
一种汽车轮毂轴承单元旋压式铆合装配制造方法.pdf

代瑶****zy


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车轮毂轴承单元旋压式铆合装配制造方法.pdf
本发明涉及一种汽车轮毂轴承单元旋压式铆合装配制造方法,先进行轮毂轴加工,再把外法兰、钢球、小内圈、轮毂轴按接近零游隙要求配套好,按一定的工序把轴承单元组装到铆接前的状态,然后把组装好的轴承单元放在铆接机床的工作台经旋压变形,最后进行检验。能极大地改善汽车轮毂轴承单元的装配质量,提高装配效率,使装配后的汽车轮毂轴承单元成为一个整体,并可对小内圈的轴向载荷(卡紧力)实现精确控制,大大提高轮毂轴承可靠性、安全性和使用寿命,且生产效率极高,可以达到20~30秒/个;依本发明所述的产品结构设计,能保证旋压铆合装配的
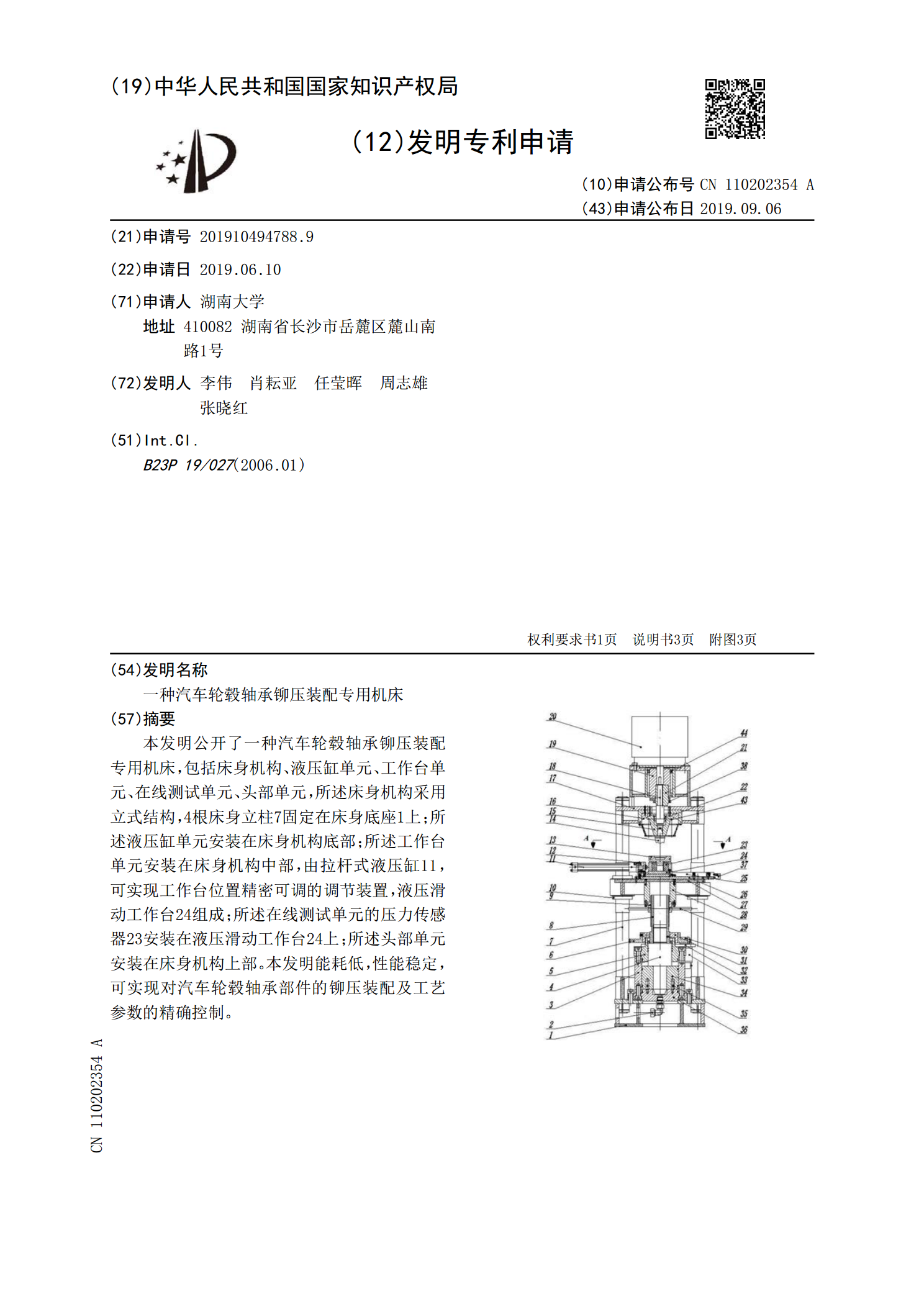
一种汽车轮毂轴承铆压装配专用机床.pdf
本发明公开了一种汽车轮毂轴承铆压装配专用机床,包括床身机构、液压缸单元、工作台单元、在线测试单元、头部单元,所述床身机构采用立式结构,4根床身立柱7固定在床身底座1上;所述液压缸单