
一种轮毂轴承单元铆合装配时负游隙的在线直接测量方法.pdf

邻家****曼玉

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轮毂轴承单元铆合装配时负游隙的在线直接测量方法.pdf
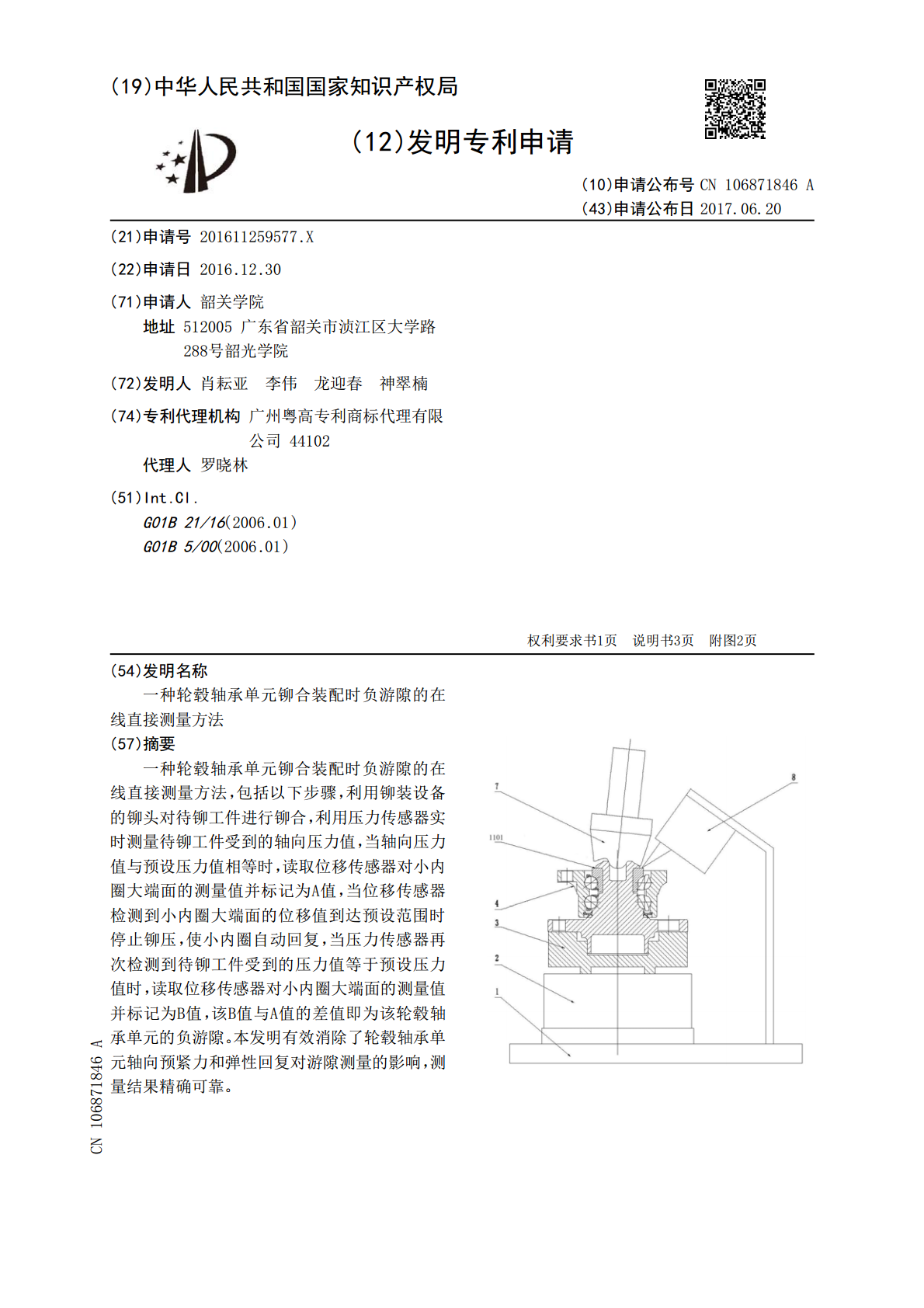
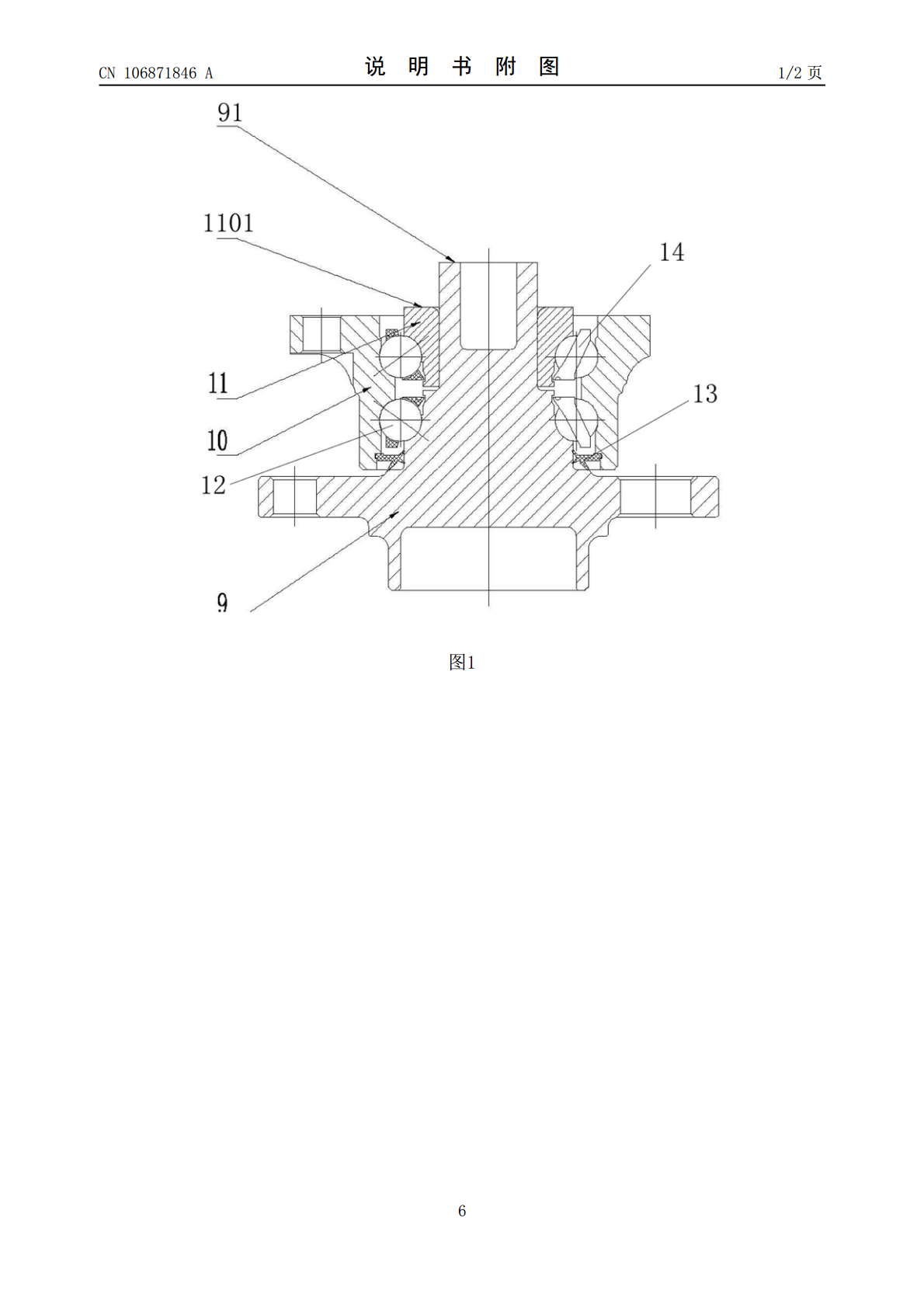
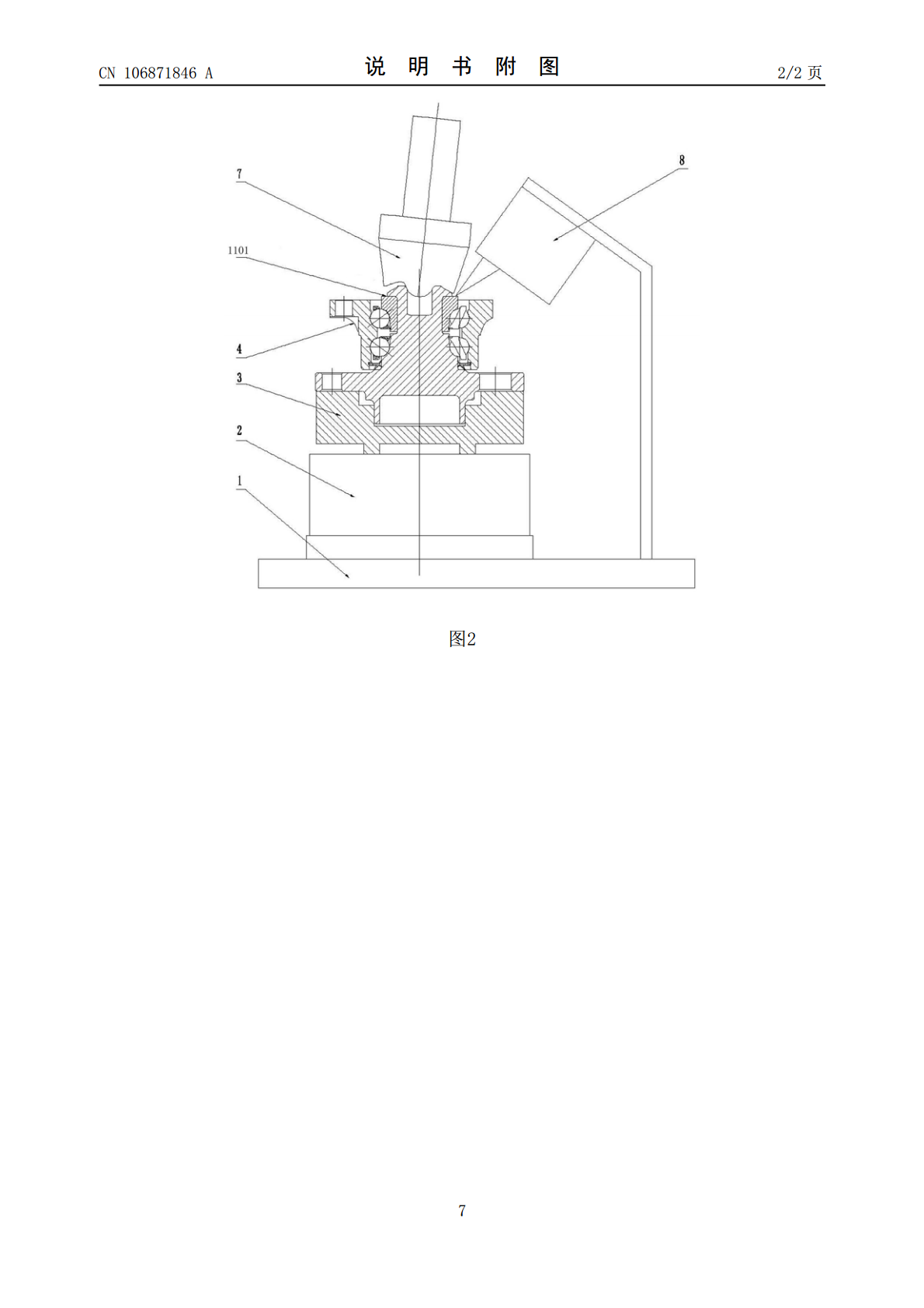
