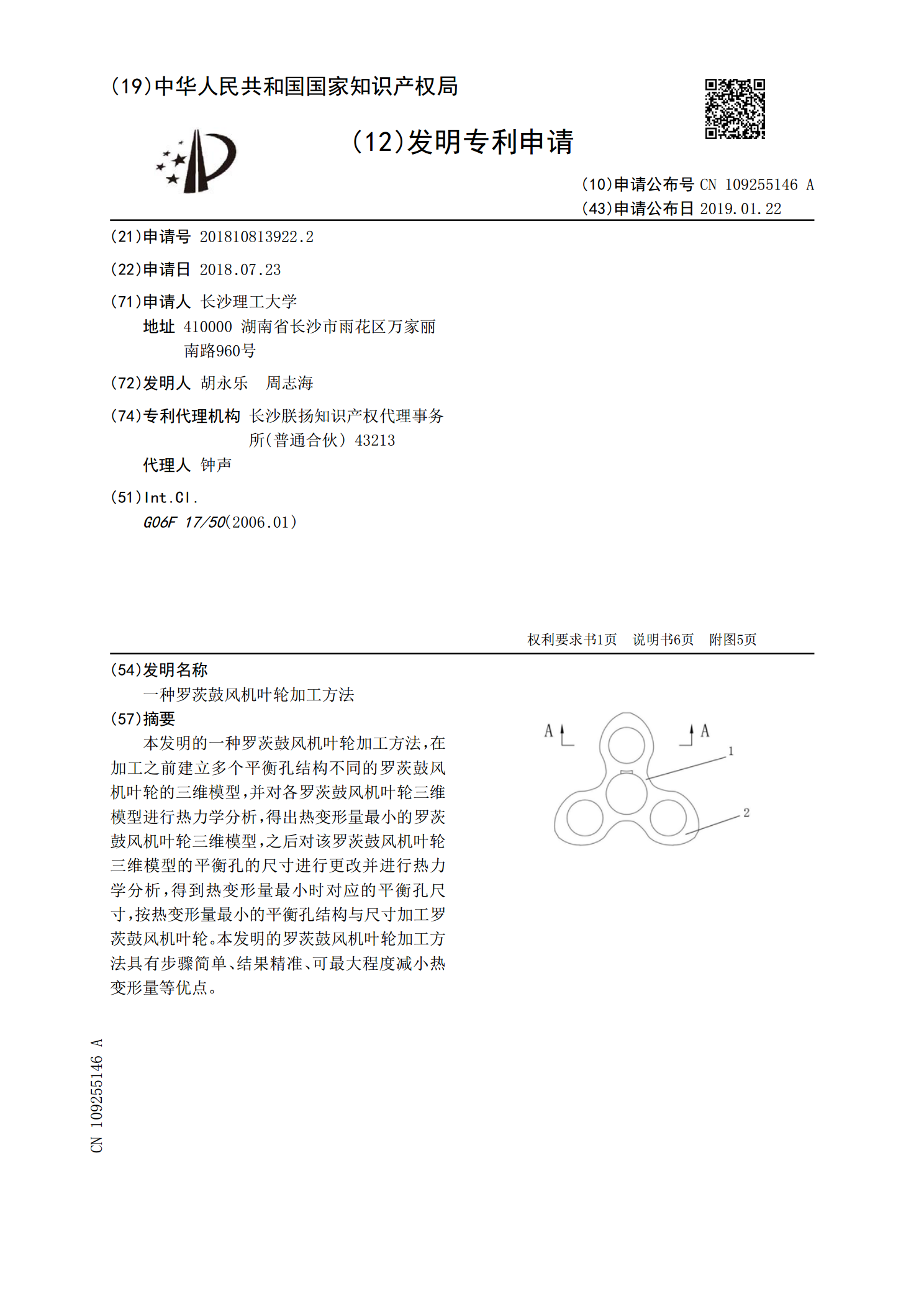
一种罗茨鼓风机叶轮加工方法.pdf
本发明的一种罗茨鼓风机叶轮加工方法,在加工之前建立多个平衡孔结构不同的罗茨鼓风机叶轮的三维模型,并对各罗茨鼓风机叶轮三维模型进行热力学分析,得出热变形量最小的罗茨鼓风机叶轮三维模型,之后对该罗茨鼓风机叶轮三维模型的平衡孔的尺寸进行更改并进行热力学分析,得到热变形量最小时对应的平衡孔尺寸,按热变形量最小的平衡孔结构与尺寸加工罗茨鼓风机叶轮。本发明的罗茨鼓风机叶轮加工方法具有步骤简单、结果精准、可最大程度减小热变形量等优点。

一种罗茨鼓风机叶轮的制造方法及罗茨鼓风机.pdf
本发明涉及一种罗茨鼓风机叶轮的制造方法包括以下特征:按照罗茨鼓风机叶轮断面的形状尺寸制作冲裁模,冲裁模把板材冲裁成叶轮薄片并冲出轴孔与定位孔;把冲裁好的叶轮薄片叠装,叶轮薄片的定位孔内装连接杆,连接杆两端与叶轮薄片焊接在一起成为叶轮,叶轮配上风机轴加工后成为罗茨鼓风机的转子;所述的罗茨鼓风机包括罗茨真空泵。本发明由模具冲裁叠装后焊接而成的风叶制造方法使产品制造方便,产品牢固,一致性好,便于组合成不同长度的风叶。