元安装在床身机构底部;所述工作台单元安装在床身机构中部,由拉杆式液压缸11,可实现工作台位置精密可调的调节装置,液压滑动工作台24组成;所述在线测试单元的压力传感器23安装在液压滑动工作台24上;所述头部单元安装在床身机构上部。本发明能耗低,性能稳定,可实现对汽车轮毂轴承部件的铆压装配及工艺参数的精确控制。

一种汽车轮毂轴承铆合装配工艺方法及其辅助工艺装置.pdf
本发明涉及一种汽车轮毂轴承铆合装配工艺方法及其辅助工艺装置,该辅助工艺装置包括预压装置,位移测量装置和工作台辅助装置,具体是先将轮毂轴承15的各零部件组合放置到工作台上的安装套3内,工作台1进给使轮毂轴承15先通过预压装置进行预压,消除轮毂轴承15内各组件的间隙,然后由铆头10进行铆压,待达到位移测量装置测量的行程要求后,进行保压0.1~0.5s,工作台1返回,取回工件。该铆合装配工艺方法结合相应的辅助工艺装置可实现对每个轮毂轴承的精密铆合,保证其获得所要求的轴向工作游隙和卡紧力,大幅提高轮毂轴承的可靠性
轮毂轴承铆合装配轴向铆装力的测试系统及测试方法.pdf