一种轮毂轴承单元铆合装配时负游隙的在线直接测量方法,包括以下步骤,利用铆装设备的铆头对待铆工件进行铆合,利用压力传感器实时测量待铆工件受到的轴向压力值,当轴向压力值与预设压力值相等时,读取位移传感器对小内圈大端面的测量值并标记为A值,当位移传感器检测到小内圈大端面的位移值到达预设范围时停止铆压,使小内圈自动回复,当压力传感器再次检测到待铆工件受到的压力值等于预设压力值时,读取位移传感器对小内圈大端面的测量值并标记为B值,该B值与A值的差值即为该轮毂轴承单元的负游隙。本发明有效消除了轮毂轴承单元轴向预紧力和
一种轮毂轴承单元铆合装配时在线测量负游隙的装置.pdf
一种轮毂轴承单元铆合装配时在线测量负游隙的装置,包括安装在铆机的工作平台上的磁力座,所述磁力座上装设有导向立柱,导向立柱上端装接有安装平台,安装平台上装设有指向该安装平台内部的测量机构,该测量机构包括连接板和装设在该连接板上的激光微位移传感器、主尺和游标,游标与主尺贴合卡装,连接板包括滑槽板和夹紧板,夹紧板与安装平台装接,滑槽板连接与夹紧连接安装连接,激光微位移传感器、主尺和游标装设在滑槽板上,并且主尺和游标设在滑槽板的同一侧,激光微位移传感器设在滑槽板的另外一侧。本发明调节方便,节省时间,操作简单,可以
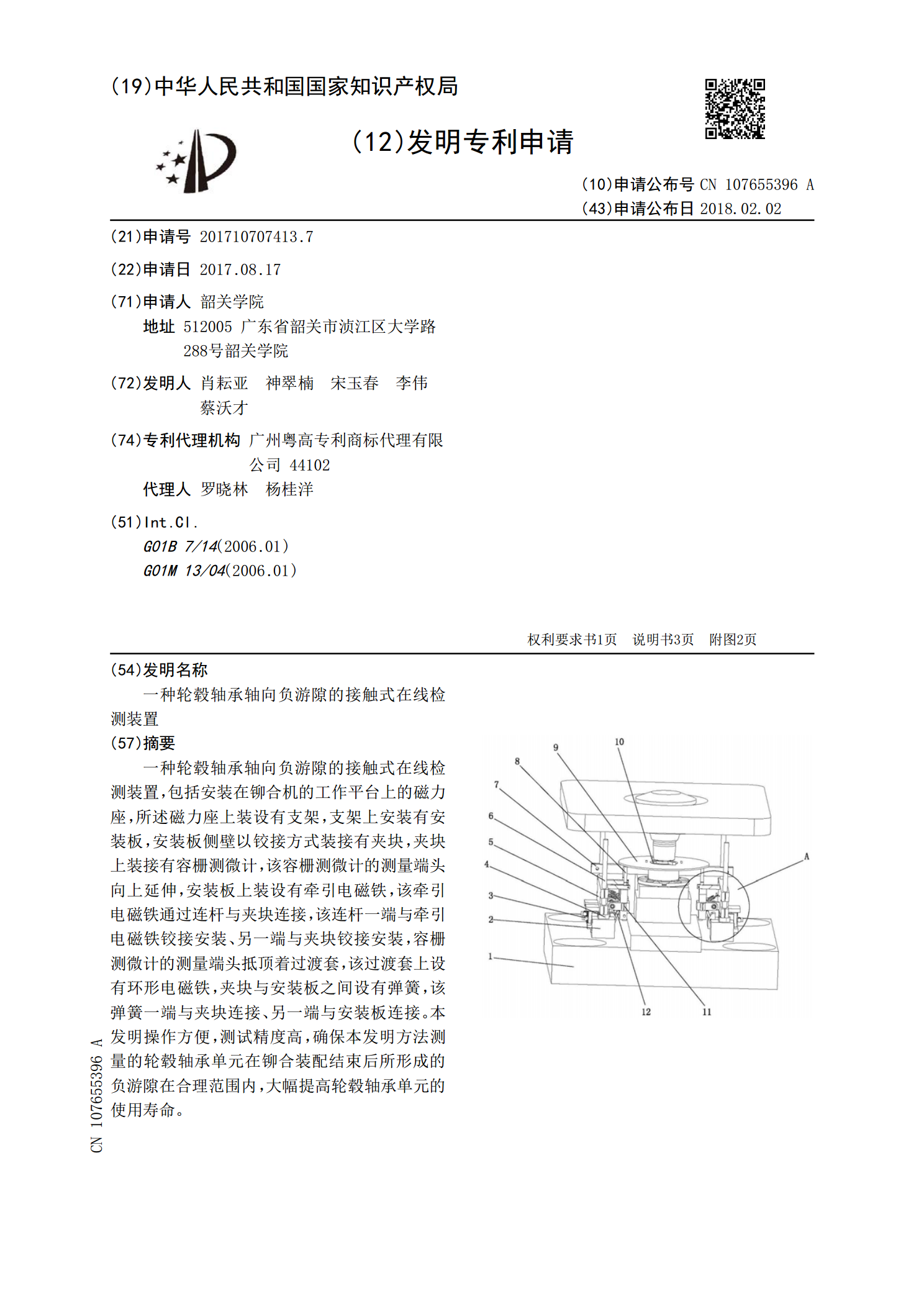
一种轮毂轴承轴向负游隙的接触式在线检测装置.pdf