罗茨鼓风机用密封叶轮.pdf
本发明涉及一种罗茨鼓风机用密封叶轮,其特征在于:在叶轮的端面上设有迷宫密封。优点是:气体通过本迷宫密封的气室和通道时,由于截面不断扩张缩小,达到气流的渐扩过程,从而降低高压区与低压区的气压差,有效控制气体的泄漏。以上技术方案既可以保证罗茨鼓风机在输送气体时流量的减少,也有效控制壳体内部由于回流产生的温度的上升。
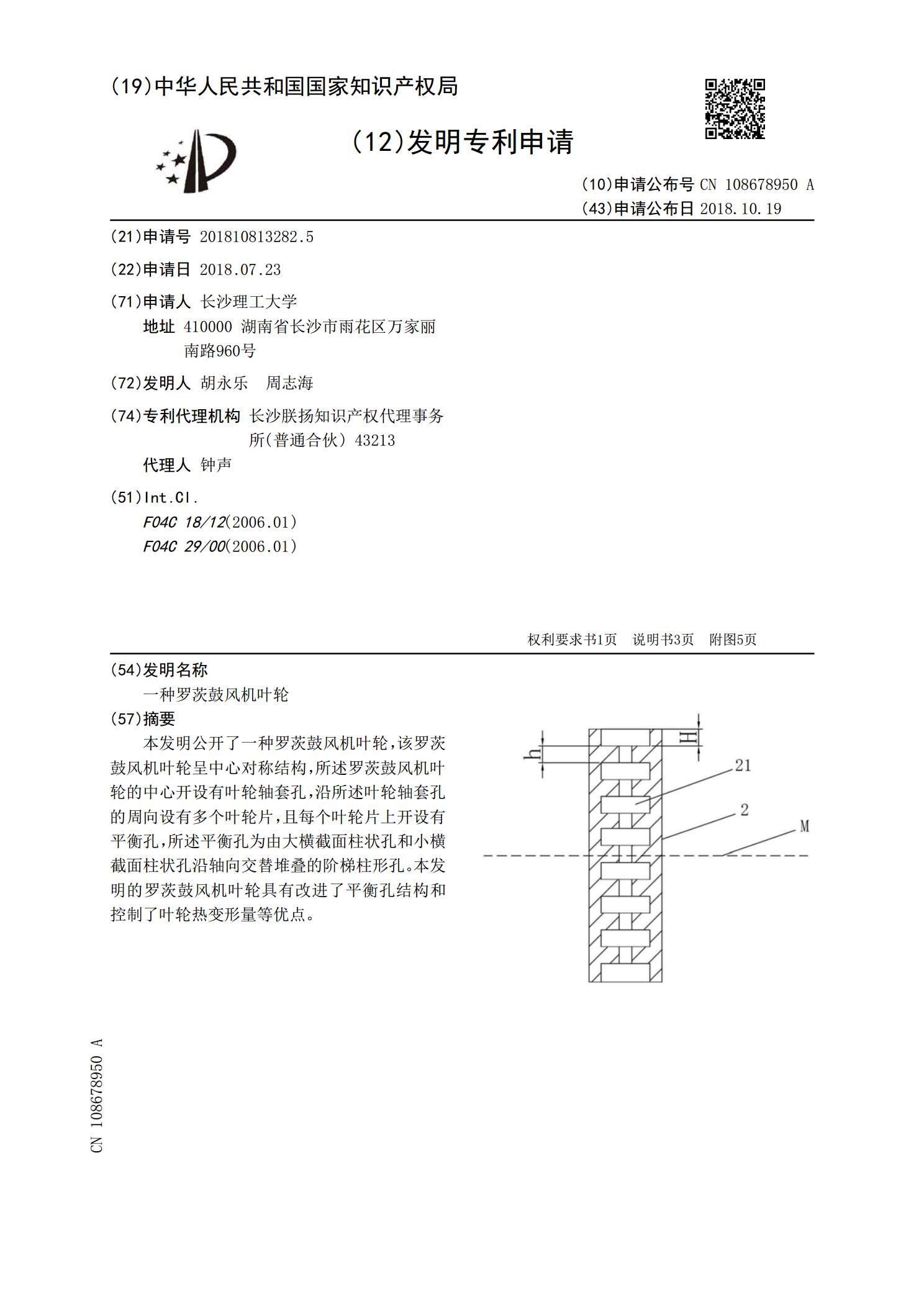
一种罗茨鼓风机叶轮.pdf
本发明公开了一种罗茨鼓风机叶轮,该罗茨鼓风机叶轮呈中心对称结构,所述罗茨鼓风机叶轮的中心开设有叶轮轴套孔,沿所述叶轮轴套孔的周向设有多个叶轮片,且每个叶轮片上开设有平衡孔,所述平衡孔为由大横截面柱状孔和小横截面柱状孔沿轴向交替堆叠的阶梯柱形孔。本发明的罗茨鼓风机叶轮具有改进了平衡孔结构和控制了叶轮热变形量等优点。