本发明涉及轮毂轴承铆合装配轴向铆装力的测试系统及测试方法,有压力传感器、变送器、盒式采集仪和微型计算机系统,压力传感器将轴向铆装力信号转变成电压信号,经变送器校正及放大,并把校正、放大后的模拟量传送至盒式采集仪,经过AD转换后传送到微型计算机系统,最后由微型计算机系统进行数据存储及处理。对轮毂轴承单元铆合装配过程中的轴向铆装力进行实时测量并具有反馈控制能力,从而使操作者在铆装时能精确地测知铆装轴向力,预设轴向铆装力的目标值,在装配过程中铆装力达到目标值后自动终止铆接,从而准确控制装配后的轴承单
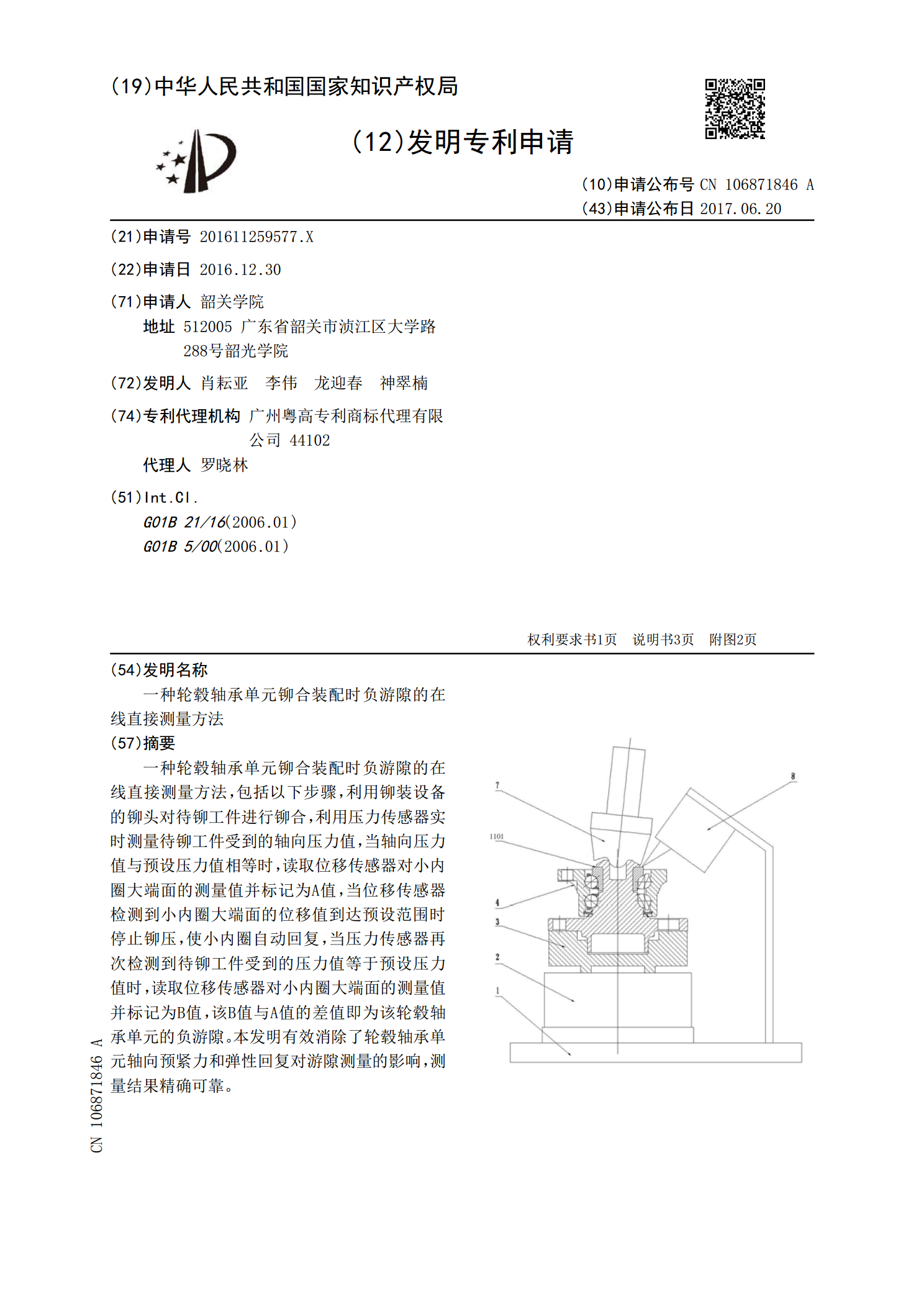
一种轮毂轴承单元铆合装配时负游隙的在线直接测量方法.pdf
一种轮毂轴承单元铆合装配时负游隙的在线直接测量方法,包括以下步骤,利用铆装设备的铆头对待铆工件进行铆合,利用压力传感器实时测量待铆工件受到的轴向压力值,当轴向压力值与预设压力值相等时,读取位移传感器对小内圈大端面的测量值并标记为A值,当位移传感器检测到小内圈大端面的位移值到达预设范围时停止铆压,使小内圈自动回复,当压力传感器再次检测到待铆工件受到的压力值等于预设压力值时,读取位移传感器对小内圈大端面的测量值并标记为B值,该B值与A值的差值即为该轮毂轴承单元的负游隙。本发明有效消除了轮毂轴承单元轴向预紧力和