一种轮毂轴承轴向负游隙的接触式在线检测装置,包括安装在铆合机的工作平台上的磁力座,所述磁力座上装设有支架,支架上安装有安装板,安装板侧壁以铰接方式装接有夹块,夹块上装接有容栅测微计,该容栅测微计的测量端头向上延伸,安装板上装设有牵引电磁铁,该牵引电磁铁通过连杆与夹块连接,该连杆一端与牵引电磁铁铰接安装、另一端与夹块铰接安装,容栅测微计的测量端头抵顶着过渡套,该过渡套上设有环形电磁铁,夹块与安装板之间设有弹簧,该弹簧一端与夹块连接、另一端与安装板连接。本发明操作方便,测试精度高,确保本发明方法测量的轮毂轴承
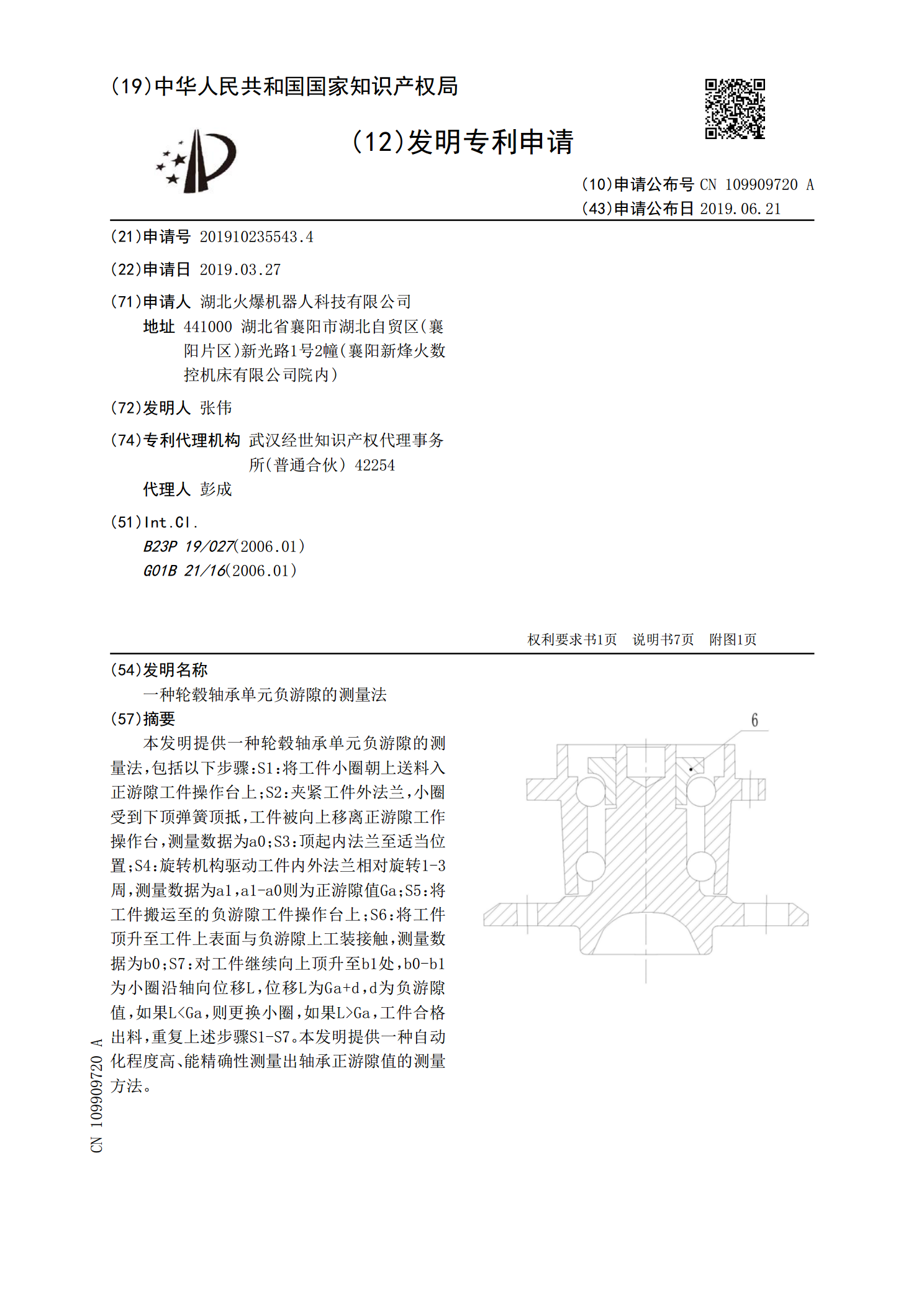
一种轮毂轴承单元负游隙的测量法.pdf
本发明提供一种轮毂轴承单元负游隙的测量法,包括以下步骤:S1:将工件小圈朝上送料入正游隙工件操作台上;S2:夹紧工件外法兰,小圈受到下顶弹簧顶抵,工件被向上移离正游隙工作操作台,测量数据为a0;S3:顶起内法兰至适当位置;S4:旋转机构驱动工件内外法兰相对旋转1‑3周,测量数据为a1,a1‑a0则为正游隙值Ga;S5:将工件搬运至的负游隙工件操作台上;S6:将工件顶升至工件上表面与负游隙上工装接触,测量数据为b0;S7:对工件继续向上顶升至b1处,b0‑b1为小圈沿轴向位移L,位移L为Ga+d,d为负游隙
轮毂轴承铆合装配轴向铆装力的测试系统及测试方法.pdf
本发明涉及轮毂轴承铆合装配轴向铆装力的测试系统及测试方法,有压力传感器、变送器、盒式采集仪和微型计算机系统,压力传感器将轴向铆装力信号转变成电压信号,经变送器校正及放大,并把校正、放大后的模拟量传送至盒式采集仪,经过AD转换后传送到微型计算机系统,最后由微型计算机系统进行数据存储及处理。对轮毂轴承单元铆合装配过程中的轴向铆装力进行实时测量并具有反馈控制能力,从而使操作者在铆装时能精确地测知铆装轴向力,预设轴向铆装力的目标值,在装配过程中铆装力达到目标值后自动终止铆接,从而准确控制装配后的轴承单